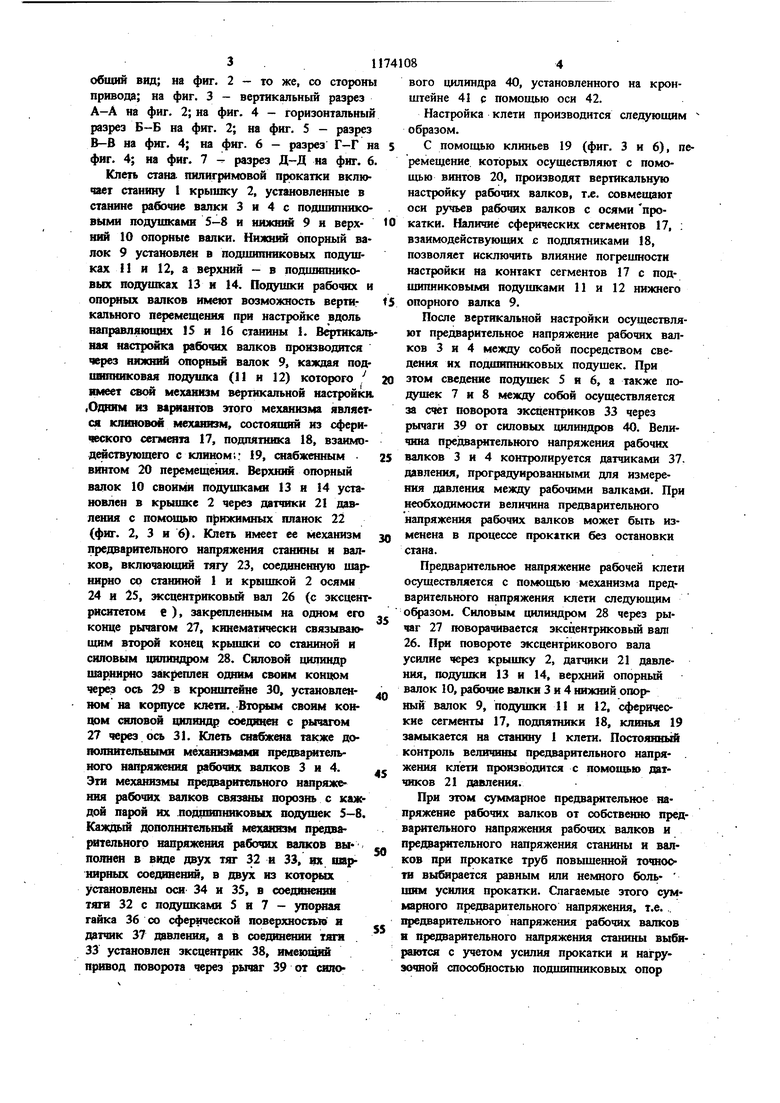
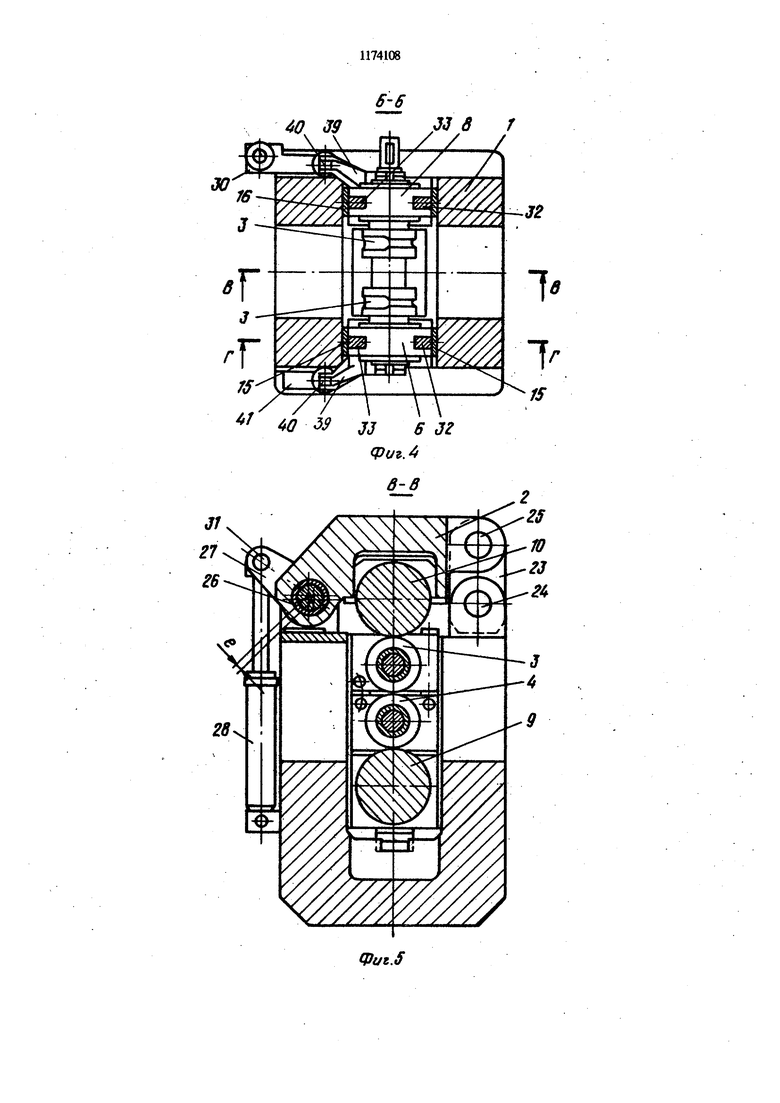
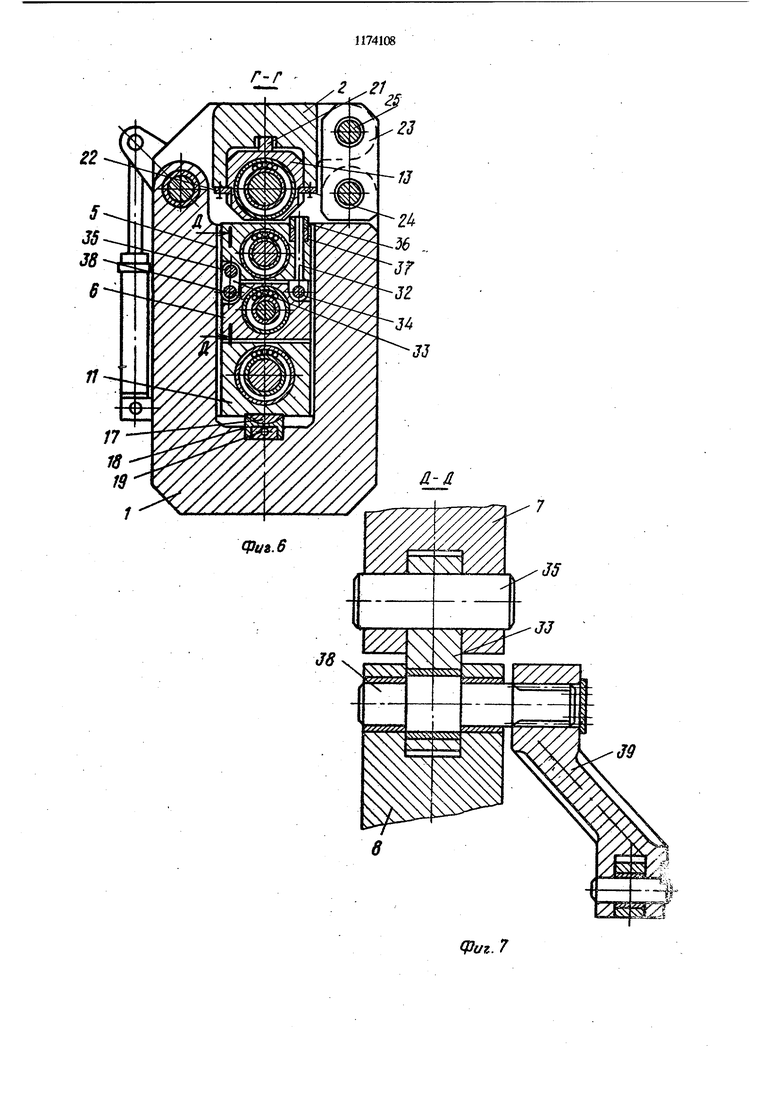
Изобретение относится к области обработки металлов давлением и касается совершенствования конструкция клетей станов пилигримовой прокатки труб. Известна клеть, стана холодной пилигримовой прокатки труб, содержащая станину со стойками, попарно соединенными сверху стяжками. В станине установлены рабочие валки с подшипниковыми подушками, имеющими возможность вертикального настроечного перемещенгия по направляющим стоек станины. Ио шипниковме подущки, а через них и рабочие валки соединены между собой с предварттельным напряжением стяжиыми болтами. Наличие стяхошх болтов и возможность осуществления с помощью них предварительного напряжения положительно сказывается на точности геомбтpH iecKHx размеров про1 атываемых труб 1. Однако в этой клети отсутствуют опорные валки и все усилие прокатки передается на подшипниковые опоры рабочих валков. Вследствие этого величина деформащш трубной заго товки рабочими валками в зтой клети ограни чена, так как усилие деформации лимитируетСЯ прочностью подшипниковых опор рабочих , валков. Кроме того, в этой клети изменение величины предварительного напряжения (для компенсации износа ручья калибра рабочих валков, изменения геометрических размеров поперечного сечения прокатываемой трубы) связано с остановкой стана, т.е. с уменьшением его производительности. Б клети отсутствует возможность контроля величины предварительного напряжения, что затрудняет получение труб со стабильными геометрическими размерами поперечиого сечения. Известна клеть стана холодной прокатки труб, содержащая станину с крыипсой, установленные в ней рабочие валки с подшипниковыми опорами, опорные валки, смонтнрованные в соответствующих подшипниковых подушках. Подшипниковые подушки имеют возможность вертикального перемещения при настройке по направляющим станины. Клеть снабжена механизмом предварительного