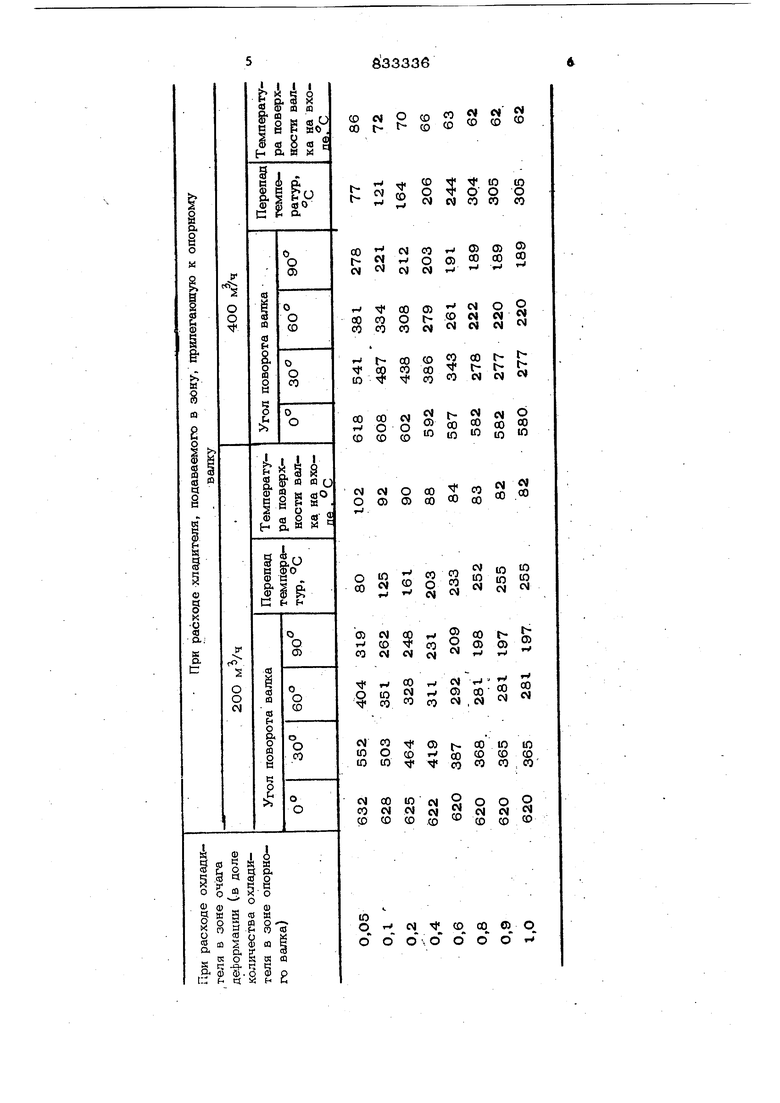
Валка и уменьшении эффективности ее действия. Цепь изобретения - снижение температурного перепада на поверхности рабочего ваЛка и расхода охлаждающей жидкости. Поставленная цель достигается тем, что в способе, включакиием подачу технологической смазки на рабочие и опорные валки и охлаждающей жидкости на рабочие валки со стороны выхода металла из. очага деформации, охлаждающую жид кость подают на поверхность рабочего Ьалка в две зоны - выше и ниже его оси, причем количество охлаждающей ид кости, подаваемой в зону, прилегающую к очагу-деформации, устанавливают равным 0,1-0,8 количества жидкости, пода ваемой в другую зону. Сущность предлагаемого способа охлаждения прокатных валкпв пяключается в том, что общий поток (расход) подавает юй на выходную сторону клети стана охлаждающей жидкости делится на два потока, подаваемых каждый в свою зону (сектор, определяемый углом поворота валка от очага деформации в сторону на правления прокатки): одну, расположенну на поверхности валка между очагом деформации и осью валка (угол поворота ), другую - расположенную между осью валка и опорным валком (угол поворота 90-180 С). При этом количес во подаваемой охлаждающей жидкости в зависимости от режима прокатки и теплоизолирующих свойств технологическ смазки неодинаковы в разных зонах, В зоне, прилегающей к очагу деформации, оно всегда меньше и составляет 0,10,8 количества жидкости, подаваемой в зону, прилегающую к опорному валку. Для оценки эффективности предлагае-мого способа произведен расчет температур поверхности валка в зависимос ти от величины расхода охлаждающей жидкости, подаваемой в зону, прилегающую к очагу деформации, при двух величинах расхода охладителя, подаваемого в зону, лрилегающую к опорному валку (2ОО м/ ч и 400 м/ч), Расчет произведен для условий прокатки во второй клети чистовой группы широкополосного стана при малоуглеродистой стали размером 2,Ох160О мм с использованием в качестве технологической смазки . легированного минерального масла (снижение коэффициента трения по сравнению с прокаткой без смазки на ЗО%, теплопередача в валки 3,4«10 ккал/ч. Этот расчет показывает существенное влияние количества охлаждающей жидкости, подаваемой в послеочаговую зону, на температурный перепад непосредственно на послеочаговом участке поверхности валка. Как при малых значениях общего расхода жидкости на клеть (2004ОО м /ч), TiaK и при больших значениях (40О-80О м/ч) снижение количества жидкости в послеочаговой зоне (угол поворота О-ЗСР) уменьшает перепад температур на поверхности в 3-4 раза. Как видно из приведенного расчета, для выбранных условий прокатки охлаждение с расходом менее 400 м/ч на клеть не обеспечивает необходимую температуру поверхности валка перед входом ее в очаг деформации (более 8О С). Увеличение общего расхода охлаждающей жидкости (400 м /ч в зону, прилегающую к опорному валку , и 4О-320 в зону послеочаговую) обеспечивает снижение . температуры поверхности валка на входе в очаг деформации до необходимой величины (GO-TS C). Результаты расчета значений температур поверхности валка в зависимости от способа охлаждения и угла поворота валка представлены в таблице.
м «
cMcjooo coigco О О) о 00 00 
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОХЛАЖДЕНИЯ РАБОЧИХ ВАЛКОВ СТАНОВ ГОРЯЧЕЙ ПРОКАТКИ | 2011 |
|
RU2457913C1 |
| Способ получения холоднокатаных полос | 1985 |
|
SU1456257A1 |
| Способ охлаждения прокатных валков | 1981 |
|
SU995932A1 |
| Клеть для продольной прокатки | 1990 |
|
SU1745381A1 |
| НЕПРЕРЫВНЫЙ ПРОКАТНЫЙ СТАН | 2009 |
|
RU2381850C1 |
| Способ прокатки листов | 1978 |
|
SU839624A1 |
| Способ смазки прокатных валков | 1977 |
|
SU703172A1 |
| Способ очистки поверхности полосы при холодной прокатке на непрерывном стане | 1990 |
|
SU1784322A1 |
| Способ подачи охладителя и технологическойСМАзКи HA пОВЕРХНОСТь пРОКАТНОгОВАлКА | 1979 |
|
SU820955A1 |
| Клеть для продольной прокатки | 1991 |
|
SU1808430A1 |
§§s|iiii
ojiMoorvgoot-j;;
rVCD- CoSoJOS сосмсмсм
- 2 И 00 «
otn NrvO}oO; Jca 5э со , М
СМСОт}«с(сСЮЮ
ЮОсО- оО О to Ю Tj Tj 03 сэ со со
оооюсм9ооО
сО(МСМс|Й МСМР4
со со CD со CD со
®. L ч ч. Ч ч J о
о о очсГ о о о
