1
Изобретение относится к области абразивоструйной обработки деталей.
Известны способы абразивоструйной обработки деталей, нри котором рабочие частицы подают на обрабатываемую поверхность под давлением сжатого воздуха и отсасывают их из зоны обработки {1.
Недостаток известного способа заключается в том, что при прямолинейной траектории частиц в зоне обработки ударное воздействие преобладает над микрорезанием, в результате чего происходят нежелательные явления, как внедрение частиц абразива в обрабатываемую поверхность, неренаклеп поверхности.
Цель изобретения - повышение эффективности обработки.
Указанная цель достигается за счет того, что рабочим частицам сообщают по дуговой траектории, при этом отсос осуществляют на входе рабочих частиц в зону обработки и заканчивают на выходе из нее.
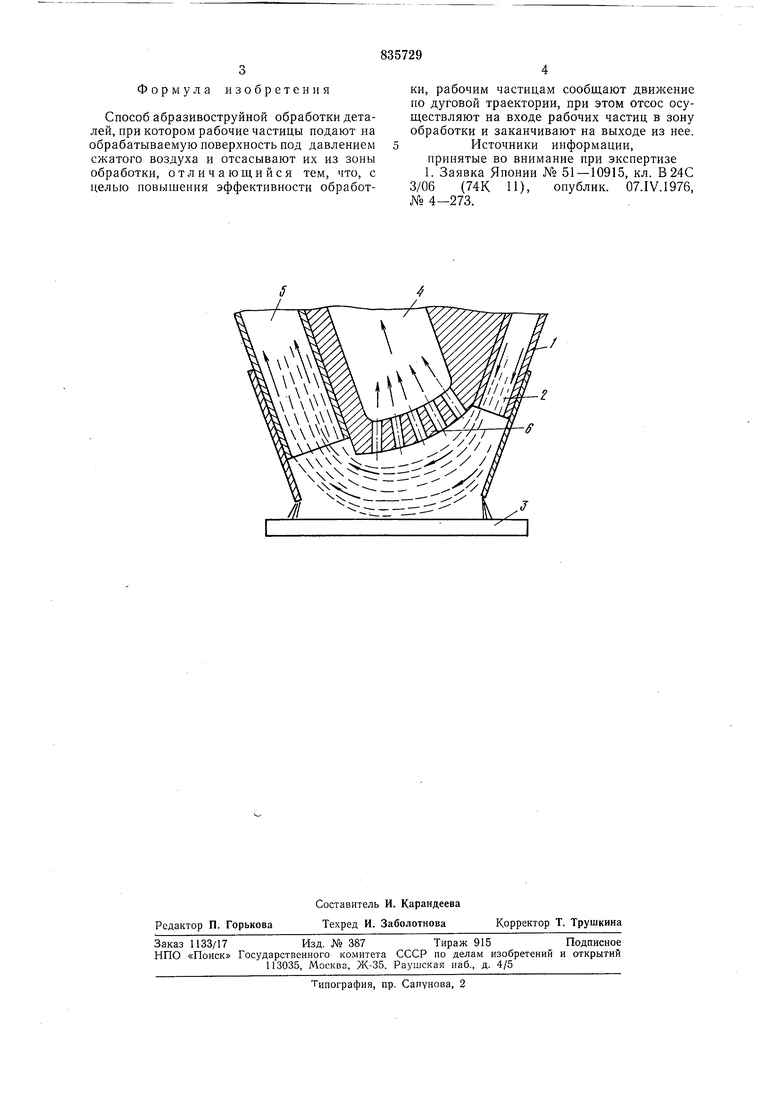
На чертеже изображена схема реализации предложенного способа.
Из сопла 1 рабочая среда 2 под давлением сжатого воздуха 0,5-1,5 кг/см подается на обрабатываемую поверхность 3.
Через каналы 4 и 5 рабочая среда подвергается отсосу, преобладающему по абсолютному значению под давлением подачи.
В зоне от выходного сечения сопла 1 до соударения с обрабатываемой поверхностью 3 частицы рабочей среды попадают под действие отсоса через канал 4, всасывающая часть 6 которого способствует образованию пространственной дуговой зоны разрежения над частицами среды. Это разрежение создает перепад давлений, вызывающий центростремительное ускорение частиц, под действием которого прямолинейная их траектория изменяется на дуговую.
В результате частицы рабочей среды в зоне обработки проскальзывают по обрабатываемой поверхности, осуществляя микрорезание. На выходе из зоны обработки рабочая среда отсасывается через канал 5.
Использование предлагаемого способа струйно-абразивной обработки обеспечивает по сравнению с существующими способами улучшение качественных характеристик деталей с позиций контактной прочности, износа и заеданий сопрягаемых деталей; возможность обработки тонкостенных деталей; сокращение расхода абразивного материала за счет уменьшения его дробления и измельчения.
Формула изобретения
Способ абразивоструйной обработки деталей, при котором рабочие частицы подают на обрабатываемую поверхность под давлением сжатого воздуха и отсасывают их из зоны обработки, отличающийся тем, что, с целью повышепия эффективности обработки, рабочим частицам сообщают движение по дуговой траектории, при этом отсос осуществляют на входе рабочих частиц в зону обработки и заканчивают на выходе из нее.
Источники информации, принятые во внимание при экспертизе 1. Заявка Японии № 51-10915, кл. В24С 3/06 (74К 11), опублик. 07.1 V. 1976, № 4-273.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АБРАЗИВОСТРУЙНОЙ ОБРАБОТКИ | 1997 |
|
RU2140843C1 |
| Способ обработки деталей | 1990 |
|
SU1787753A1 |
| АБРАЗИВОСТРУЙНЫЙ АППАРАТ | 1992 |
|
RU2057632C1 |
| Способ абразивоструйной обработки внутренних поверхностей деталей | 1985 |
|
SU1301673A1 |
| УСТРОЙСТВО ДЛЯ СТРУЙНОЙ ОБДУВКИ ПОВЕРХНОСТИ | 1988 |
|
RU2051020C1 |
| Горелка для дуговой сварки | 1981 |
|
SU1098708A1 |
| Способ очистки деталей газом от загрязнений и устройство для его осуществления | 1989 |
|
SU1664423A1 |
| Горелка для дуговой сварки в защитной среде с отсосом вредных выделений из зоны сварки | 1977 |
|
SU1041247A2 |
| Горелка для дуговой сварки в среде защитных газов | 1981 |
|
SU996132A1 |
| Способ абразивной обработки цилиндрических отверстий деталей | 2022 |
|
RU2807252C1 |
А
X