напряження системы рабочие валки - опорные валки - станина клети. Эта клеть проста и наделена в эксплуатац: И. В ней возмоха1а прокатка труб повьщ1ен ной точности из самых различных, в том 4исле и труднодеформируемых материалов, вследствие высокой жесткости к;1ети и наличия механизма предварительного напряжения, позволяющего равномерно и быстро произвести зажатие рабочих валков опорными, т.е. осу ществить предварительное напряжение системы рабочие валки - опорные валки - станина клети. Причем величина предварительного на- j пряжения регулируется в широких пределах и может быть изменена в процессе прокатки без остановки стана. Постоянный контроль величины предварительного напряжения осуществляется с помощью датчиков давления 2. Однако, так как в известной клети предварительное напряжеиие рабочих валков осуществляется непосредственным воздействием иа них опорными валками, то в процессе рабочего хода, когда происходит деформация металла прокатываемой заготовки рабочими валками, в зоне контакта рабочих валков с опорными возникают большие контактные напряжения в результате суммирования усилия предварительного напряжения и. усилия прокатки. Наличие больших контактных напряжений, действующих на площадках контакта рабо чих валков с опорными, ведет к быстрому местному износу валков, а при достижении напряжений критической величины - к ше- лущению, а ииогда и местному вьтрашиванию валков (особенно рабочих, так как дгйствие максимальных нагрузок всегда приходится иа одну и ту же их зону контакта). Кроме того, в этой клети усилия прокатки и предварительного напряжения полиостью воспринимаются подшшшиковыми опорами опорных валков, что снижает надежность их работы. Цель изобретеиия - повьппение надежности работы путем снижения усилий на подшипниковые опоры. Поставленная цель достигается тем, что рабочая клеть стана шшигримовой прокатки труб, содержащая сташту, iuapHHpHo соединенную с ней крьппку, рабочие и опорные валки с подшипниковыми