1
Изобретение относится к оборудованию для сварки узлов радиодеталей, в частности для приварки выводов к корпусам или анодам конденсаторов.
Известно устройство, содержащее механизм подачи и рихтовки проволоки, механизм подачи отрезанного вывода с токоподводящими губками, кулачково-распределительный вал, механизм подачи и фиксации корпусов, механизм резки проволоки.
Недостатком известного устройства является сложная кинематика и небольшая производительность.
Также известно устройство для приварки проволочного вывода, содержащее размещенный па основании механизм подачи и фиксации корпусов, привод с кулачково-распределительным валом, установленную с возможностью возвратно-поступательного перемещения в горизонтальной плоскости каретку с размещенными на ней механизмом зажима вывода, механизмом резки проволоки с отрезной втулкой и ножом и пружину, создающую усилие осадки.
Данное устройство является наиболее близким по достигаемому результату и технической сущности к описываемому.
Недостатком такого устройства является ухудшение качества сварки из-за нестабильности параметров сварки.
Целью изобретения является повышение качества приварки.
Эта цель достигается тем, что устройство снабжено размещенными в каретке горизоптальнымп направляющими и установленным в них с возможностью перемещения от пружины, создающей усилие осадки, ползуном, на котором закреплен механизм зажима вывода, двумя симметричными подпружиненными к основанию рычагами, установленными в передней части каретки и обеспечивающими периодическое поджатие ползуна к карзтке, и взаимодействующим с распределительным валом штоком, несущим отрезную втулку и
установленным с возможностью перемещения в направлении, перпендикулярном к направлению перемещения каретки, при этом нож неподвижно закреплен на каретке.
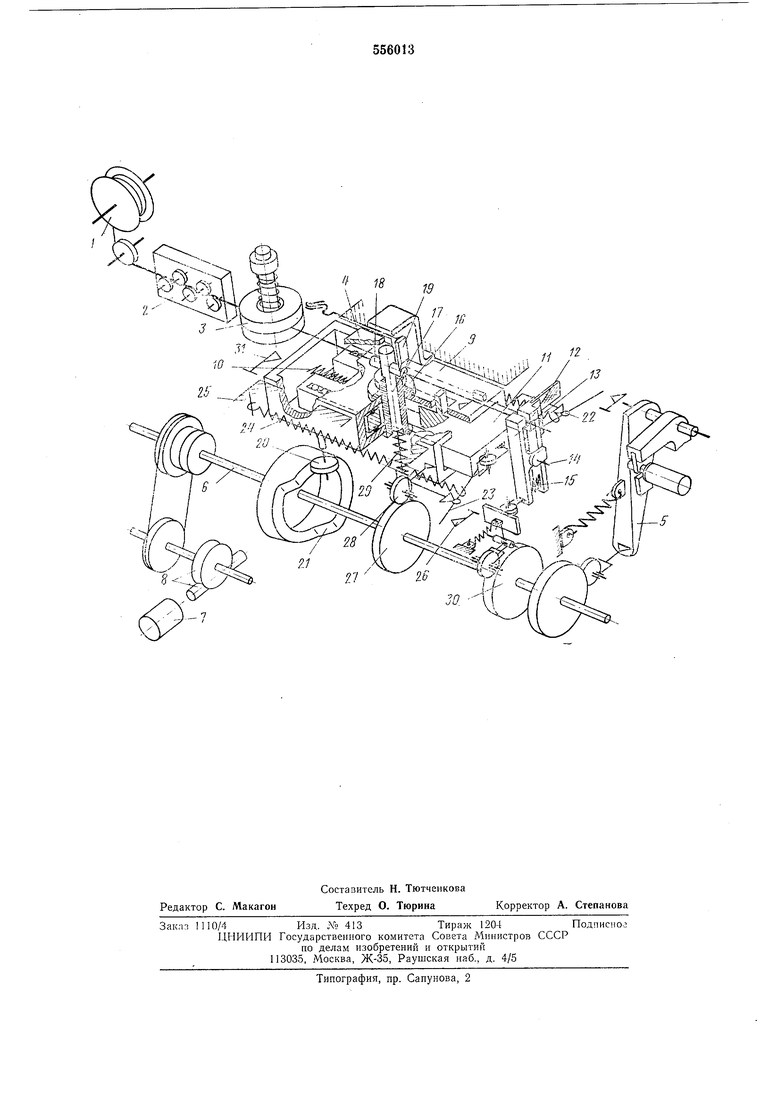
На чертел :е изображена кинематическая
схема устройства.
