(54) УСТАНОВКА ДЛЯ ИНДУКЦИОННОГО НАГРЕВА
| название | год | авторы | номер документа |
|---|---|---|---|
| Индукционная нагревательная установка | 1979 |
|
SU855012A1 |
| Индукционная нагревательная установка | 1979 |
|
SU855013A1 |
| Установка для индукционного нагреваиздЕлий | 1979 |
|
SU836136A1 |
| Нагревательная установка | 1981 |
|
SU998536A1 |
| Установка для индукционного нагрева | 1980 |
|
SU872574A1 |
| Линия индукционного нагрева заготовок прямоугольного сечения | 1989 |
|
SU1746177A1 |
| Линия для автоматической индукционной наплавки | 1987 |
|
SU1555088A1 |
| Технологический комплекс для производства изделий дренажных систем и водоотведения | 2022 |
|
RU2818201C1 |
| Устройство для индукционного нагрева заготовок | 1976 |
|
SU551382A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ, ОБЖИГОВАЯ МНОГОЩЕЛЕВАЯ ШАХТНАЯ ПЕЧЬ ДЛЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И СУШИЛЬНАЯ КАМЕРА ДЛЯ СТРОИТЕЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2046708C1 |
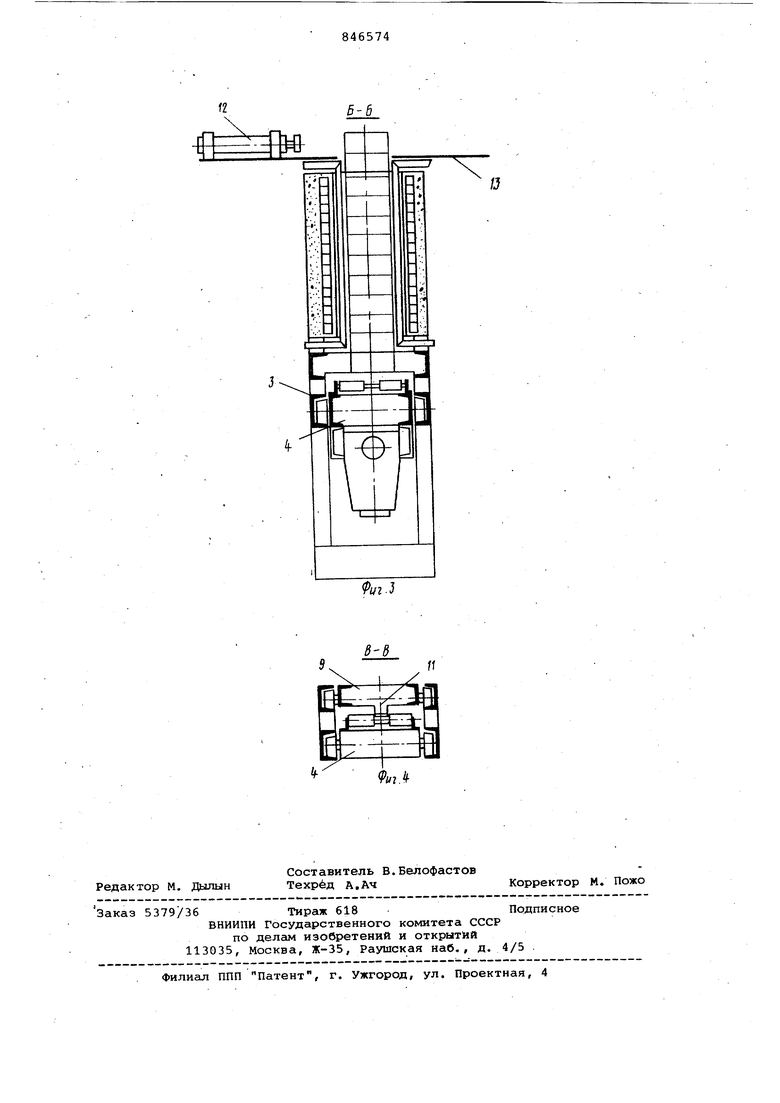
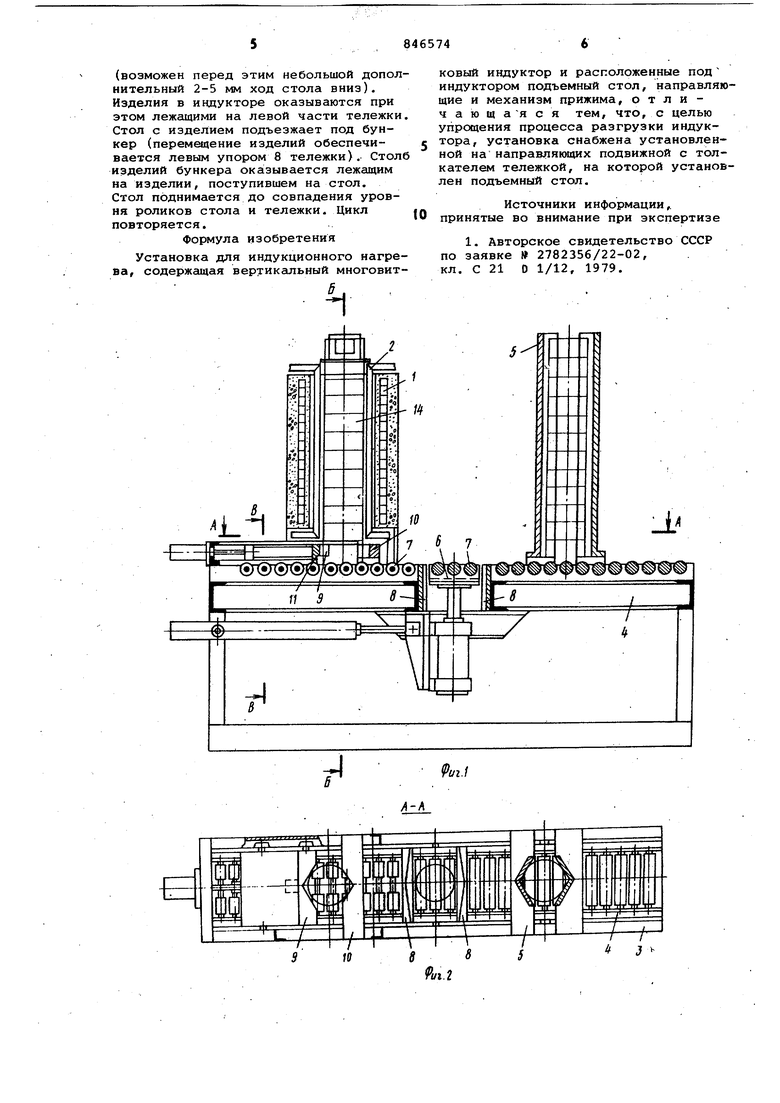
Изобретение относится к индукцио ному нагреву металлов и может быть использовано для индукционного нагр ва заготовок перед пластической деформацией или термообработкой. Известна установка индукционная нагревательная, содержгидая вертикал ный многовитковый индуктор и расположенные под ним подъемный стол, направлякядие с упором, толкатель и механизм прижима нижнего изделия столба, расположенного в индукторе Недостаток данной установки закл чается в сложности частичного или полного опорожнения индуктора, что особенно важно при обработке крупных изделий в связи с трудностями раз9грева изделий каждый раз при включении установки или при смене индуктора для обработки изделия дру гого типоразмера. Цель изобретения - упрощение про цесса разгрузки индуктора. Поставленная цель достигается тем, что установка снабжена установ ленной на направляющих и связанной с толкателем тележкой, на которой установлен подъемный стол. На фиг. 1 показана установка, пр дольный разрез; на фиг. 2 - разрез А-А на фиг.1; на фиг. 3 - разрез Б-Б на фиго1; на фиг. 4 - разрез В-В (по подвижной губке зажима) на фиг.1. Установка состоит из многовиткового индуктора 1, обеспечивающего нагрев изделий (например, 3iaroTOBOK колец подшипников качения перед раскаткой) , вертикальных направляющих 2, защищающих индуктор от ударов, воспринимакяцих нагрузку при загрузке и выгрузке, а также при перемещении изделия в индукторе, горизонтальных направляющих 3, по которым перемещается тележка 4, поддерживающая снизу изделия, расположенные в икдук-. торе и в загрузочном бункере 5, обеспечивакндая их транспортирование от загрузочного бункера к индуктору и при необходимости обратно. По центру тележки.