подушками, механизм предварительного напряження станины и валков, стабжена дополнительными механизмами предварительного напряжения рабочих валков, связанных порознь с каждой парой их подушек, причем каждый дополнительный механизм предварительного напряжения рабочих валков выполнен в виде двух тяг, их шарнирных соединений с подушками и эксцентрика с приводом поворота в одном из шарнириьк соедииений. Наличие механизмов дополнительного предварительного напряжения валков для каждой пары подушек позволяет перераспределить усилие предварительиого напряжения между рабочими и опорными валками, а следователыю, сшзить усилие на подшипниковые опоры, увеличив тем самым долговечность и надежность работы клети. На фиг. 1 представлена клеть для двухниточного варианта со стороны обслухошания. общин вид; на фиг, 2 - то же, со стороны привода; на фнг. 3 - вертикальный разрез А-А на фиг. 2; на фиг. 4 - горизонтальный разрез Б-Б на фиг. 2; на фиг, 5 - разрез В-В на фнг. 4; на фиг. 6 - разрез Г-Г и фиг. 4; иа фиг. 7 разрез Д-Д на фнг. 6 Клеть стана пилнгримовой прокаткн включает станину 1 крышку 2, установленные в станине рабочие валки 3 и 4 с подшипннковыми подушками 5-8 и нижний 9 и верхНИИ 10 опорные валки. Нижний опорный валок 9 установлен в подшишшковых подушках 11 и 12, а верхний - в подшшшиковых подушках 13 и 14. Подушки рабочих н опорных валков имеют возможность вертикальиого перемешения при настройке вдоль направляющих 15 н 16 станины 1. Вертнкаль ная настрЫпса рабочих валков производится через нижний опорный валок 9, каждая под иаашиковая подушка (11 н 12) которого имеет (ой механизм вертикальной настройки .Одним из вартантов этого механизма являет ся клиновой механизм, состоящий из сферического сегмента 17, подпятника 18, взаимодгаствующего с клниом.; 19, снабженным винтом 20 перемещения. Верхний опорный валок 10 своими подушками 13 и 14 установлен в крышке 2 через датчики 21 давления с помошью прижимных планок 22 (фиг. 2, 3 н 6). Клеть