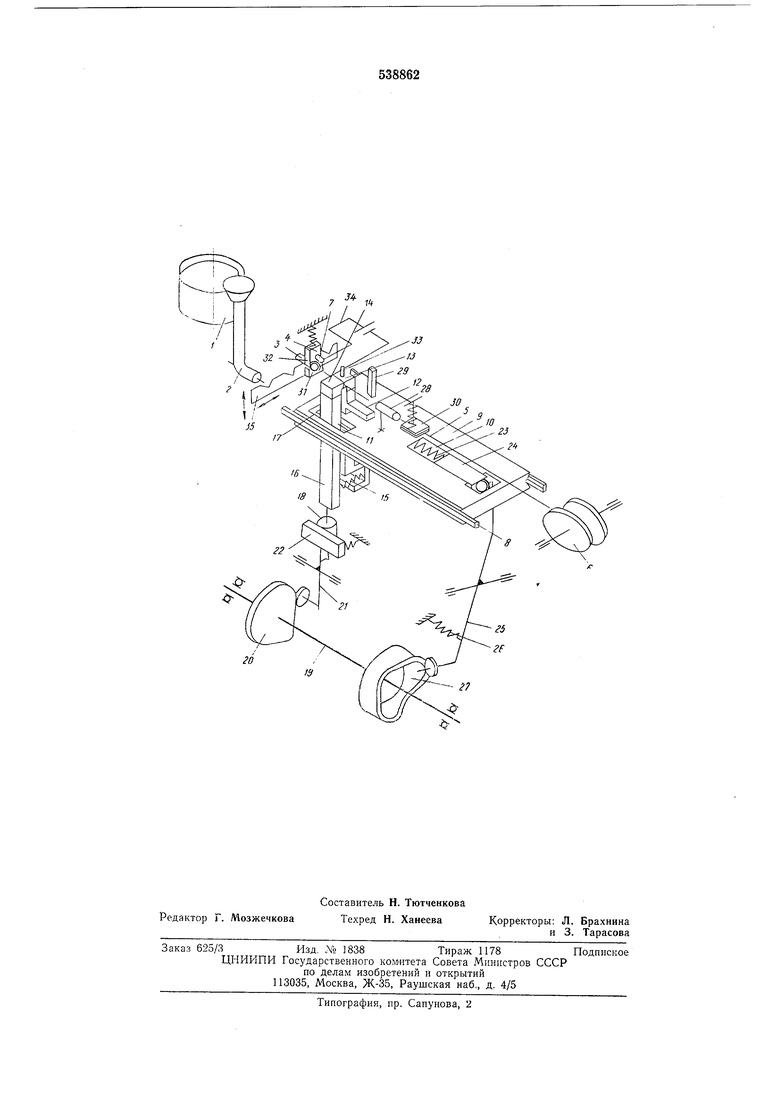
вода 7. Он состоит из расиоложениой горизонтально в направляющих 8 с возможностью возвратно-ноступательного движения каретки 9, в которой выполнеиы окно 10 и дополнительное окно 11. В дополнительном окне в вертикальном иоложении установлен прижим 12, содержащий две губки 13 и 14, причем губка 16 жестко закреплена на каретке, а губка 14 выиолнена в виде подпружиненного пружиной 15 рычага Ib, установленного в окне 11 на поворотной оси 1/. Нижний конец рычага 16 снабжен валиком 18, который кинематнчески связан с приводным кулачковораспределительным валом 19 посредством кулака 20, отжимного рычага 21 и установленной на этом рычаге на пути валика 18 подпружиненной планкой 22.
Б нервом окне 10 установлен подпружиненный к каретке 9 пружиной 23 плунжер 24 и кинематически связанный с плунжером н кареткой ролик, закреплеииый на верхнем конце рычага 25 привода каретки 9. Рычаг 25 подпружинен регулируемой пружиной 26 и связан нижним концом с кулачком 27 распределительного вала 19.
Устройство снабжено механизмом отрезки вывода 7, состоящим из фильеры 28 с калибрующим каналом, отрезного ножа 29 и механизма 30 рихтовки сматываемой проволоки 5 с бобины 6.
Механизм фиксирования корпуса 3 радиодетали состоит из нижней 31 и верхней 32 губок, а губки 13 и 14 снабжеиы токоподводами 33, включеиными в сварочную цепь 34.