Устройство для приварки проволочных выводов к корп)су радиодетали содержит бобину 1 с проволокой, предназначенной для изготовления выводов, механизм 2 рихтовки,
фрикционное устройство 3, механизм 4 подачи проволоки, резки вывода и подачи его на сварку, механизм 5 подачи и фиксации корпусов, которые кинематически связаны посредством кулачково-распределительного
вала 6, приводимого в движение электродви3гателем 7 через червячный редуктор 8, а также вибробункера и механизма загрузки деталей, например анодов, секций конденсаторов, корпусов и т. п. (на чертеже не показаны).5 В полости каретки 9, имеющей возможность возвратно-поступательного перемещения в горизонтальной плоскости, размещается подпружиненный к каретке пружиной 10, создающей усилие осадки, ползун И.Ю На ползуне 11 размещен механизм зажима вывода, содержащий две губки 12 и 13, причем губка 12 прикреплена к ползуну 11 неподвижно, а губка 13, закрепленная на рычаге, может покачиваться на оси 14, принад-15 лежащей, ползуну И. Эти же губки являются контактами при сварке, а неподвижная губка 12 является одновременно токоподводящей. Губки сжаты пружиной 15, а усилие сжатия регулируется резьбовой гайкой (на20 чертеже не показана). Каретка 9 имеет отверстие, в котором закреплена втулка 16, являющаяся цилиндрической направляющей для щтока 17, несущего жестко закрепленную отрезную втулку 18, и25 оснащена жестко закрепленным на каретке ножом 19. К каретке 9 прикреплен ролик 20, контактирующий с кулачком 21 подачи, закрепленным на валу 6, и оси 22 прижимных рыча-ЗО гов 23, которые прижимают ползун 11 к каретке 9 с помощью возвратных пружин 24,. прикрепленных к основанию 25, и отжимаются от ползуна упорами 26. Кулачок 27 отрезки. закрепленный на валу 6, служит для переме-35 щения штока 17 с отрезной втулкой 18 через ролик 28, а пружина 29, закрепленная на штоке 17, - для его возврата. Кулачок 30 служит для разжима губок 12 и 13 при холостом ход-е каретки 9, а винт40 31-для ограничения хода каретки 9. Устройство работает следующим образом. Проволока, сматываемая с бобины 1, заправляется через механизм 2 рихтовки, фрикционное устройство 3, отрезную втулку 18 в45 зажимные губки 12 и 13 механизма 4 подачи вывода. Детали (аноды, секции, корпуса и т. п.) засыпаются в Бибробункер или лоток или устанавливаются вручную в раскрытые губки ме-50 ханизма 5 зажима детали (при ручной загрузке), После включения устройства детали зажимаются в механизме 5 зажима или поступают из вибробункера в механизм загрузки дета-55 лей, а затем транспортируются к механизму 5 зажима. . Проволока зажимается в губках 12 и 13. При перемещении каретки 9 от кулачка 21 осуществляется подача проволоки, при этом60 каретка 9 увлекает за собой ползун И. В зо4не отрезки каретка 9 приостанавливается и перемещением вверх штока 17, несущего отрезную втулку 18, осуществляется отрезка проволоки о жестко закрепленный на каретке нож 19. При дальнейшем ходе вперед каретки 9 прижимные рычаги 23 натыкаются на упоры 26, поворачиваются вокруг осей 22, натягивал возвратные пружины 24, и освобождают ползун 11. Последний под действием пружины 10, опережая каретку 9, подает отрезанный вывод в зону сварки, обеспечивая прижим его к детали с требуемым усилием, По ко.манде от узла контактной сварки осуществляется автоматическая приварка вывода к детали. Затем от кулачка 30 подвижпая губка 13 раскрывается, сжимая пружину 15, и освобождает приваренный вывод, после чего происходит сброс изделия. Холостой ход осуществляется на спаде кулачка 21, который освобождая контактный ролик 20, дает возможиость возвратным пружинам 24 поверпуть прижимные рычаги 23 вокруг осей 22, оторвав их от упоров 26 и, таким образом, прижать ползун 11 к каретке 9, после чего уже вся система движется назад под деиствием пружин 24 до тех пор, пока каретка 9 своей задней стенкой не наткнется на винт 31, ограничивающий длину хода каретки 9. После чего цикл снова повторяется, Формула изобретения Устройство для приварки проволочного вывода к корпусу радиодетали, содержащее размещенный на основании механизм подачи и фиксации корпусов, привод с кулачковораспределительным валом, установленную с возможностью возвратно-поступательного перемещения в горизонтальной плоскости каретку с размещенными на ней механизмом подачи проволоки, механизмом зажима вывода, механизмом резки проволоки с отрезной втулкой и ножом и пружину, создающую усилие осадки, отличающееся тем, что, с целью повышения качества приварки, оно снабжено размещенными в каретке горизонтальными направляющими и установленным в них с возможностью перемещения от пружины, создающей усилие осадки, ползуном, на котором закреплен механизм зажима вывода, двумя симметричными подпружиненными к основанию рычагами, установленными в передней части каретки и обеспечивающими периодическое поджатие ползуна к каретке, и взаимодействующим с распределительным валом штоком, несущим отрезную втулку и установленным с возможностью перемещения в направлении, перпендикулярном к направлению перемещения каретки, при этом нож неподвижно закреплен на каретке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для приварки проволочного вывода к корпусу радиодетали | 1975 |
|
SU538862A1 |
| Устройство для приварки проволочных выводов к корпусу радиодеталей | 1981 |
|
SU990457A1 |
| Устройство для приварки проволочногоВыВОдА K КОРпуСу РАдиОдЕТАли | 1979 |
|
SU831461A1 |
| Устройство для приварки проволочного вывода к корпусу радиодетали | 1984 |
|
SU1199541A1 |
| Автомат для ударной конденсаторной сварки | 1988 |
|
SU1549705A1 |
| Устройство для приварки проволочного вывода к корпусу радиодетали | 1989 |
|
SU1794617A1 |
| Устройство для приварки проволочного вывода к корпусу радиодетали | 1984 |
|
SU1191222A1 |
| Автомат для контактной сварки сопротивлением | 1973 |
|
SU498123A1 |
| Полуавтомат для изготовления многотраверсных цилиндрических сеток типа "беличьего колеса | 1973 |
|
SU720566A1 |
| УСТАНОВКА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1971 |
|
SU290651A1 |