Изобретение относится к области черной металлургии, а именно к производству стальных слитков.
Известна изложница, предназначенная для отливки слитков, выполненная с соотношением высоты с среднему диаметру, равному 2,9…3,1, и конусностью ее рабочей поверхности, равной 6…8% (А.с. №495144, МПК В22D 07/06, опубл. 15.12.75, бюл. №46). Недостатком данной конструкции изложницы является невозможность обеспечения плотной осевой зоны слитков, получаемых в ней. Дефекты осевой зоны слитка наследуются готовыми изделиями, что приводит к их отбраковке.
Технический результат, который может быть получен при использовании заявляемого изобретения, заключается в том, что предлагаемая геометрия изложницы, имеющей в своем составе поддон, корпус и прибыльную надставку, позволяет обеспечить отсутствие дефектов усадочного происхождения в осевой части слитков, формируемых в данной изложнице.
Технический результат достигается тем, что изложница для стального слитка содержит поддон с углублением, корпус и прибыльную надставку, причем нижний внутренний диаметр прибыльной части меньше верхнего внутреннего диаметра корпуса изложницы, при этом средний внутренний диаметр прибыльной надставки (Дпс) отвечает условию:
Дпс=0,45…0,75·(4,1…6,0)·Дк·a/(1+4·a),
где: Дк - средний диаметр внутренней полости корпуса изложницы, м;
а - заданное значение отношения высоты корпуса изложницы (Нк) к среднему диаметру ее внутренней полости (Дк);
0,45…0,75 - коэффициент, учитывающий соотношение скоростей кристаллизации металла в изложнице и в прибыльной надставке;
4,4…6,0 - коэффициенты, учитывающие соотношение высоты прибыльной надставки к ее среднему диаметру,
при этом объем внутренней полости прибыльной надставки (Vп) отвечает условию
Vп≥0,24…1,89·Дпс 3,
где 0,24…1,89 - коэффициенты, учитывающие соотношение высоты прибыльной надставки к среднему диаметру ее внутренней полости,
объем углубления в поддоне составляет 0,5…1,5% от всего суммарного объема изложницы, конусность внутренней полости прибыльной надставки изложницы составляет 5-10%, а конусность внутренней полости корпуса изложницы равна 1,5…2,0% при Нк/Дк≤1 или 14,5…16,0% при Нк/Дк>1.
Объяснения значений указанных соотношений
Конусность внутренней полости корпуса изложницы необходимо задавать для обеспечения условий направленного затвердевания металлического расплава в ней. В изложницах, у которых соотношение Нк/Дк равно 1 и менее, создаются естественные условия для направленной кристаллизации, при которых нижележащие слои металла всегда затвердевают быстрее, чем располагающиеся выше, поэтому в изложницах с таким соотношением Нк/Дк нет смысла задавать какую-либо конусность для обеспечения направленности затвердевания; в этом случае достаточно ограничиться только величиной технологической конусности (~1,5…2%), необходимой для свободного извлечения слитка из изложницы. Если при отношении Нк/Дк≤1 обеспечить конусность менее 1,5%, существенно возрастет трудоемкость извлечения слитка из изложницы. При конусности внутренней полости корпуса изложницы более 2% (при Нк/Дк≤1) значимо возрастут трудозатраты на билетировку (снятие конусности, осадка/протяжка при ковке) слитка. При соотношениях Нк/Дк>1 естественные условия для направленной кристаллизации нарушаются и в этом случае для предотвращения формирования в слитке усадочных дефектов при кристаллизации внутренняя полость корпуса изложницы должна иметь определенную конусность. Применительно к изложницам, внутренняя полость которых близка к цилиндру или усеченному конусу, при условии утепления прибыльной надставки обычными теплоизоляционными материалами и исключении каких-либо видов специальной обработки (электромагнитное перемешивание, вибрационное или импульсное воздействие, применение водяного охлаждения и т.п.) значение конусности внутренней полости корпуса изложницы должно составлять 14,5…16%. При меньших чем 14,5% значениях конусности (при Нк/Дк>1) нельзя создать условия для направленной кристаллизации. Если значение конусности внутренней полости корпуса изложницы больше 16%, возникают существенные затруднения при билетировке (снятии конусности приковке) слитка.
Коэффициенты 4,1…6,0 и 0,24…1,89 в выражении для расчета внутреннего диаметра и объема внутренней полости прибыльной надставки, соответственно, учитывают соотношение высоты прибыльной надставки к ее среднему внутреннему диаметру, изменяющемуся на практике от 0,4 до 2. При значении отношения высоты прибыльной надставки к ее среднему внутреннему диаметру, близком к 0,4, коэффициент в выражении для расчета внутреннего диаметра прибыльной надставки приближают к 6, а в выражении для расчета объема внутренней полости прибыльной надставки - к 0,24; увеличение значения указанного соотношения до 2 сопровождается соответствующим уменьшением коэффициента в выражении для расчета внутреннего диаметра прибыльной надставки до 4,1 и увеличением коэффициента в выражении для расчета объема внутренней полости прибыльной надставки до 1,89.
