Предметом изобретения является машина для гнутья угольников нз листовой фанеры.
Приспособления для гнутья фанерных листов в коробчатую форму, состоящие из обогреваемых фор.м, вокруг которых огибается обрабатываемый лист, известны.
Отличительной особенностью предлагаемой мгииииы является то, что она выполнена из двух дисковых ободов, вращаемых на од1юм валу, между которыми укреплены по образуюпдей мехаьппмы гнутья, в виде обогреваемых упоров-утюгов и двуплечих подвижных рычагов с роликами, несущих огибающие лопасти.
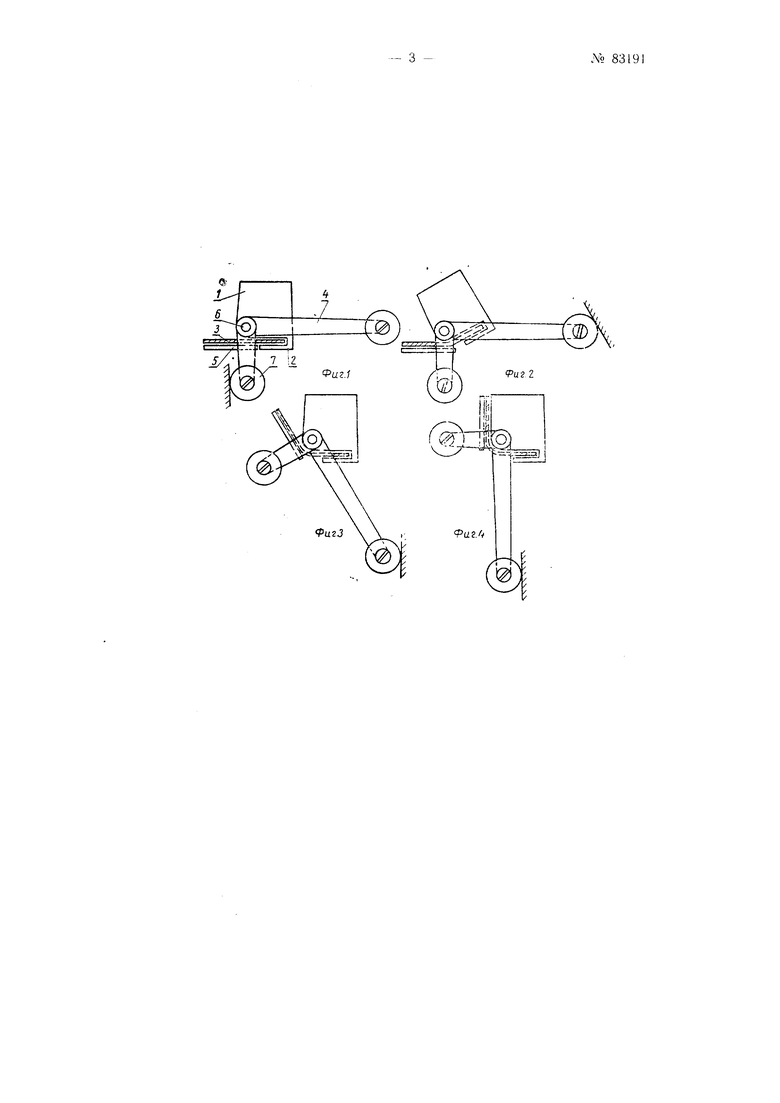
На фиг. 1 изображена схема механизма гнутья; иа фиг. 2, 3 п 4 - последовательность пропессов гнутья; на фиг. 5 - боковой вид машины li на фиг. 6 - поперечный разрез ее (до оси симметрии).
Гнутье фанерной заготовки производится с помощью механизма гнутья, состоящего из неиодвпжного упора-утюга /, снабженного электронодогревом и имеюпгего Г-образный упор 2 для удержания заготовки 3 и двуплечего рычага 4 с гибочио; лопастью 5, с; дящего на оси 6.
Процесс гнутья осуществляется следующим образом.
Уложенная на плоскость гибочно: лопасти i удержпваемая Г-образным упором 2 фанерная заготовка при опускании под определенным усилием длинного рычага 4 вплз, постепенно огибается вокруг неподвижного упора-утюга (вокруг одной rpaHii). Последовательность процессов приведена на фпг. 2, 3 li 4.
С целью предотвращеппя излома заготовки и трещин на внешней стороне угла - заготовка предварительно увлажняется путем погружения ее в воду на врели; до 0,5-0,2 мин. Оставшаяся в порах древесины влага под воздействием температуры утюга превращается в пар и размягчает волокна древесины п клеевой , связывающий фанеры. Заготовка в месте изгиба приобретает необходимую эластичность и предохраняется таким образом от разрыва волокон п появления трещин на наружном слое.
После получения пзделия нужного профиля опо выдержпвается Сфиксируется) па горячем упоре в течение 1-2 мин., с целью удаления
ль 83191
излишней влаги н восстановления упругости волокон древесины и клеевых слоев.
Удаление готового изделия из механизма гнутья производится выпаданием угольника в момент, когда взаимное положение лопасти и упора становятся такими же, как в момент загрузки. Указанное достигается обратным ходом рычага 4, на короткое плечо которого с роликом 7 начинает действовать усилие.
