Изобретение относится к электролитам для размерной электрохимическ обработки материалов, преимуществен но вольфрамо-кобальтовых твердых сплавов с большим процентным содержанием кобальта, например сплава ВК20. Известны многие составы электролитов для размерной электрохимическо обработки твердых сплавов типа ВК, которых используются 2-х и 4-х компонентные водные растаоры различных соединений типа азоткислого натрия или Ксшия (NaNOj или KNOj ), углекислого натрия (Na,), хлористого натрия (NaCl), едкого натра (NaOH), фтористого натрия калия (NaF ил KF), азотистокислого натрия или калия (NaNCa или KN02.) , хлористого аммония () и ряда других веществ . Недостатком известных составов электролитов является низкая производительность обработки и низкое качество обработанной поверхности вследствие наличия следов растравли вания. Шероховатость обработанной в таких электролитах поверхности составляет в среднем R 80j-R 40r. Наиболее близким nd составу к предлагаемому является электролит 1, который содержит следунхцие компоненты, вес.%: Азотнокислый аммоний 5 -10 Углекислый иатриП 0,8 - 1,2 Двухромовокислый калий О,25- О,35 ВодаОсташьное , Недостатком известного состава электролита является недостаточная высокая скорость обработки и низкое качество обработанной поверхности вследствие наличия разьелвов / точек растравливания, неравномерной окраски. Цель изобретения - улучшение качества обработанных поверхностей и повышение производительности размерной обработки, преимущественно для процесса обработки твердого сплава ВК20, путем выравнивания скоростей электрохимического растворения составляющих сплав компонентов и повышения локализукмдей способности электролита. Поставленная цель достигается исг.ользованием электролита на базе водного раствора азотнокислого аммония с добавками углекислого калия
И азотистокислого калия при следующ соотношениях компонентов, вес.%: Азотнокислый аммоний (NH4NO,3)8-12
Углекислый калий (КгСО,)4-6
Азотистокислый калий (KNOj,)7-10
ВодаОстальное
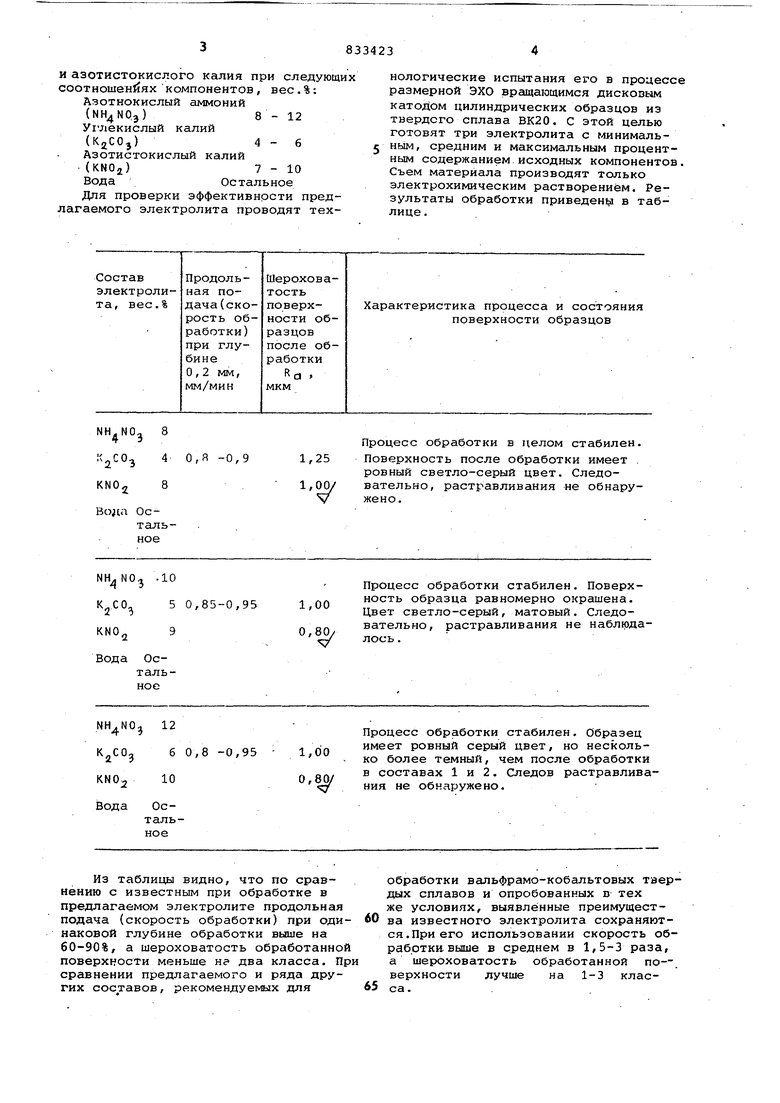
Для проверки эффективности предлагаемого электролита проводят технологические испытания его в процессе размерной ЭХО вращающимся дисковым катодом цилиндрических образцов из твердого сплава ВК20. С этой целью готовят три электролита с минимальным, средним и максимальным процентным содержанием исходных компонентов. Съем материала производят только электрохимическим растворением. Результаты обработки приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НА ИМПУЛЬСНОМ УНИПОЛЯРНОМ ТОКЕ ТВЕРДЫХ СПЛАВОВ | 2012 |
|
RU2489235C1 |
| Электролит для электрохимической размерной обработки спеченных твердых сплавов | 1980 |
|
SU908563A1 |
| Электролит для электрохимической обработки титановых сплавов | 1978 |