имеет ее механизм предварительного напряжения станины и валков, включаюирш тягу 23, соединенную шарнирно со станиной 1 и крышкой 2 осями 24 и 25, зксцентриковый вал 26 (с зксцент риснтетом е ), закрепленным на одном его конце рычагом 27, кинематически связывающим второй конец крышки со станиной и силовым цилиндром 28. Силовой цнлиндр шарнирто закреплен одним своим концом через ось 29 в кронштейне 30, установленном на корпусе клети. своим концом силовой цилнидр соедянен с рычагом 27 через ось 31. Клеть снабжша также дояолнительными механизмами предва1И1тепьиого напряжения рабочих валков 3 и 4. Эти механизмы предварительного напряжения рабочих валков связаны порознь с каждой парой их лодпшпниковых подушек 5-8. Каждый дополннтельньЛ механизм предварттельного напряжения рабочих валков вы полнен в виде двух тяг 32 и 33, ах оврнирных соединеннй, в нз которых установлены осн 34 и 35, в соедижния тяги 32 с подушками 5 и 7 - упорная гайка 36 со сфе{жческой поверхностью н датчик 37 давлеиня, а в соединении тяги 33 установлен зксцентрик 38, имеющий привод поворота через рычаг 39 от силового цилиндра 40, установленного на кронштейне 41 с помошью оси 42. Настройка клети произвощ1тся следующим образом. С помошью клиньев 19 (фнг. 3 н 6), перемещенне которых осуществляют с помошью винтов 20, производят вертикальную настройку рабочих валков, т.е. совмещают осн ручьев рабочих валков с осями прокатки. Наличие сферических сегментов 17, ; взаимодействующих с подпятниками 18, позволяет исключить влияние погрешности настройкн на контакт сегментов 17 с подшипниковыми подушками 11 и 12 нижнего опорного валка 9. После вертикальной настройки осуществляют предварительное напряжение рабочих валков 3 н 4 между собой посредством сведения их подшншшковых подушек. При зтом сведение подушек 5 н 6, а также подушек 7 н 8 между собой осуществляется за счет поворота зксцентриков 33 через рычаги 39 от силовых цилиндров 40. Величина предварительного напряжения рабочих