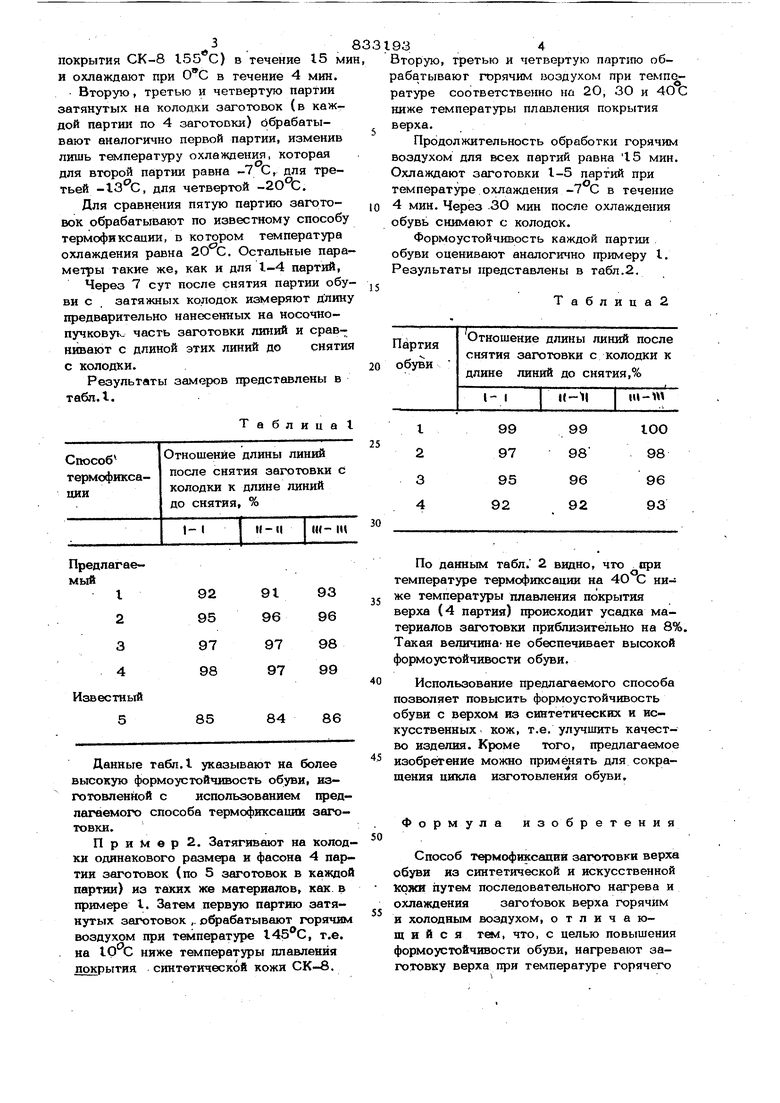
(54) СПОСОБ ТЕРМОФИКСАЦИИ ЗАГОТОВКИ ВЕРХА С6УВИ ИЗ СИНТЕТИЧЕСКОЙ И ИСКУССТВЕННОЙ КОЖИ 38 покрытия СК-8 155 С) в течение 15 ми и охлаждают при ОС в течение 4 мин. Вторую, третью и четвертую партии затянутых на колодки заготовок (в каждой партии по 4 заготовки) ббрабатывают аналогично первой партии, изменив лишь температуру охлаждения, которая для второй партии равна 7 С, для третьей -1., для четвертой -2О С. Для сравнения пятую партию заготоБОК обрабатывают по известному способу термофиксации, в котором температура охлаждения равна 20 С. Остальные параметры такие же, как и для 1-4 партий. Через 7 сут после снятия партии обуви с затяжных колодок измеряют длину предварительно нанесенных на носочнопучковуь часть заготовки линий и сравнивают с длиной этих линий до снятия с колодки. Результаты замеров представлены в табл.1. Таблица I 9,34 Вторую, третью и четвертую партшо обрабатывают горячим воздухом при температуре соответственно на 20, 30 и 4ОС ниже температуры плавления покрытия верха. Продолжительность обработки горячим воздухом для всех партий равна 15 мин. Охлаждают заготовки 1-5 партий при температуре охлаждения -7 С в течение 4 мин. Через 30 мин после охлаждения обувь снимают с колодок. Формоустойчивость каждой партии обуви оценивают аналогично примеру I. Результаты представлены в табл.2. Таблица2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формования заготовки верха обуви из полимерных материалов | 1988 |
|
SU1699407A1 |
| Способ фиксации и сушки обуви | 1979 |
|
SU858746A1 |
| Способ влажной обработки заготовок верхаОбуВи из СиНТЕТичЕСКОй и иСКуССТВЕННОй КОжипЕРЕд ОбТяжКОй и зАТяжКОй | 1979 |
|
SU833194A1 |
| Способ влажно-тепловой обработки обуви | 1975 |
|
SU528085A1 |
| СПОСОБ ПОВЫШЕНИЯ ПРОЧНОСТИ ЛИТЬЕВОГО КРЕПЛЕНИЯ НИЗА К МАТЕРИАЛАМ ВЕРХА ОБУВИ | 2005 |
|
RU2290852C1 |
| Автоматический комплекс для сборки обуви | 1985 |
|
SU1384315A1 |
| Способ изготовления обуви | 1984 |
|
SU1227158A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ ЛИТЬЕВОГО МЕТОДА КРЕПЛЕНИЯ НИЗА | 2001 |
|
RU2219814C2 |
| Способ изготовления заготовки обуви | 1977 |
|
SU736947A1 |
| Способ влажно-тепловой обработки обуви | 1988 |
|
SU1681831A1 |
Данные табп.1 указывают на более высокую формоустойчивость обуви, изготовленной с использованием предлагаемого способа термофиксацим заготовки.
П р и м е р 2. Затягивают на колодки одинакового размера и фасона 4 партии заготовок (по 5 заготовок в каждой партии) из таких же материалов, как. в примере I. Затем первую партию затянутых заготовок ,. обрабатывают горячим воздухом при температуре 145 С, т.е. на 10 С ниже температуры плавления покрытия синтетической кожи СК-8.
По данным табл. 2 ввдно, что при температуре термофиксации на 40 С ниже температуры плавления покрытия верха (4 партия) происходит усадка материалов заготовки приблизительно на 8% Такая величина- не обеспечивает высокой формоустойчивости обуви.
Использование предлагаемого способа позволяет повысить формоустойчивость обуви с верхом из синтетических и искусственных кож, т.е. улучшить качество изделия. Кроме того, предлагаемое изобретение можно применять для сокращения цикла изготовления обуви.
Формула изобретения
Способ термофиксапий заготовки верха обуви из синтетической и искусственной Кожи путем последовательного нагрева и охлаждения 3arofoBOK верха горячим и холодным воздухом, о т л и ч а ющ и и с я тем, что, с целью повышения формоустойчивости обуви, нагревают заготовку верха при температуре горячего
5 8331936
воздуха на 10-30 С ниже температурыI. Авторское свидетельство СССР
плавления лицевого покрытия верха, а№ 251409, кл. А 43D 95/10, 1968. охлаждают ее при температуре холодного
воздуха от О до -2б°С в течение 3-.2. Таубин М. Г. и др. Гигротермичвс ° оборудование обувного производства
Источники информашш,М. Легкая индустрия , 1978, с. 110принятые во внимание при экспертизе115 (Прототип).
