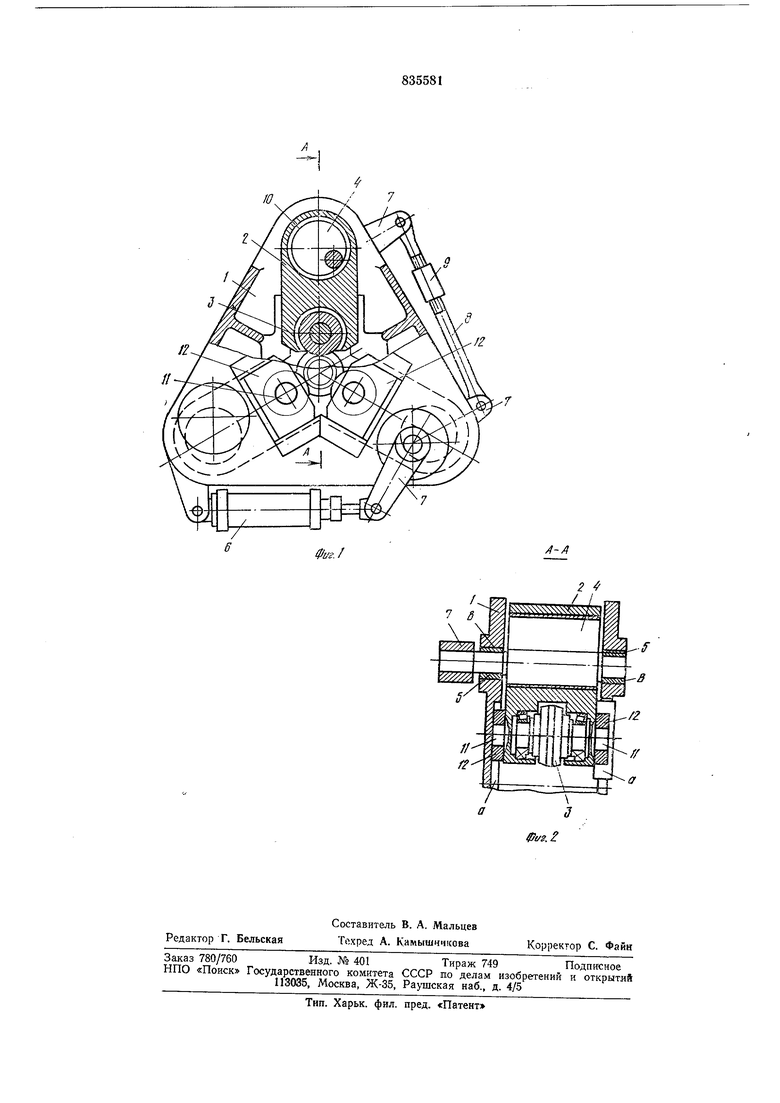
Рабочая клеть стана поперечной прокатки труб состоит из станины /, пинолей 2 с валками 3, механизма перемещения пинолей в радиальном направлении, выиолненного в виде эксцентриков 4, установленных в подшипниковых опорах 5 в станине /, гидроцилиндра 6, рычагов 7, тяг 8 регулировочных гаек 9. Пиноли 2 своими подшипниковыми опорами JG смонтированы на эксцентриках 4, на выходных концах которых жестко закреплены рычаги 7. Пиноли 2 снабжены цапфами 11, выполненными соосно с осью вращения валка 3. На цапфах // установлены цодушки 12, размещенные в радиальных пазах а станины /.
Радиальные пазы а в станине / под подушки 12 и расточки b под подшипниковые опоры 5 эксцентриков 4 выполнены таким образом, что валки 3 размещены по периметру прокатываемой трубы на равном угловом расстоянии друг от друга.
Устройство работает следующим образом.
При прокатке для настройки на требуемый размер трубы шток гидроцилиндра 6 перемещается на заданную величину. Рычаг 7 при этом поворачивает вал эксцентрика 4 и под воздействием эксцентрика пиноль 2 с валком 3 и подушками 12 на цапфах // перемещается на заданную величину в радиальном направлении по отношению к трубе.
В связи с тем, что на валках эксцентриков 4 остальных пинолей 2 смонтированы рычаТги 7, соединенные между собой тягами 8 с гайками 9, они также синхронно перемещаются в радиальном по отношению к трубе направлении, образуя калибр для заданного размера трубы.
Корректирование взаимного расположения валков 3 осуществляется путем уточнения суммарной длины тяг 8 с помощью гайки 9. Усилия, возникающие в процессе прокатки от валка 3, передаются на пиноль 2 через подшипниковые узлы опор /О и 5 и замыкаются в станине /.
Предлагаемая рабочая стана поперечной прокатки труб позволяет повысить точность прокатываемых труб за счет увеличения жесткости и сокращения количества элементов, участвующих в передаче усилий прокатки.
