(54) УСТРОЙСТВО ДЛЯ СБОРКИ ПОД ДИФФУЗИОННУЮ СВАРКУ ОРЕБРЕННЫХ ПАНЕЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| БОКОВАЯ СТЕНА ВАГОНА И СПОСОБЫ ЕЕ СБОРКИ (ВАРИАНТЫ ) | 2004 |
|
RU2271293C2 |
| Устройство для сдавливания деталей при диффузионной сварке | 1990 |
|
SU1738556A1 |
| ЗДАНИЕ ЭЛЕКТРОСТАНЦИИ | 1992 |
|
RU2038454C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИНЕЙНОЙ СВАРКИ ПЛОСКОЙ ТОНКОЛИСТОВОЙ ОРЕБРЕННОЙ ПАНЕЛИ | 2014 |
|
RU2567936C1 |
| СПОСОБ ОСЕВОГО ВРАЩЕНИЯ И ПРОДОЛЬНОГО ПЕРЕМЕЩЕНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2279940C1 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1998 |
|
RU2149719C1 |
| УСТРОЙСТВО ДЛЯ СЖАТИЯ ДЕТАЛЕЙ ПРИ ДИФФУЗИОННОЙ СВАРКЕ | 1990 |
|
SU1743081A1 |
| Длинная пустотелая широкохордая лопатка вентилятора авиационного ТРДД и способ её изготовления | 2019 |
|
RU2736388C1 |
| КОНСТРУКЦИЯ РЕЗЕРВУАРА | 2008 |
|
RU2452890C2 |
| Устройство для сжатия деталей при диффузионной сварке | 1987 |
|
SU1447616A1 |
1
Изобретение относится к сварке пустотелых панелей с продольным оребрением из титановых сплавов.
Известно устройство для сборки под диффузионную сварку оребренных панелей, содержащее верхнюю и нижнюю плиты, взаимодействующие, с боковыми нажимными пластинами посредством зажимного механизма и вкладыши 1.