Коэффициент 0,45…0,75 в выражении для расчета среднего диаметра внутренней полости прибыльной надставки учитывает соотношение скоростей кристаллизации металла в изложнице и в прибыльной надставке, характеризуемыми коэффициентами затвердевания. Практика показала, что в обычной изложнице среднее значение коэффициента затвердевания металла составляет 23,5 мм/мин0,5; в прибыльной надставке теплоизолированной шамотными плитами и засыпанной сверху теплоизолирующей смесью типа вермикулита, среднее значение коэффициента затвердевания металла составляет 13 мм/мин0,5, соотношение данных коэффициентов представляет собой 0,6 (среднее значение между 0,45 и 0,75). Изменение условий затвердевания металла в прибыльной надставке или изложнице должно сопровождаться соответствующей корректировкой данного коэффициента, например, при ускорении охлаждения в изложнице его уменьшают, при снижении темпа охлаждения металла в изложнице - увеличивают. Соотношение скоростей охлаждения металла в теле слитка и прибыльной надставке более 0,75 или менее 0,45 на практике без применения специальных воздействий не возникают.
Множитель а/(1+4·а) описывает развитость внутренней поверхности изложницы и представляет собой упрощенное выражение отношения объема внутренней полости корпуса изложницы к суммарной площади внутренней поверхности корпуса изложницы и площади нижнего отверстия в корпусе изложницы. Для изложниц, форма внутренней полости которых близка к цилиндру, общий вид данного множителя постоянен, и его значение определяется только параметром "а", представляющим собой отношение высоты корпуса изложницы к среднему диаметру ее внутренней полости.
Данное выражение получено следующим образом.
Для изложницы отношение объема корпуса изложницы к суммарной площади внутренней поверхности корпуса изложницы и площади нижнего отверстия в корпусе изложницы (Rизл прив) равно:

где Rизл прив - приведенный радиус, м;
Vизл - суммарный объем внутренней полости изложницы, включающий объем внутренней полости корпуса изложницы, объем внутренней полости прибыльной надставки и объем углубления в поддоне, м3;
Fизл внутр - суммарная площадь внутренней поверхности корпуса изложницы и нижнего отверстия в корпусе изложницы, м2.
Объем внутренней полости корпуса изложницы может быть рассчитан по формуле для расчета объема цилиндра (2) или усеченного конуса (3).


Учитывая то, что разница в расчетах по (2) и (3) для используемых на практике значений конусности (от 0 до 20%) не превышает 2%, в дальнейшем без внесения существенной ошибки можно пользоваться формулой для цилиндра (2), как более простой и удобной
Суммарная площадь внутренней поверхности корпуса изложницы и площадь нижнего отверстия в корпусе изложницы равна:

где Fк внутр - внутренней поверхности корпуса изложницы, м2;
Fк низ - площадь нижнего отверстия в корпусе изложницы, м2.
Площадь внутренней поверхности корпуса изложницы также может быть рассчитана по формуле для расчета площади боковой поверхности цилиндра (5) или усеченного конуса (6).


При этом, учитывая то, что разница в расчетах по (5) и (6) для используемых на практике значений конусности (от 0 до 20%) также несущественна и не превышает 1%, в дальнейшем без внесения значимой ошибки можно пользоваться формулой для цилиндра (5) как более простой и удобной
Тогда суммарная площадь внутренней поверхности корпуса изложницы и площадь нижнего отверстия в корпусе изложницы равна может быть определена по выражению (7):

где Fизл внутр - площадь внутренней поверхности корпуса изложницы, м2;
Дк и Дк низ - средний и нижний диаметры корпуса изложницы, м;
Нк - высота корпуса изложницы, м;
Таким образом, с учетом того, что объем внутренней полости корпуса изложницы и суммарная площадь внутренней поверхности корпуса изложницы и площадь нижнего отверстия в корпусе изложницы могут быть рассчитаны по формулам, характерным для цилиндра, а диаметр нижнего отверстия в корпусе изложницы Дк низ из примерно равен Дк ср, подставив (7) и (2) в (1), получим выражение для расчета приведенного радиуса:

где а - значение отношения Нк/Дк.