установлен подъемный стол 6, служащий для подъема (опускания) изделий в индукторе 1 и в загрузочном бункере 5. Боковые стенки бункера ограничивают и удерживают изделия от смещения в стороны. Для уменьшения сопротивления передвижения тележки и изделий (при загрузке и выгрузке) верхний уровень тележки и стола-опоры для изделий образован рядом роликов 7. На тележке 4 вдоль линии ее перемещения ниже верхнего уровня роликов по обе стороны стола 6 размещены упоры 8, служащие задачам перемещения изделий. Между тележкой 4 и индукторюм 1 расположен механизм прижима (для дополнительного уд рживания изделий в период загрузки-выгру ки.) , состоящий из подвижной 9 и неподвижной 10 губок, фиксирующих и центрирующих изделие. Подвижная губка снабжена упором 11, расположенным ниже верхнего уровня роликов тележки, служащим для фиксации поло жения изделия при его подаче под индуктор. Упор смещен от оси индуктора на несколько большее расстояние, чем рабочая-поверхность подвиж ной губки. Сверху над индуктором находится механизм 12 сброса и прие ная площадка 13, на которую выгружа ются нагретые детали и откуда они поступают для последующей обработк например, к раркаточной машине. Работа установки происходит в следующей последовательности. Изделия 14 загружаются в.бункер 5. При этом столб изделий бун1(ера опирается на ряд роликов 7 тележки 4, расположенных справа от подъемного стола 6. Тележка 4. перемещаетс вправо до тех пор, пока стол, 6 не окажется под бункером. Стол опускается на величину, несколько (на 23 мм) превышающую высоту одного изд лия. При этом опускается весь столб изделий, находящихся в бункере. Тележка 4 движется влево. При этом изделие, расположенное на столе (нижнее изделие расположенное в бункере) захватывается упором 8, расположенным справа от стола, и, движется вместе со столом б и тележкой 4. Столб изделий в бункере, уменьшенный на одно издел оказывается лежащим на роликах тележки 4, Тележка 4 движется влево до тех пор, пока стол 6 не окажетс под индуктором 1. Точная фиксация, изделия под индуктором обеспечивае ся упором 11, который позволяет предупредить смещение изделия под действием сил инерции при остановк тележки 4. Подвижная губка 9 механ ма прижима отодвигается от индукто Стол поднимается на высоту, на 23 мм большую одного изделия. При этом верхний уровень роликов на столе б и на тележке 4 совпадает. Подвижная губка движется в сторону индуктора и прижимает изделие 14 к неподвижной губке 10. Тележка движется вправо. В крайнем правом положении тележки изделие, располо женное в индукторе, оказывается ле щим на роликах левой половины теле ки (переходит со стола), а нижнее изделие столба, расположенного в бункере 5, оказывается лежащим на роликах стола (переходит с роликов правой половины тележки). Стол 6 опускается на величину, несколько (на 2-3 мм) превышающую высоту одного изделия. Тележка 4 движется влево и перемещает из бункера 5 под индуктор еще одно изделие. В процессе перемещения тележки изделие в индукторе (нижнее изделие столба) удерживается сначала роликами части тележки (от смещения вниз) и губками механизма прижима (от смещения в горизонтальной плоскости),затем в момент, когда изделие, находящееся на столе, перемещается под изделием, находящимся в индукторе, основную функцию по удержанию изделий в индукторе (от смещения вниз и в горизонтальной плоскости) выполняет механизм прижима. Это позволяет избежать зацепления между верхней плоскостью загружаемого и нижней плоскостью находящегося в индукторе изделия, что с.