Недостатками известного устройства являются невозможность изготовления пустотелых панелей с продольным оребрением, так как клиновые вкладыши с поперечным сечением прямоугольной или трапецевидной формы невозможно извлечь из сваренной пустотелой панели. Качество сварных соединений между вертикальными элементами и горизонтально расположенными элементами также невозможно обеспечить, так как для получения радиусов перехода необходимо обеспечить одинаковые зазоры между вкладышами и верхним и нижним горизонтально расположенными элементами панели, прижатыми к вертикальным элементам. Кроме того, имеются трудности в изготовлении клиновидных вкладышей с прямоугольным или
трапецевидным поперечным сечением, которые должны быть тщательно подогнаны друг к другу.
Цель изобретения - повышение качества пустотелых оребренных панелей при сварке.
Цель достигается тем, что в нижней плитб выполнены направляющие и устройство снабжено размещенным в направляющих шаблоном, выполненным с продольными вырезами под ребра панелей, при этом боковые нажимные пластины выполнены с выступом, размещенным между нижней и верхней плитами, причем ширина выступа соответствует толщине вкладыша.
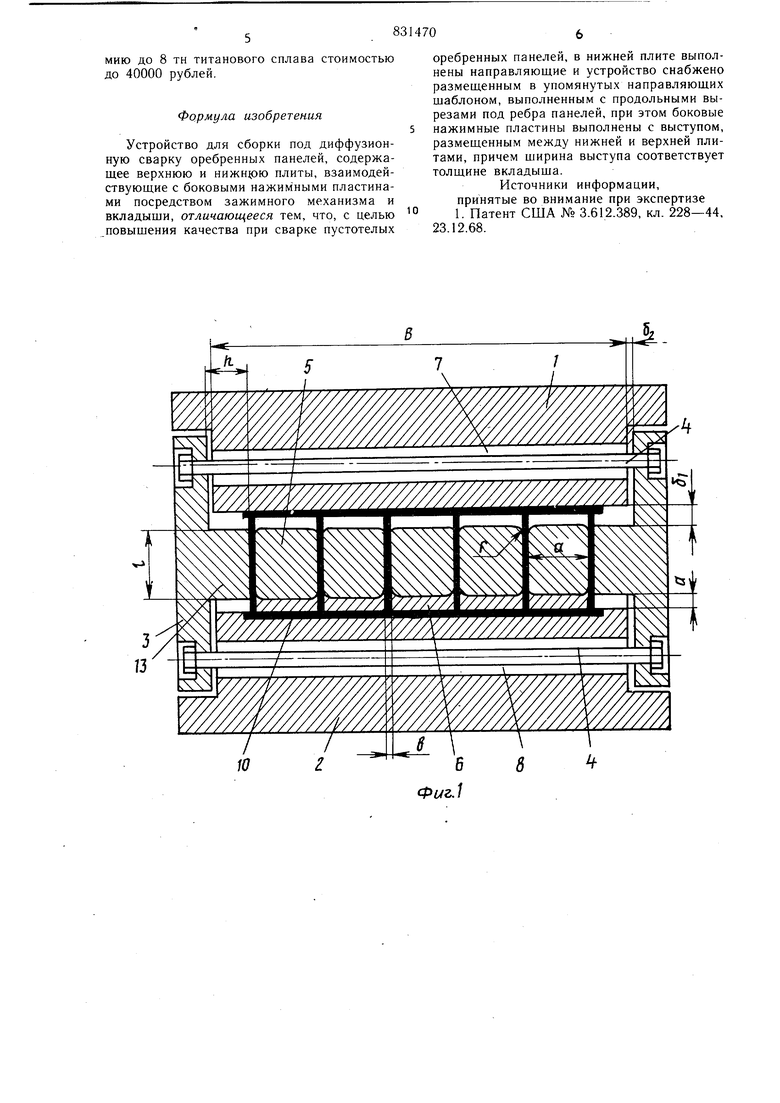
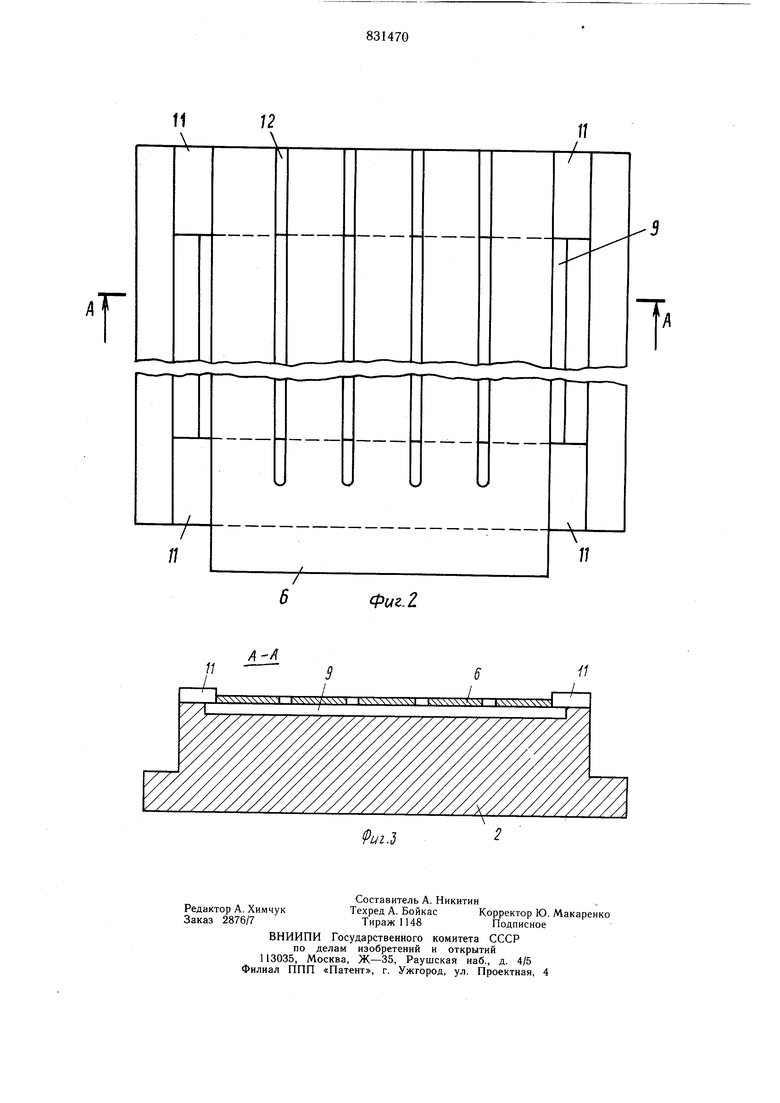
На фиг. 1 показано устройство, поперечный разрез; на фиг. 2 - вид сверху нижней плиты с уложенным в направляющие шаблоном; на фиг. 3 - разрез А-А на фиг. 2.
