1
Изобретение относится к машиностроению, в частности к обработке метлов резанием.
Известен способ шлифования наружных поверхностей, при котором шлифовальную бабку и шлифовальный круг перемещают на врезание шлифовального круга в заготовку fl
Недостатком известного способа является сложность управления процессом шлифования.
Цель изобретения - упрощение управления процессом шлифования.
Указанная цель достигается тем, что врезание шлифовального круга в заготовку при черновом шлифовании ограничивают фиксированным положением шлифовальной бабки, а последующие врезания чистовых проходов осуществляют путем ступенчатого изменения радиальной жесткости шлифовального круга на шлифовальной бабке.
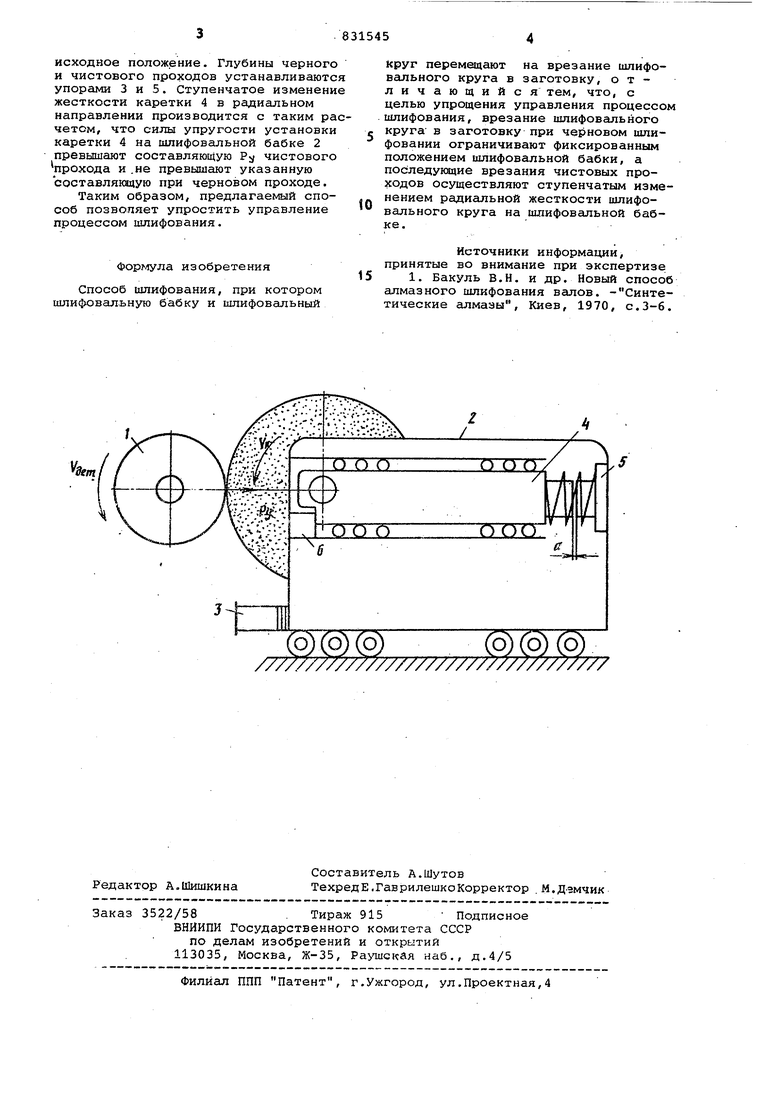
На чертеже приведена схема осуществления способа на примере врезнго шлифования.
Способ осуществляют следующим образом.
Деталь 1 устанавливают в центрах шлифовального станка и сообщают ей движение круговой подачи. Шлифовальная бабка 2, например, с помощью гидравлического привода, с заданной скоростью радиального врезания подводится к жесткому упору 3, который фиксирует шлифовальную бабку 2 в крайнем положении. Упругая система установки каретки 4 на шлифовальной бабке под воздействием составляющей PVJ силы резания деформируется, за0зор а выбирается и каретка 4 спирается на жесткий упор 5. Происходит черновое шлифование обрабатываемой поверхности детали 1.
После снятия слоя металла на глу5бину чернового врезания шлифовального круга составляющая Р силы резания уменьшается. Упругая система установки каретки 4 на ишифовгшьной бабке переводит каретку в переднее
0 фиксированное положение, определяемое жестким упором 6. В результате каретка 4 перемещается в горизонтальном положении на величину, а. Шлифовальньой круг врезается в заготов5ку на глубину чистового прохода, которая меньше глубины чернового прохода .
После выдержки каретки на упоре б процесс обработки заканчивается
0 и шлифовальная бабка 2 отводится в
исходное положение. Глубины черного и чистового проходов устанавливаются упорами 3 и 5. Ступенчатое изменение жесткости каретки 4 в радиальном направлении производится с таким расчетом, что силы упругости установки каретки 4 на шлифовальной бабке 2 превышают составляюгцую Р чистового прохода и .не превышают указанную составляющую при черновом проходе.
Таким образом, предлагаемый способ позволяет упростить управление процессом шлифования.
Форуму л а изобретения
Способ 11шифования, при котором шлифовальную бабку и ишифовальный
kpyr перемещают на врезание шлифовального круга в заготовку, отличающийся тем, что, с целью упрощения управления процессом шлифования, врезание шлифовального круга в заготовку при черновом шлифовании ограничивают фиксированным положением шлифовальной бабки, а последунацие врезания чистовых проходов осуществляют ступенчатым изменением радиальной жесткости шлифовального круга на ишифовальной бабке.
Источники информации, принятые во внимание при экспертизе 1, Бакуль В,Н. и др. Новый способ алмазного шлифования валов. - Синтетические алмазы, Киев, 1970, с.3-6.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система активного контроля | 1986 |
|
SU1414592A1 |
| Способ управления процессом шлифования | 1980 |
|
SU963837A2 |
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |
| Механизм подачи шлифовальной бабки | 1980 |
|
SU941167A2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВРЕЗНОГО ШЛИФОВАНИЯ | 2004 |
|
RU2254977C1 |
| Способ управления шлифованием | 1982 |
|
SU1036508A1 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2212326C1 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ ИНСТРУМЕНТОМ С АКСИАЛЬНО-СМЕЩЕННЫМ РЕЖУЩИМ СЛОЕМ | 2002 |
|
RU2211131C1 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2002 |
|
RU2211754C1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ КРУГОМ С ПРЕРЫВИСТОЙ И НЕПРЕРЫВНОЙ РАБОЧЕЙ ПОВЕРХНОСТЬЮ | 1998 |
|
RU2155661C2 |
@@@
//////////////////////////////////7
@(о)@
V/////////.
