1
Изобретение относится к сварочному производству и может быть использовано для автоматического управления процессом электронагрева зоны сварного шва при термообработке труб в линии трубоэлсктросварочного стана.
Известны способы автоматического управления процессом электронагрева путем изменения мощности нагревательного устройства в зависимости от различных параметров сварочного процесса 1.
Наиболее близким техническим решением к предлагаемому является способ автоматического управления процессом изготовления электросварных труб, предусматривающий изменение мощности нагревательного устройства для сварки труб в зависимости от сигнала, характеризующего отклонение температуры нагрева от заданного значения, т. е. в зависимости от изменения интегрального потока излучения очага нагрева, измеренного фотодатчиком, расположенным на таком расстоянии от очага нагрева, при котором этот очаг при любых изменениях его размеров остается в области визирования 2.
Недостатком указанного способа является то, что для термообработки требуется фотодатчик и регулятор нагрева на каждое нагревательное устройство, что снижает надежность системы управления.
Целью изобретения является упрощение системы управления процессом изготовления электросварных труб для повышения ее надежности.
Поставленная цель достигается тем, что в известном способе автоматического управления процессом изготовления электросварных труб, предусматривающем изменение мощности нагревательного устройства для сварки труб в зависимости от сигнала, характеризующего отклонение температуры нагрева от заданного значения,
сигнал, управляющий мощностью нагревательных устройств для сварки, используют в качестве управляющего сигнала нагревательными устройствами для термообработки сваренных труб.
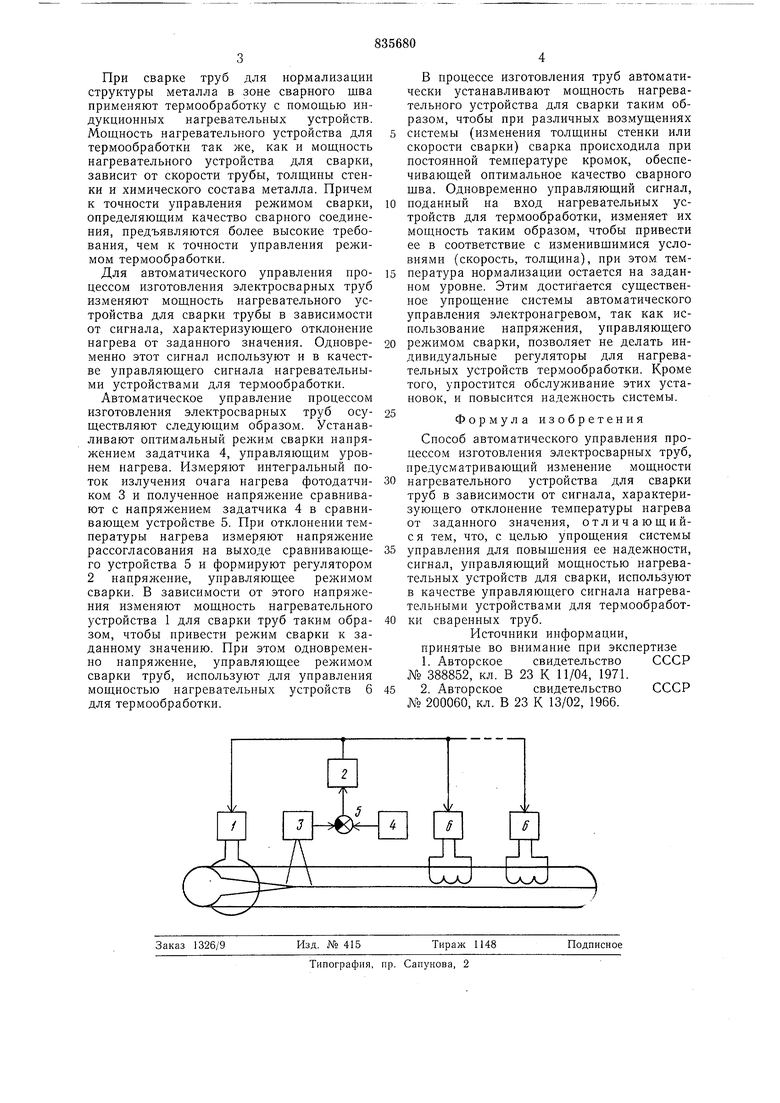
На чертеже приведена схема осуществления предлагаемого способа автоматического управления процессом изготовления электросварных труб, где 1 - нагревательное устройство для сварки труб; 2 - регулятор режима сварки; 3 - фотодатчик; 4 - задатчик; 5 - сравнивающее устройство; 6 - нагревательное устройство для термообработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического ре-гулиРОВАНия пРОцЕССА ВыСОКОчАСТОТ-НОй СВАРКи | 1979 |
|
SU846177A1 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1978 |
|
SU774855A1 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1980 |
|
SU925585A1 |
| Способ автоматического регулирования процесса высокочастотной сварки труб | 1981 |
|
SU988496A1 |
| Способ автоматического регулированияпРОцЕССА ВыСОКОчАСТОТНОй СВАРКи | 1979 |
|
SU797856A1 |
| Способ автоматического регулирования процесса высокочастотной сварки труб | 1977 |
|
SU733918A1 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1980 |
|
SU935228A1 |
| Способ автоматического управления процессом высокочастотной сварки | 1977 |
|
SU680836A1 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1976 |
|
SU572349A1 |
| Способ автоматического регулирования процесса высокочастотной сврки | 1988 |
|
SU1563925A1 |