Устройство содержит верхнюю 1 и нижиюю 2 плиты (фиг. 1), боковые нажимные пластины 3, зажимной механизм, выполнеиный в виде болтов-стяжек 4, вкладыши 5 и шаблон 6. В верхней 1 и нижней 2 плитах предусмотрены отверстия 7 и 8 для размещения болтов-стяжек 4, причем в нижией плите 2 отверстия 9 имеют овальное сечение. большая ось которого расположена вертикально. В нижней плит-е 2 выполнена выемка 9 (фиг. 2 и 3), в которую при сборке укладывают нижний листовой элемент 10 свариваемой панели, и направляющие 11, которые служат для правильной установки шаблона 6, имеюш,его продольные вырезы 12. Боковые нажимные пластины 3 имеют отверстия для размеш,ения болтов-стяжек. Отверстия выполнены с переходом от малого диаметра к большому, таким образом, что ГОЛОВКИ болто-стяжек и гайки не выступают наружу за поверхность пластин 3. В продольном направлении с внутренней стороны боковые нажимные пластины 3 имеют выступ 13 с прямоугольным поперечным сечением. Выступ 13 при сборке устройства входит между верхней 1 и нижней 2 плитами. Высота h выступа 13 определяется таким образом, чтобы после окончания сборки устройства между плитами и нажимными пластинами имели место зазоры Л. Ширина t выступа 13 равна высоте вкладыша 5, т.е. высоте ребер жесткости в панели после сварки. Вкладыши 5 выполнены из материала, коэффициент линейного расширения которого больше коэффициента линейного расширения материала свариваемого изделия. Перед операцией сварки вкладыши 5 покрывают химически устойчивым металлом, например титаном, а затем химически неустойчивым материалом, напри мер железом, которое после окончания процесса сварки растворяется в растворе кислоты, куда погружают панель с вкладышами 5. Устройство позволяет получать свариваемое изделие повышенного качества - с радиусами перехода между свариваемыми элементами. Для этого продольные ребра вкладышей 5 в местах сочленения свариваемых элементов округлены радиусом г, а высота вертикальных свариваемых элементов принимается на 2 S; больше, чем высота этих элементов в готовой панели. Величина &ч определяется из условия (0,45-0,5) Л где в - толщина ребер панелей. Толщина шаблона берется равным а (0,45-0,5), где а - толщина шаблона; г - радиус закруглений вкладыша; в - толшина ребер панелей. Боковые нажимные пластины выполнены с выступом, расположенным между нижней и верхней плитами, ширина выступа равна толщине вкладыша, а высота выступа составляетh.| b aSi-z irv-fbr гдеСц.- ширина П-го вкладыша; BH,- толщина П1-ГО ребра жесткости; п - количество вкладышей; m - количество ребер жесткости; В - ширина рабочей части плиты; Si - зазор между плитами и боковыми нажимными пластинами. Детали свариваемой пустотелой панели собирают таким образом, чтобы между вкладышами 5 и свариваемыми элементами 10 имели место гарантированные зазоры величиной &. С этой целью при сборке используется шаблон 6, имеюш,ий продольные вырезы 12 под ребра жесткости. Толш,ина шаблона а равна величине зазора 5д. Болты-стяжки 4 изготавливаются из материала, коэффициент линейного расширения которого не превышает коэффициента линейного расширения материала вкладышей 5. Это требование обеспечивает натяжение болтов-стяжек в процессе нагрева устройства под сварку. Сборка элементов под сварку панели осуществляется следующим образом. На нижнюю плиту 2 в выемку 9 устанавливают нижний листовой элемент 10-панели. Сверху названного элемента в направляющие 11 устанавливают шаблон 6. В вырезы 12 шаблона 6 вставляют вертикально расположенные листовые элементы свариваемой панели и между ними помещают вкладыщи 5. На вертикальные элементы устанавливают верхний листовой элемент 10, а затем верхнюю плиту 1. Через одну из боковых нажимных пластин 3 пропускают болты-стяжки 4, после чего пластину устанавливают таким образом, чтобы выступ с ее внутренней стороны с размерами поперечного сечения -6xh был введен в зазор между плитами 1 и 2 и болть1-стяжки 4 были бы введены в отверстия верхней 1 и нижней 2 плит. После этого на болты-стяжки 4 надевают другую нажимную плиту и ставят ее в рабочее положение таким образом, чтобы выступ 13 с ее внутренней стороны был введен в зазор между плитами. Затем навертывают гайки на болты-стяжки 4. После затяжки гаек приподнимают верхнюю плиту 1, извлекают шаблон 6 и опускают верхнюю плиту на место. Собранная панель с устройством нагревается до требуемой температуры и поступает на диффузионную сварку под прессом в вакуумируемой реторте, в камере или каким-либо другим способом. Предлагаемое выполнение устройства дает возможность изготовления пустотелых панелей с продольным оребрением с радиусами перехода между свариваемыми элементами. Устройство позволяет при производстве сложных деталей из титановых сплавов методом диффузионной сварки повысить коэффициент использования металла с 0-1-02 до 0,6-0,7. Если учесть, что такую панель можно было изготовить только механической обработкой из плиты, предлагаемое изобретение обеспечит при изготовлении 1 тн панелей экономию до 8 тн титанового сплава стоимостью до 40000 рублей.
Формула изобретения
Устройство для сборки под диффузионную сварку оребренных панелей, содержащее верхнюю и плиты, взаимодействующие с боковыми нажимными пластинами посредством зажимного механизма и вкладыщи, отличающееся тем, что, с целью повыщения качества при сварке пустотелых
оребренных панелей, в нижней плите выполнены направляющие и устройство снабжено размещенным в упомянутых направляющих шаблоном, выполненным с продольными вырезами под ребра панелей, при этом боковые нажимные пластины выполнены с выступом, размещенным между нижней и верхней плитами, причем ширина выступа соответствует толщине вкладыща.
Источники информации, принятые во внимание при экспертизе 1. Патент США № 3.612.389, кл. 228-44, 23.12.68.
11
12
rr
