(54) СПОСОБ ОБРАБОТКИ РАБОЧИХ ОРГАНОВ СЕЛЬСКОХОЗЯЙСТВЕННЫХ МАШИН
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМПОСВАРНОЙ ПЛУЖНЫЙ ЛЕМЕХ ПОВЫШЕННОЙ СТОЙКОСТИ К АБРАЗИВНОМУ ИЗНАШИВАНИЮ | 2015 |
|
RU2601211C2 |
| СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ ДЛЯ РАБОЧИХ ОРГАНОВ ПОЧВООБРАБАТЫВАЮЩЕГО ОРУДИЯ | 2007 |
|
RU2360768C2 |
| СПОСОБ ОБРАБОТКИ РАБОЧИХ ОРГАНОВ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 1991 |
|
RU2010867C1 |
| Способ изготовления ножа соломоизмельчителя | 2017 |
|
RU2665483C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОЧВООБРАБАТЫВАЮЩИХ РАБОЧИХ ОРГАНОВ | 2019 |
|
RU2705305C1 |
| Электрод для износостойкой электродуговой наплавки | 2021 |
|
RU2769682C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЧВООБРАБАТЫВАЮЩЕГО РАБОЧЕГО ОРГАНА СТРЕЛЬЧАТОГО ТИПА | 2011 |
|
RU2474098C1 |
| Порошок на основе железа для плазменной наплавки деталей сельскохозяйственных машин в среде сжатого воздуха | 2016 |
|
RU2637734C1 |
| Способ упрочнения противорежущей пластины мульчирующей фрезы | 2022 |
|
RU2799598C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧИХ ОРГАНОВ ПОЧВООБРАБАТЫВАЮЩИХ МАШИН | 2013 |
|
RU2528687C1 |
Изобретение относится к сельскохозяйственному машиностроению, преимущественно к машинам для механизации животноводческих ферм, и может быть использовано при обработке рабочих органов машин, изготовленных из разнородных металлов, работающих в агрессивных средах. Известен способ повышення долговечности режущих деталей сельскохозяйственных машин индукционной наплавкой на них износостойкого сплава сормайт 1 или другими сплавами на его основе ПС-4, ПС-5 и т. д., обеспечивающий эффектсамозатачивания I. Наиболее близким к предлагаемому является способ обработки рабочих органов, который заключается в напЛавке износостойкого сплава сормайт 1 и последующей -нормализации с повторногю нагрева т. в. ч. до температур 880 -920°С (2). К недостаткам этих способов относится формирование диффузионной и обезуглероженной зоны, увеличивающейся в процессе повторного нагрева при материале основы (сталь 45,65 Г и Л 53), что приводит к снижению износостойкости плакирующего слоя в условиях работы кормообрабатывающих машин, а именно: чередующиеся ударные нагрузки и коррозионная среда высокой кислотности (рН - 3,6). Цель изобретения - повышение долговечности рабочих органов кормообрабатывающих машин за счет повышения коррозионной стойкости зоны сплавления. Поставленная цель достигается тем, что после нагрева осуществляют закалку, а затем проводят отпуск при 100- . Предложенный способ заключается в том, что режущий инструмент, выполненнцй из стали с содержанием углерода более 0,4/о с наплавленным сплавом сормайт 1, подвергают.- повторному индукционному нагреву до температур 880 - 920°С .со скоростью, не превышающей 100 град/с с последующей закалкой, и отпуску при 100 - 150°С в течение 1 ч. Предложенный способ обеспечивает формирование однородной мартенситной структуры по всей зоне сплавления, которая подавляет процесс избирательной коррозии в зоне сйлавления и повышает долговечность рабочих органов в 2,6 раза.
Осуществление предложеннЬго способа проводится на Г-образных ножах погрузчиков силоса ПСН-1М. и ПСК-5.