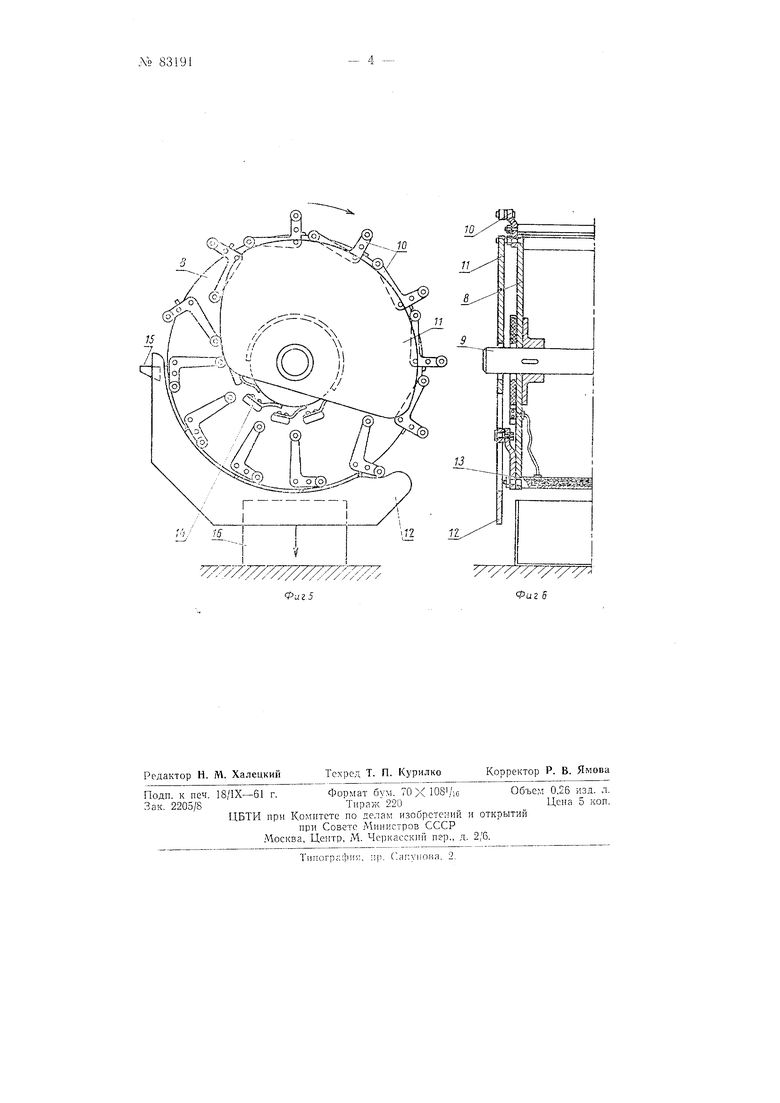
Машина для гнутья угольников имеет вид барабана, состояш,его из двух глухих дисков 8, насаженных на вал 5, между которыми, по образующей, смонтированы механизмы гнутья (секции) 10. Число секций принято двенадцать (фиг. 5).
Работа механиз.мов гнутья (секций) осуществляется за счет вра цеиия самого барабана и качения роликов, рычагов гибочных лопастей UO кривым неподвижных кулис. Верхняя кулиса 11 служит для выполнения операций гнутья и фиксации готовых изделий и рассчитана на поворот 1)ычагов лопастей па 90° при повороте барабана на 240°. Нижняя кулиса-72 служит для приведения рычагов в первоначальное положение при повороте барабана на 120.
Электрическая часть машины состоит из электронагревате;1ьлых элементов (спиралей) 13, вмонтированных во внутреннюю полость упоров-утюгов. Питание элементов осуществляется с номощью скользящих контактов 14, снимающих нанряжепие с двух неподвижных кольцевых шин.
Закладка заготовок в .машину осуществляется через стол 15 вручную; выход изделий (угольников) производится в нижней части машины за счет собственного веса в ящик 16.
Предмет изобретения
1.Машина для гнутья угольников из листовой фанеры, о т л и ч а ющ а я с я тем, что, с целью повышения эффективности ее работы, она выполнена из двух дисковых ободов, вращаемых на одном валу, между которыми укренлены по образующей механизмы гнутья в виде обогреваемых упоров-утюгов и подвпжных двуплечих рычагов с роликами, несущих загибающие лопасти.
2.Машина поп. 1, отличающаяся тем, что во впутреннюю полость упоров-утюгов вмонтированы электронагревательные элементы, нитаппе которых осуществляется с гюмощью скользящих контактов.
Фаг J
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления деревянных клееных конструкций | 1975 |
|
SU528200A1 |
| Агрегат для изготовления гнуто-пропильных деталей мебели | 1957 |
|
SU109496A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУЖИННЫХ ЛАМЕЛЕЙ С ТРЕХПИЛЬНЫМ СТАНКОМ ДЛЯ РАСКРОЯ ГНУТО-ЛИСТОВЫХ МАТЕРИАЛОВ И МЕХАНИЗМОМ ПИЛЕНИЯ С ГЛУШИТЕЛЕМ ШУМА ДИСКОВОЙ ПИЛЫ | 2014 |
|
RU2563674C1 |
| Станок-автомат для двусторонней гибки труб | 1980 |
|
SU897331A1 |
| ПЕЧАТНО-ОТДЕЛОЧНАЯ ЛИНИЯ | 1992 |
|
RU2060902C1 |
| Автоматическая линия для изготовления арматурных каркасов | 1984 |
|
SU1337176A1 |
| Станок для гибки труб | 1975 |
|
SU529873A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ЗАПОЛНИТЕЛЯ ИЗ РЕЕЧНЫХ ЗАГОТОВОК | 1969 |
|
SU255537A1 |
| Машина для гибки труб | 1975 |
|
SU564044A1 |
| СПОСОБ ГИБКИ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2365450C1 |