Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов.
Цель изобретения - повышение долговечности ролика.
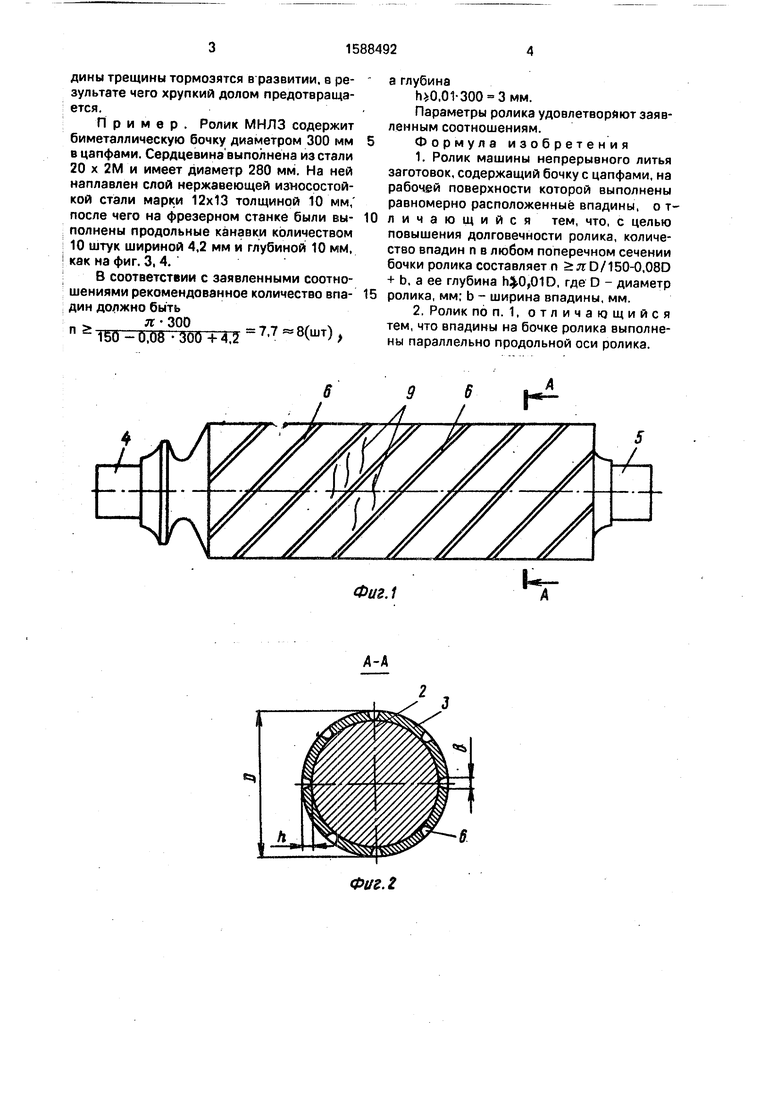
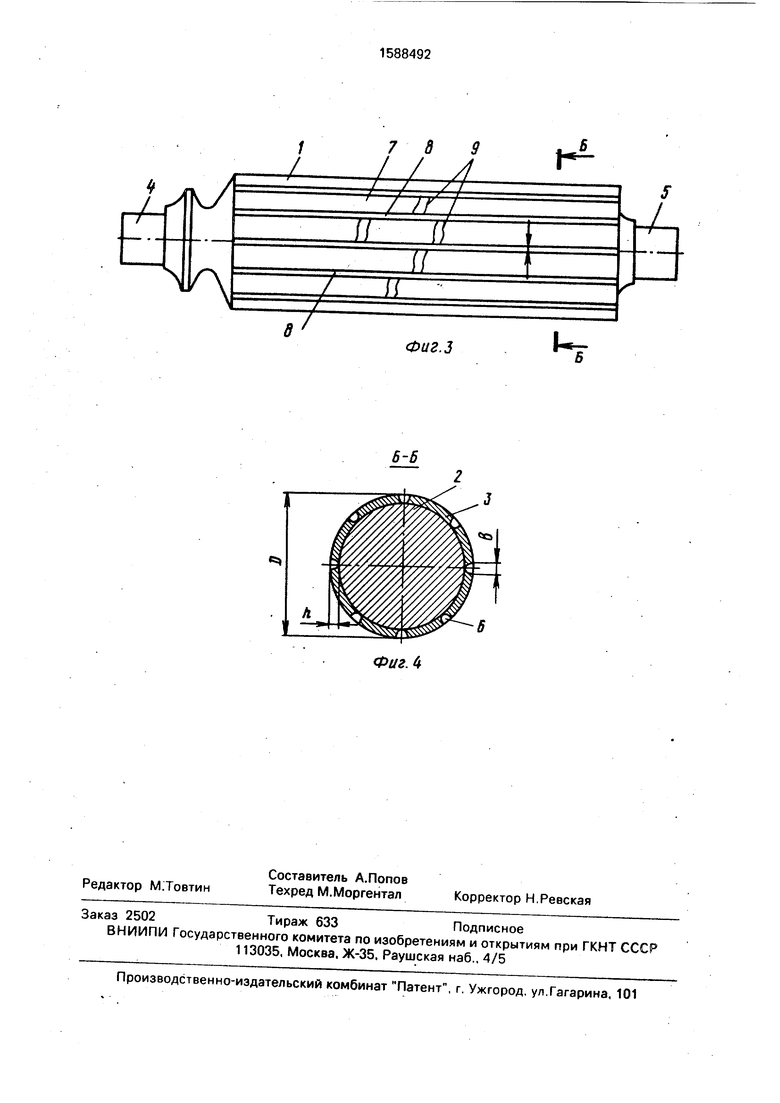
На фиг. 1 изображен ролик, на бочке которого выполнены чередующиеся выступы и впадины, наклоненные к оси ролика; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - ролик,на бочк е которого выполнены чередующиеся выступы и впадины, параллельные оси ролика; на фиг. 4 - разрез Б-Б на фиг. 3.
Ролик содержит бочку 1, состоящую из низколегированной сердцевинь 2, на которую нанесен рабочий слой 3 из жаростойкого и износостойкого материала, а также цапфы 4, 5. На поверхности рабочего слоя 3 выполнены параллельные, наклонные коси, впадины, в виде, например, винтовых канавок 6, между которыми расположены выступы 7. Количество винтовых впадин 6 в любом поперечном сечении ролика выбирается из условия п TFTT
150-0,
где п - количество впадин в поперечном сечении ролика;
О - наружный диаметр ролика, мм;
b - ширина впадин, мм.
При этом глубина впадин выбирается из соотношения
h 0,01О , где h глубина впадины, мм.
Ролик работает следующим образом.
В МНЛЗ закристаллизовавшийся слиток поступает в раствор роликов. Поверхности выступов 7 ролика, соприкасаясь с горячим слитком, подвержены циклическим температурным напряжениям, которые инициируют на поверхности трещины термоусталости. Образовавшиеся трещины развиваются в плоскостях поперечных сечений роликов.