Г-образные ножи, изготовленные из листовой (4 мм) стали 45, с внутренней стороны вдоль режущей кромки наплавлены сплавом сормайт 1. Толщина наплавленного слоя - 0,4 - 0,8 мм, щирина - 15- 18 мм. Индукционный нагрев под закалку проводят вдоль всей длины режущей кромки на ширин 20 - 22 мм на экранированной установке ЛЗ-67 в режиме стабилизированных параметров:
Ток сетки, А1,2
Ток анода, А2,6
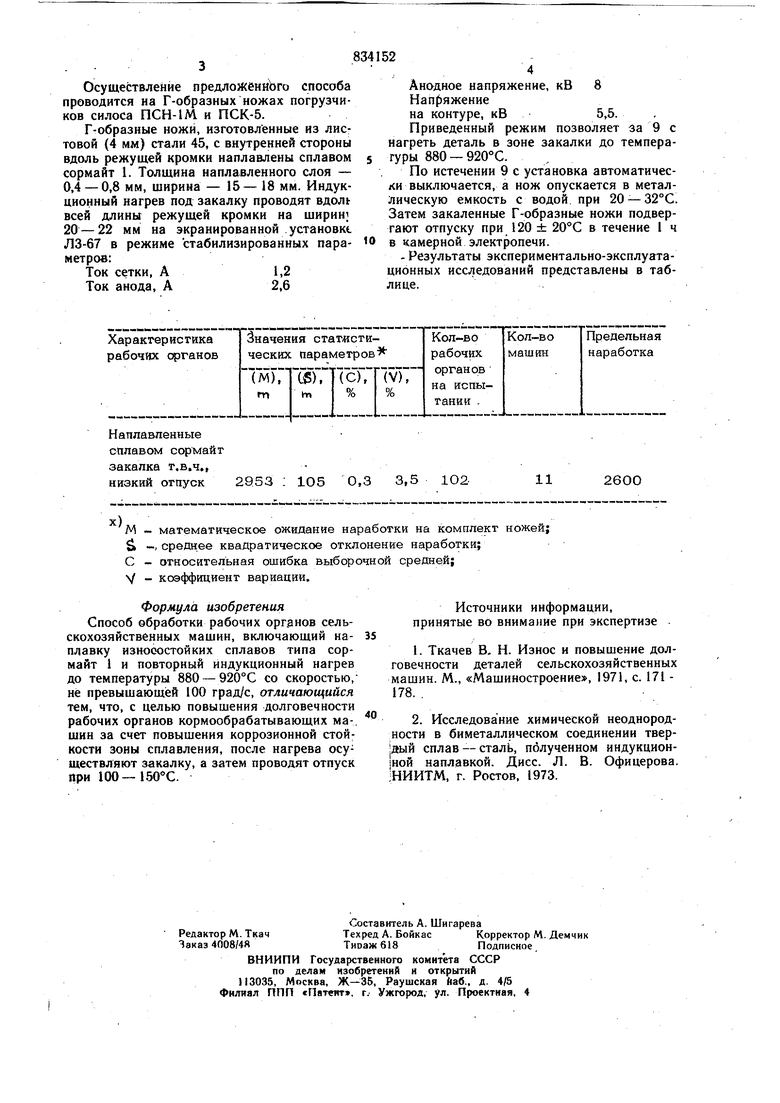
1О5 0,3 3,5 102 2953
х)
М - математическое ожидание наработки на комплект -, среднее квадратическое отклонение наработки; С - относительная ошибка выборочной средней; V - коэффициент вариации. Формула изобретения Способ обработки рабочих органов сельскохозяйственных машин, включающий наплавку износостойких сплавов типа сормайт 1 и повторный индукционный нагрев до температуры 880 - 920°С со скоростью, не превышающей 100 град/с, отличающийся тем, что, с целью повышения долговечности рабочих органов кормообрабатывающих машин за счет повышения коррозионной стойкости зоны сплавления, после нагрева осуществляют закалку, а затем проводят отпуск При 100-150°С.
Анодное напряжение, кВ 8
Нап)яжение
на контуре, кВ5,5.
Приведенный режим позволяет за 9 с нагреть деталь в зоне закалки до темперагуры 880 -920°С.
По истечении 9 с установка автоматически выключается, а нож опускается в металлическую емкость с водой при 20 -32°С. Затем закаленные Г-образные ножи подвергают отпуску при 120 ± 20°С в течение 1 ч в камерной электропечи.
- Результаты экспериментально-эксплуатационных исследований представлены в таблице.
11
2600 Источники информации, принятые во внимание при экспертизе 1.Ткачев В, Н. Износ и повышение долговечности деталей сельскохозяйственных машин. М., «Машиностроение, 1971, с. 171 2.Исследование химической неоднородности в биметаллическом соединении твердый сплав - сталь, полученном индукцион ной наплавкой. Дисс. Л. В. Офицерова. ;НИИТМ, г. Ростов, 1973.