|
SU703294A1 |
| Электролит для электролитического шлифования | 1987 |
|
SU1484510A1 |
| Электролит для электроабразивной обработки | 1980 |
|
SU863289A1 |
| ЭЛЕКТРОЛИТ ДЛЯ АНОДНО-МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 1971 |
|
SU294869A1 |
| Электролит для размерной электрохимической обработки | 1978 |
|
SU766812A1 |
| Электролит для размерной электрохимической обработки нержавеющих сталей и сплавов аустенитного класса | 1981 |
|
SU1024202A1 |
| Жлектролит для электрохимической обработки молибденрениевых твердых сплавов | 1976 |
|
SU618239A1 |
| Электролит для электрохимической обработки | 1980 |
|
SU912471A1 |
остав
ПродольШероховалектролиная потостьдача (скоа, вес.% поверхности обрость обработки) разцов после обпри глубинеработки О,2 мм,
R а
М1-Л/МНН мкм
NH.NO 8
4 О,Я -0,9
1,25
8 1,00
Вода Остальное
NH,NO .10
1,00
5 0,85-0,95 0,80
«U/
Вода Остальное
12 б 0,8 -0,95
1,00
0,80/
10
Вода Остальное
Из таблицы видно, что по сравнению с известным при обработке в предлагаемом электролите продольная подача (скорость обработки) при оди- ЙО наковой глубине обработки выше на 60-90%, а шероховатость обработанной поверхности меньше не два класса. При сравнении предлагаемого и ряда других сос гавов, рекомендуемых для 65
Характеристика процесса и состояния поверхности образцов
Процесс обработки в целом стабилен.
Поверхность после обработки имеет . ровный светло-серый цвет. Следовательно, растравливания не обнаружено.
Процесс обработки стабилен. Поверхность образца равномерно окрашена. Цвет светло-серый, матовый. Следовательно, растравливания не наблюдалось .
Процесс обработки стабилен. Образец имеет ровный серый цвет, но несколько более темный, чем после обработки в составах 1 и 2. Следов растравливания не обнггружено.
обработки вальфрамо-кобальтовых твердых сплавов и опробованных в тех же условиях, выявленные преимущества известного электролита сохраняются. При его использовании скорость обработки выше в среднем в 1,5-3 раза, а шерюховатость обработанной по- верхности лучше на 1-3 класса. 83 Формула изобретения Электролит для размерной электрохимической обработки материалов, преимущественно вольфрамо-кобальтовых твердых сплавов с большим процентным содержанием кобальта, выполненный на основе водного раствора азотнокислого аммония, отличающийся тем, что, с целью улучшения качества обработанной поверхности и повышения производительности процесса обработки, в его состав введены углекислый калий и азотисто36кислый .калий, компоненты взяты в следующем соотношении, вес.% . Азотнокислый аммоний (,)8-12 Углекислый калий (К-СО)4-6 Азотистокислый калий (KNOj)7-10 ВодаОстальное Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 257981, кл. G 23 В, 1966 (прототип)