Впадины 6, 8 расположены в окружном направлении с такой частотой, что трещины 8 достигают краев впадины, не развившись до критических размеров, и имеют такую глубину h, которая не позволяет трещинам преодолеть их.После достижения краев впа00 00
ь. ю го
дины трещины тормозятся в развитии, в результате чего хрупкий долом предотвраида- ется.
Пример. Ролик МНЛЗ содержит биметаллическую бочку диаметром 300 мм в цапфами. Сердцевина выполнена из стали 20 X 2М и имеет диаметр 280 мм. На ней наплавлен слой нержавеющей износостойкой стали марки 12x13 толщиной 10 мм, после чего на фрезерном станке были выполнены продольные канавки количеством 10 штук шириной 4.2 мм и глубиной 10 мм, как на фиг. 3, 4.
В соответствии с заявленными соотношениями рекомендованное количество впадин должно быть
150-о о8 ТоО+4. ()
а глубина
.01-300 3мм.
Параметры ролика удовлетворяют заявленным соотношениям. Формула изобретения
1.Ролик машины непрерывного литья заготовок, содержащий бочку с цапфами, на рабочей поверхности которой выполнены равномерно расположенные впадины, о тличающийся тем, что, с целью повышения долговечности ролика, количество впадин п в любом поперечном сечении бочки ролика составляете яО/150-0.08О + Ь. а ее глубина ,01D, где D - диаметр
ролика, мм; b - ширина впадины, мм.