валков 3 и 4 контролируется датчиками 37. давления, проградунрованными для измерения давления между рабочими валками. При необходимости величина предварительного напряжения рабочих валков может быть изменена в процессе прокаткн без остановки стана. Предварнтельное напряженне рабочей клети осуществляется с помощью мезсаннзма предварительного напряжения клети следующим образом. Силовым цилиндром 28 через рычаг 27 поворачивается зксцентрнковый ваш 26. П1Ж повороте зксцентрикового вала усилие через крышку 2, датчики 21 давления, подушки 13 и 14, верхний опорный валок 10, рабочне валкн 3 н 4 нижний опорный валок 9, подушкн 11 н 12, сферические сегменты 17, подпятшпсн 18, клинья 19 замыкается на станнну 1 клети. Постояннь1Й контроль величины предварительного напря- . жения клети производится с помощью датчиков 21 давления. При зтом суммарное предварттельное напряжение рабочих валков от собственно предварительного напряжения рабочих валков и предва{жтельного напряжения станины и валков при прокатке труб повышенной точности выбирается равным или немного боль шим уснлия прокаткн. Слагаемые зтого суммарного предварительного напряжения, т.е. . 1федварнтельного напряжения валков н предварительного напряжения станины выбираются с учетом усилия прокатки и нагрузочной шособностью подшипниковых опор
рабочих и опорных валков, т.е. чтобы .составляющие результирующей нагрузки от предварительного напряжения и усилий прокатки, действующие на подшипниковые опоры рабочих и опорных валков, были бы пропорциональны допустимому усилию на подшипники этих опор. Но при этом необходимо учитывать и тот фактор, чтобы контактные давления на площадках контакта рабочих валков с опорными в процессе деформации
металла (когда давление между ними достигает наибольшего значения) не превышало допустимой (для наименее прочного матери ала) величины.