ущественно при обработке некоторых видов изделий, склонных к такому зацеплению (верхняя и нижняя плоскости имеют .выемки, отверстия и т.д., например,кольца). Поданое под индуктор изделие упирается в упор 11, и губка 9 отходит отгубки 10. Стол 6 поднимает оба изделия 14 (столб) , находящиеся на стол, на высоту, несколько большую высоты одного изделия, до совмещения всех роликов на одной высоте. Тележка движется вправо, цикл повторяется. По мере заполнения индуктора (передвижение изделий снизу вверх) происходит нагрев изделий, выходящее из индуктора изделие нагревается до заданной температуры. После заполнения индуктора изделиями при каждой загрузке очередного изделия происходит выгрузка одного изделия. При подъеме стола верхнее изделие, находившееся в индукторе, выходит за его пределы и сталкивается механизмом 12 сброса на приемную площадку 13, откуда поступает на дальнейшую обработку. При необходимости уменьшения числа изделий в индукторе (запуск индуктора в начале очередирй смены при одно- и двухсменной работе), а также при необходимости полной или частичной разгрузки индуктора с целью его замены (при переходе на другой типоразмер обрабатываемых изделий) или ремонта установка позволяет производить полную или частичную перегрузку изделий из индуктора в бункер. Перегрузка осуществляется в обратной последовательности загрузке. При этом при перемещении тележки 4 влево (в сторону Индуктора) ролики 7 стола 6 по уровню совпадают с роликгиии 7 тележки. Стол подходит под индуктор. Губки 9 и 10 разжимаются, столб изделий оказывается на столе. Стол опускается на высоту одного изделия. Губки 9 и 10 сжимсцотся. Тележка перемещается вправо
(возможен перед этим небольшой дополнительный 2-5 мм ход стола вниз). Изделия в индукторе оказываются при этом лежсццими на левой части тележки Стол с изделием подъезжает под бункер (перемещение изделий обеспечивается левым упором 8 тележки).- Стол изделий бункера оказывается лежащим на изделии, поступившем на стол. Стол поднимается до совпадения уровня роликов стола и тележки. Цикл повторяется.
Формула изобретения
Установка для индукционного нагрева, содержащая вертикальный многовитковый индуктор и расположенные под индуктором подъемный стол, направляющие и механизм прижима, о т л и ч а ю щ а я с я тем, что, с целью упрощения процесса разгрузки индуктора, установка снабжена установленной на направляющих подвижной с толкателем тележкой, на которой установлен подъемный стол.
Источники информации,, принятые во внимание при экспертизе