2,Ролик по п. 1, отличающийся тем, что впадины на бочке ролика выполнены параллельно продольной оси ролика.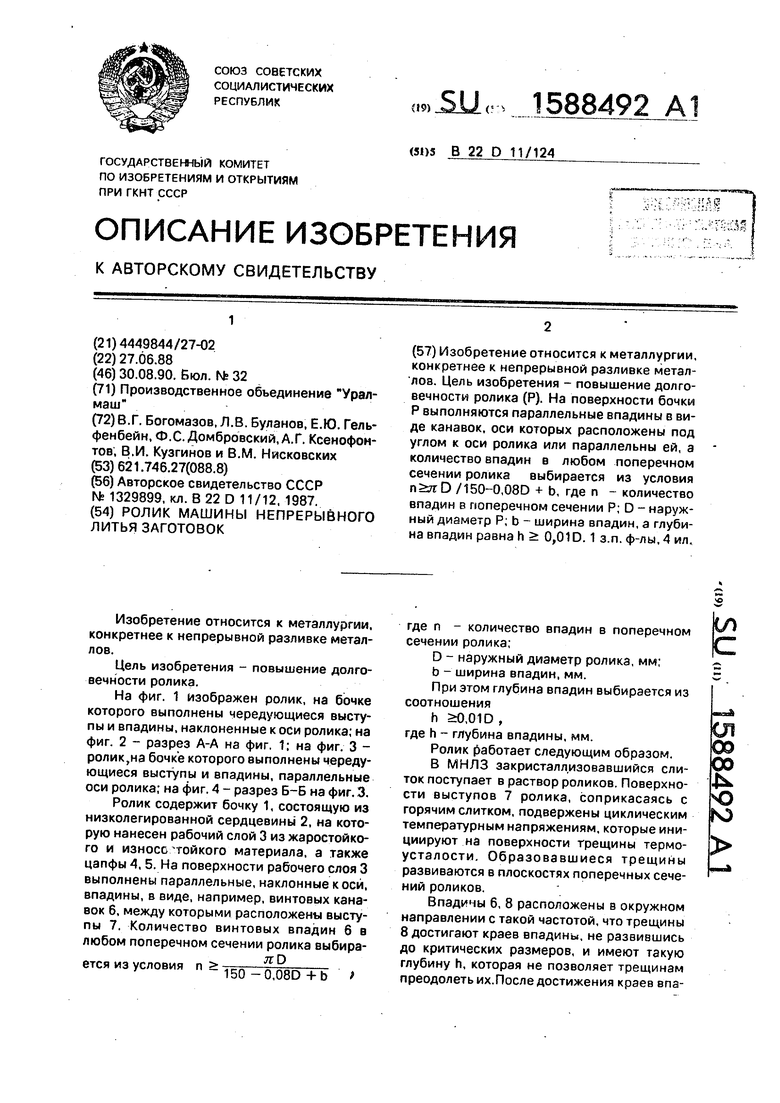
| название | год | авторы | номер документа |
|---|---|---|---|
| Ролик машины непрерывного литья заготовок | 1989 |
|
SU1678511A1 |
| Ролик машины непрерывного литья | 1989 |
|
SU1678510A1 |
| Ролик машины непрерывного литья | 1985 |
|
SU1276432A1 |
| Ролик машины непрерывного литья заготовок | 1986 |
|
SU1329899A1 |
| СПОСОБ ОБЖАТИЯ НЕПРЕРЫВНОЛИТОЙ СОРТОВОЙ ЗАГОТОВКИ В ЖИДКО-ТВЕРДОМ СОСТОЯНИИ | 2012 |
|
RU2511130C2 |
| РОЛИК МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1998 |
|
RU2147970C1 |
| Ролик рольганга | 1988 |
|
SU1671404A1 |
| Способ непрерывной разливки заготовок прямоугольного сечения | 1991 |
|
SU1771870A1 |
| Роликовая проводка многоручьевой криволинейной машины непрерывного литья заготовок | 1990 |
|
SU1838041A3 |
| Охлаждаемый ролик машины непрерывного литья заготовок | 2020 |
|
RU2767120C1 |
Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов. Целью изобретения является повышение долговечности ролика (Р). На поверхности бочки Р выполняются параллельные впадины в виде канавок, оси которых расположены под углом к оси ролика или параллельны ей, а количество впадин в любом поперечном сечении ролика выбираются из условия N≥φD /150-0,08 D+B, где N - количество впадин в поперечном сечении Р
D - наружный диаметр Р
B - ширина впадин, а глубина впадин равна H≥0,01D. 1 з.п.ф-лы, 4 ил.
Фиг.г
Фив.1
ФигЛ
| Ролик машины непрерывного литья заготовок | 1986 |
|
SU1329899A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