Объем углубления в поддоне - части, предназначенной для приема первых порций заливаемого металла с целью погашения удара струи и предотвращения разбрызгивания стали на стенки изложницы, должен составлять не более 0,5…1,0% от всего объема изложницы, формируемого в предлагаемой изложнице. Этого количества достаточно для того, чтобы углубление в поддоне исполнило свою буферную роль в начале отливки слитка, не повлияв при этом на естественный захолаживающий торцевой эффект, а следовательно, и условия для его направленного затвердевания. При объеме углубления в поддоне более 1,5% его тепловое влияние становится значимым и могут возникнуть условия, когда захолаживающее действие поддона будет недопустимо снижено и направленность затвердевания прервется, что соответственно повлечен за собой образование осевой рыхлости. При объеме углубления в поддоне менее 0,5% не будет обеспечено надлежащее гашение энергии падающей струи, соответственно будет иметь место интенсивное разбрызгивание металлического расплава, что приведет к ухудшению качества поверхности слитка.
Сущность изобретения поясняется чертежом, где изображена конструкция изложницы для отливки слитка.
Изложница имеет поддон 1, корпус 2 и прибыльную надставку 3. Углубление в поддоне 1, в котором формируется кюмпель слитка, выполнено уширяющимся к верху, при этом объем металла в нем 0,5... 1,5% от всего объема изложницы; внутренняя полость корпуса изложницы 2 выполнена также уширяющейся к верху, при этом ее конусность, определяемая как (Дкв-Дкн)/Нк-100%, равна 1,5…2% при Нк/Дк≤1 или 14,5…16% при Нк/Дк>1.
Прибыльная надставка изложницы обеспечивает прямую конусность получаемой в ней прибыльной части слитка, т.е. уширенную к низу, при этом значение конусности внутренней полости прибыльной надставки, определяемой как (Дпн - Дпв)/Нп·100%, составляет 5…10%, а средний диаметр внутренней полости прибыльной надставки, определяемый как (Дпв+Дпн)/2, отвечает условию
Дпс=0,45…0,75·(4,1…6,0)·Дк·а/(1+4-а), где а - заданное значение отношений Нк/Дк,
а объем прибыльной надставки - условию
Vп≥0,24…1,89·Дп 3.
Правильность выбора указанных соотношений исследовали на 3 слитках с отношением Нк/Дк≤1 и на 4 изложницах с Нк/Дк>1. Геометрические размеры использованных изложниц приведены в таблицах 1…3.
Разливку слитков производили сверху.
Для исследования физического и химического макростроения металла по сечению из слитков вырезали вертикальные и горизонтальные темплеты, которые после соответствующей подготовки их поверхности подвергали травлению и снятию серных отпечатков и травлению на макроструктуру.
Результаты комплексного исследования показали, что в слитках полностью отсутствовали какие-либо осевые усадочные дефекты. Таким образом, приведенные результаты показывают, что предлагаемое изобретение применимо и может быть использовано в сталеплавильном производстве для отливки слитков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Изложница для слитков | 1980 |