Выполнение механизма перемещения пинолей в виде эксцентрика позволит упростить конструкцию клети, уменьшить ее габариты и вес, снизить трудозатраты на ее изготовление.
Формула изобретения
Рабочая клеть стана поперечной прокатки труб, содержащая станину, пиноли с валками и механизм перемещения пинолей р радиальном направлении, отличающаяся тем, что, с целью повышения точности прокатываемых труб путем увеличения жесткости клети и сокращения количества элементов, находящихся под нагрузкой в процессе прокатки, она снабжена подушками, шарнирно установленными на пинолях, станина выполнена с радиальными пазами, и подушки установлены в радиальных тазах, а механизм перемещения пинолей выполнен в виде эксцентриков, установленных в линолях.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР № М6398, кл. В 21 В 19/22, 21.04.58. 2. Авторское свидетельство СССР № 430907, кл. В 21 В 19/22, 12.06.74.
Ю
/
i/V
/I-А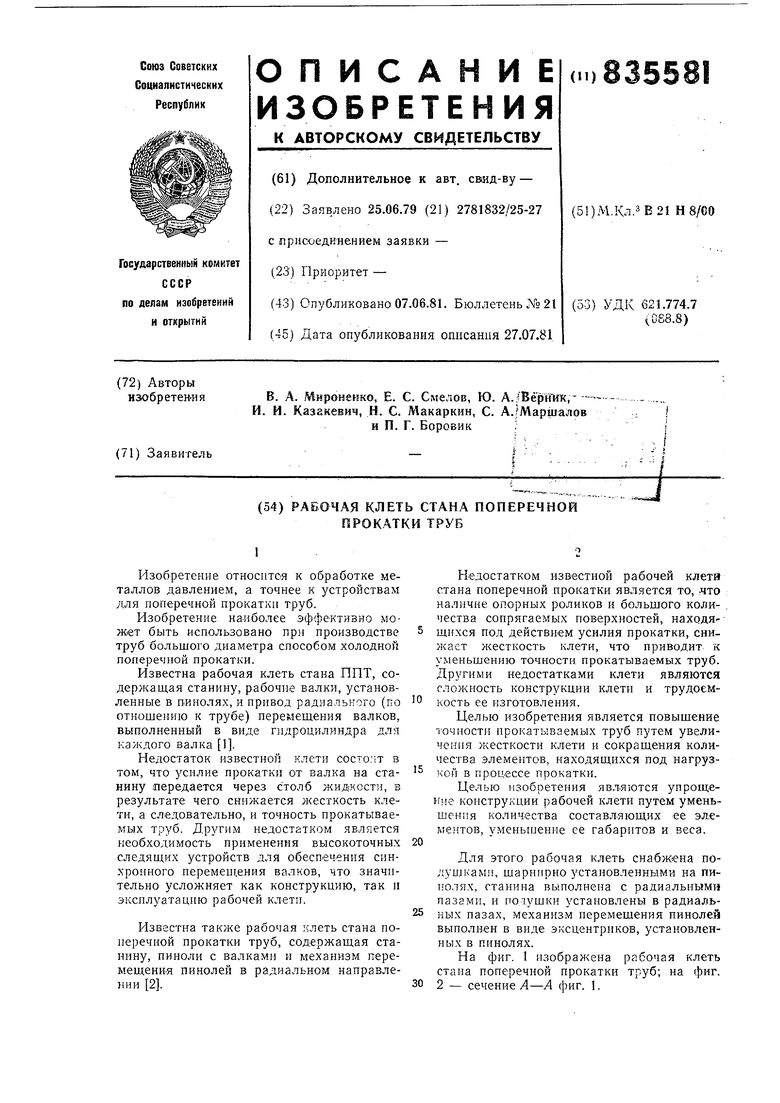

| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть стана пилигримовой прокатки | 1980 |
|
SU1174108A1 |
| Рабочая клеть стана поперечной прокатки | 1978 |
|
SU780941A1 |
| УСТРОЙСТВО ДЛЯ УРАВНОВЕШИВАНИЯ ШПИНДЕЛЕЙ ПРОКАТНЫХ СТАНОВ | 1998 |
|
RU2154540C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕНЕНИЯ РАССТОЯНИЯ МЕЖДУ ВАЛКАМИ ПРОКАТНОГО СТАНА | 2007 |
|
RU2359766C2 |
| Устройство стопорения барабана с валком в клети | 1981 |
|
SU995928A1 |
| Рабочая клеть прокатного стана | 1978 |
|
SU801917A1 |
| Прокатная клеть | 1990 |
|
SU1724398A1 |
| Прокатная клеть | 1980 |
|
SU984519A1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2007 |
|
RU2338607C1 |
| Рабочая клеть прокатного стана | 1990 |
|
SU1776209A3 |