Между лотком 2 виброОуикера 1 и механизмом фиксирования корпуса 3 радиодетали установлена шаговая лииейка 35 для ноштучной подачи корпусов 3 на позицию сварки. Устройство раоотает следующим образом. Из вибробункера 1 по лотку 2 кориуса 3 детали пощтучно загружаются в гнезда шаговой линейки 35, которая переиосит их на позицию сварки, ноштучно укладывая на нижнюю губку 31 механизма фиксирования 4 кориусов 3. с5атем корпус 3 зажимается верхней губкой 32 упомянутого механизма фиксирования.
Одновременно губка 14 прижимает в заднем крайнем иоложении проволоку 5 к губкам 13 за счет усилия пружииы 15. Каретка 9, двигаясь вперед с зажатой в прижиме 12 проволокой под действием ролика рычага 25 и кулачка 27, останавливается в положении, в котором конец проволоки не доходит до корпуса 3 детали. В этот момент срабатывает отрезной нож 29, который ири взаимодействии с фильерой 28 отрезает вывод 7 от проволоки 5. После отрезки вывода каретка проаолжает движеине вперед и подает зажатый в
прижиме 12 вывод 7 к корпусу 3 детали, ирижимая его с определенным усилием осадки пружиной 23 к дну корпуса 3 за счет жесткой развязки плунжера 24 с кареткой 9.
Сматываемая с бобины проволока 5, зажатая в прижиме 12, при подаче ее кареткой 9, проходя через механизм рихтовки 30, рихтуется. При пропускании через сварочиую цепь 34 разрядного имиульса кондеисатора осуществляется контактная сварка вывода 7 с корпусом 3, после чего ирижим 12 ири обратном ходе каретки 9 разжимается, и приваренный к кориусу 3 вывод освобождается. Верхняя губка 31 механизма фиксироваиия
корпусов 3 поднимается, и шаговая лииейка 35 переносит корпус 3 с приваренным выводом 7 на одии шаг. Одновременно на позтщию сварки подается очередиой корпус 3. Затем цикл работы повторяется.
Формула изобретения
Устройство для приварки цроволочного вывода к корпусу радиодетали, содержащее механизм подачи и фиксации корнусов, нож для отрезки выводов, токоподводящие губки, прул ину, создающую усилие осадки, и каретку, движущуюся возвратно-поступательно в горизонтальной плоскости, связаиную с распределительным валом при помощи установленного в окне каретки ролика и несущую прижим, состоящий из двух губок, одна из которых жестко закреплена на каретке, а другая выполнена в виде подпружиненного к первой губке рычага, установленного на размещенной на каретке оси и несущего на свободном конце валик, взаимодействующий с планкой, расположенной на приводном от расяределительного вала| рычаге, отличающееся тем, что, с целью упрощения конструкции и повышения надежности работы, прижим установлен перпендикулярио нлоскости каретки и совмещен с токонодводящими губками, в нередней части каретки выполнено доиолнительное окно, в котором размещен рычаг прижима с возможностью взаимодействия с иланкой в момент разжатия, а пружина, создающая усилие осадки, установлена в первом окне каретки с возможностью взаимодействия с роликом.
Источиики информации, принятые во внимание ири экспертизе:
1.Авт. св. СССР № 294696, М. Кл. В 23К 11/10,1968.
2.Авт. св. СССР № 431984, М. Кл. В 23К 37/04, 1972 (прототип).
7 Г4
20
Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для приварки проволочного выхода к корпусу радиодетали | 1975 |
|
SU556013A1 |
| Устройство для приварки проволочных выводов к корпусу радиодеталей | 1981 |
|
SU990457A1 |
| Устройство для приварки проволочногоВыВОдА K КОРпуСу РАдиОдЕТАли | 1979 |
|
SU831461A1 |
| Устройство для приварки проволочного вывода к корпусу радиодетали | 1989 |
|
SU1794617A1 |
| Способ контактной стыковой сварки проволочных выводов с заготовками резисторов и устройство для его осуществления | 1985 |
|
SU1500454A1 |
| Устройство для контроля электрических параметров радиодеталей | 1987 |
|
SU1619349A1 |
| Устройство для приварки проволочного вывода к корпусу радиодетали | 1984 |
|
SU1191222A1 |
| Устройство для приварки проволочного вывода к корпусу радиодетали | 1984 |
|
SU1199541A1 |
| Устройство для подачи радиодеталей с однонаправленными выводами к измерительному блоку | 1979 |
|
SU928689A1 |
| Устройство для контроля электрических параметров радиодеталей | 1983 |
|
SU1264247A1 |