Испытания клети, снабженной дополнительным механизмом предварительного напряжения чих валков показалн, что долговечность рабочих и опорных валков и их подшипниковых опор увеличилась в сретем на 20%, тем самым увеличилась надежность работы клети.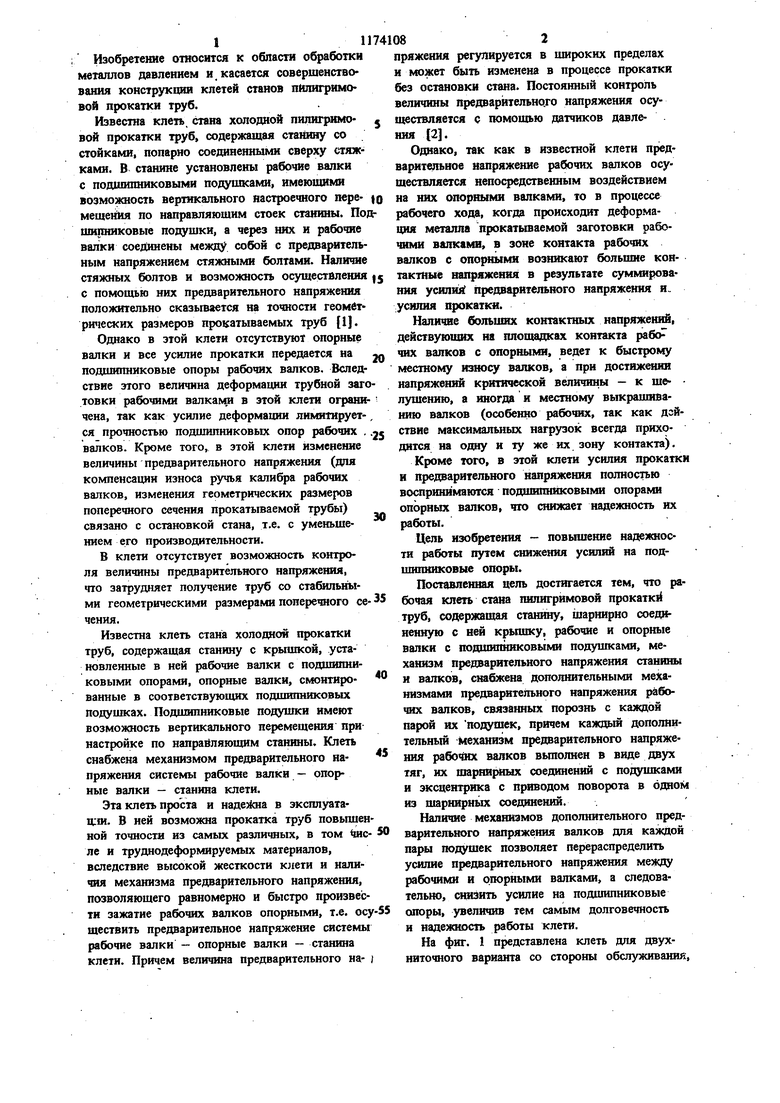
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть стана холоднойпРОКАТКи ТРуб | 1977 |
|
SU806176A1 |
| СПОСОБ СТАБИЛИЗАЦИИ РАСТВОРА РАБОЧИХ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ "КВАРТО" | 1990 |
|
RU2009740C1 |
| Клеть прокатного стана | 1982 |
|
SU1087220A1 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| Рабочая клеть стана продольной прокатки труб | 1972 |
|
SU441051A1 |
| Узел валка рабочей клети | 1980 |
|
SU994067A1 |
| Клеть стана пилигримовой про-КАТКи ТРуб | 1979 |
|
SU816587A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ. | 2013 |
|
RU2532214C1 |
| Способ настройки рабочей клети кварто листового прокатного стана | 1985 |
|
SU1329848A1 |
| Прокатный стан | 1990 |
|
SU1731308A1 |
1. РАБОЧАЯ КЛЕТЬ СТАНА ПИЛИГРИМОВОЙ ПРОКАТКИ, содержащая станнну, шариирно соединенную с ней крышку, ра CKOW3ffAf II Tfv.,.., , . 14 №5ЛйОТ Кд бочие и опорные валки с подшипниковыми подушками, механизм предварительного напряжения станины и валков, отличающаяся тем, что, с целью повышения надежности в работе путем снижения усилий на подшипниковые опоры, она снабжена дополнительными механизмами предварительного напряжения рабочих валков, связанными порознь с каждой парой их подушек. 2. Клеть по п. 1, о т л н ч а ю ш а яс я тем, что каждый дополнительный механизм предварительного напряжения рабочих валков вьшолнен в виде двух тяг, их шарнирньк соединений с подушками и зксцентрика с приводом поворота в одном из шарнирных соединеннй. (Л
Фиг.З
7S
/ Q d$ jj s ji
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГЕМОСОВМЕСТИМЫХ ПОЛИМЕРНЫХ ГИДРОГЕЛЕЙ | 1985 |
|
SU1287541A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Рабочая клеть стана холоднойпРОКАТКи ТРуб | 1977 |
|
SU806176A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| ; | |||