|
SU1014636A1 |
| Устройство для получения полых слитков | 1988 |
|
SU1570835A1 |
| Изложница для отливки слитков | 1976 |
|
SU569373A1 |
| СПОСОБ ПРОИЗВОДСТВА СЛИТКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2311257C1 |
| Устройство для отливки слитков | 1984 |
|
SU1369859A1 |
| Устройство для отливки слитков | 1983 |
|
SU1138231A1 |
| Изложница для отливки слитков | 1978 |
|
SU727321A1 |
| Изложница для слитков | 1979 |
|
SU900947A1 |
| Способ получения полого слитка | 1983 |
|
SU1088868A1 |
| Устройство для отливки слитков | 1986 |
|
SU1442325A1 |
Изобретение относится к металлургии. Изложница содержит поддон с углублением, корпус и прибыльную надставку. Объем углубления в поддоне составляет 0,5…1,5% от всего объема изложницы. Конусность внутренней полости прибыльной надставки, составляет 5…10%. Конусность внутренней полости корпуса изложницы равна 1,5…2% при соотношении высоты корпуса изложницы к среднему диаметру ее полости Нк/Дк≤1 или 14,5…16% при значениях Нк/Дк>1. Средний внутренний диаметр прибыльной надставки изложницы (Дпс) определяют из соотношения: Дпс=0,45…0,75-(4,1…6,0)-Дк·а/(1+4·а), где а - заданное значение отношений Нк/Дк. Объем внутренней полости прибыльной надставки (Vп) определяют из условия: Vп≥0,24…1,89-Дпс 3. Обеспечивается получение плотной бездефектной осевой зоны слитка. 1 ил., 3 табл.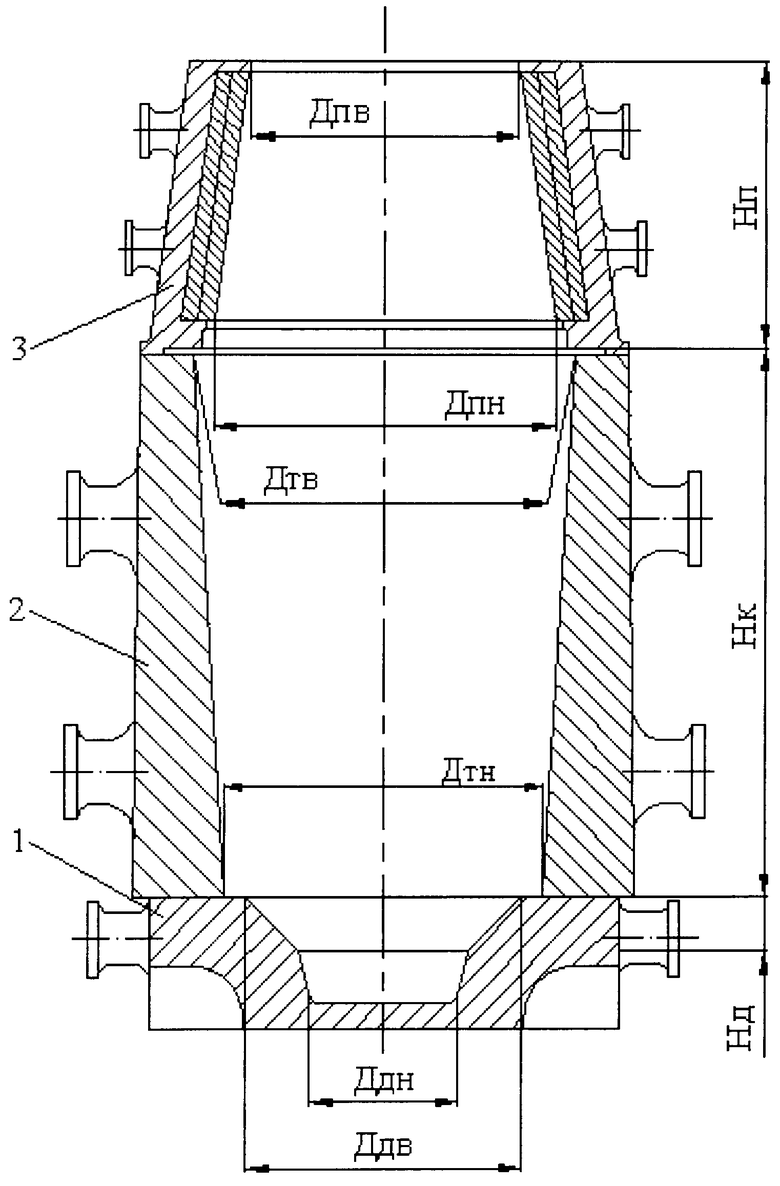
Изложница для стального слитка, содержащая поддон с углублением, корпус и прибыльную надставку, отличающаяся тем, что нижний внутренний диаметр прибыльной надставки меньше верхнего внутреннего диаметра корпуса изложницы, при этом средний внутренний диаметр прибыльной надставки (Дпс) отвечает условию:
Дпс=0,45…0,75-(4,1…6,0)-Дк·а/(1+4·а),
где Дк - средний диаметр внутренней полости корпуса изложницы, м;
а - заданное значение отношения высоты корпуса изложницы (Нк) к среднему диаметру ее внутренней полости (Дк);
0,45…0,75 - коэффициент, учитывающий соотношение скоростей кристаллизации металла в изложнице и в прибыльной надставке;
4,1…6,0 - коэффициент, учитывающий соотношение высоты прибыльной надставки к ее среднему диаметру;
объем внутренней полости прибыльной надставки (Vп) отвечает условию: Vп≥0,24…1,89·Дпс 3,
где 0,24…1,89 - коэффициент, учитывающий соотношение высоты прибыльной надставки к среднему диаметру ее внутренней полости;
а объем углубления в поддоне составляет 0,5…1,5% от всего суммарного объема изложницы, конусность внутренней полости прибыльной надставки изложницы составляет 5…10%, а конусность внутренней полости корпуса изложницы равна 1,5…2,0% при Нк/Дк≤1 или 14,5…16,0% при Нк/Дк>1.
| Изложница для слитков | 1973 |
|
SU495144A1 |
| Способ кладки стен и пода сталеплавильных печей из магнезитового и хромомагнезитового кирпича | 1949 |
|
SU84759A1 |
| Приемная камера хлопкоуборочной машины | 1974 |
|
SU518179A1 |
| Генератор колебаний давления воды | 1972 |
|
SU505444A1 |

