Изобретение относится к области индукционного нагрева и может быть применено при индукционном нагреве тонких детале типа рессорных полос.
Известна установка для индукционного нагрева, содержащая наклонно расположенный индуктор методического нагрева, в который изделия заталкиваются гидравлическим толкателем, а удержание стопы изделий в период между заталкиванием очередного изделия осуществляется подпрулсиненными фиксаторами 1.
Недостатком известной установки является повышенный износ направляющих индуктора и рабочих поверхностей фиьхаторов вследствие трения о края заталкиваемой заготовки, находящейся в индукторе, а также соударения изделий в индукторе, так как при подъеме фиксаторов происходит опускание (проседание) столба изделий и их удап о заталкквчемсе изделие.
Известна также установка для индукционного нагрева изделий, содержащая вертикально расположеиный индуктор методического нагрева, снабженный устройством для поддержания стопы изделий, механизм загрузки и механизм выгрузки, устройство для поддержания стопы изделий выполнено в виде двух подпружиненных опорных планок, а механизмы загрузки и выгрузки выполнены в виде гидравлических (пневматических) толкателей 2.
Недостатком известной установки является невозможность плавпой загрузки в индуктор изделий типа рессорных полос и надежной выгрузки их, так как при загрузке таких изделий также происходит интенсивный износ опорных планок при трении их в момент загрузки о края заталкиваемого изделия и края изделия, находящегося в стопе в индукторе; проседание при этом стопы изделий и возникновение их соударений, отклонений изделий по толщине при постоянном ходе механизма загрузки (толкателя) при малой толщине )1зделия может приводить к захвату механизмом выгрузки (сталкивателем) изделия, частично находящегося в индукторе.
Цель изобретения состоит в обеспечении плавпой подачи в вертикально установленный индуктор изделий типа рессорных полок и надежной вы груз-; их.
Поставленная цель достигается тем, что в предлагаемой установке устройство для полдержаиия степы изделии зь:полнено из двух упоров и двух подпружиненных рычагов, чередующихся попарно, а механизм выгрузки установлен на позоротпой плите, ось поворота которой перпендикулярна оси индуктора.
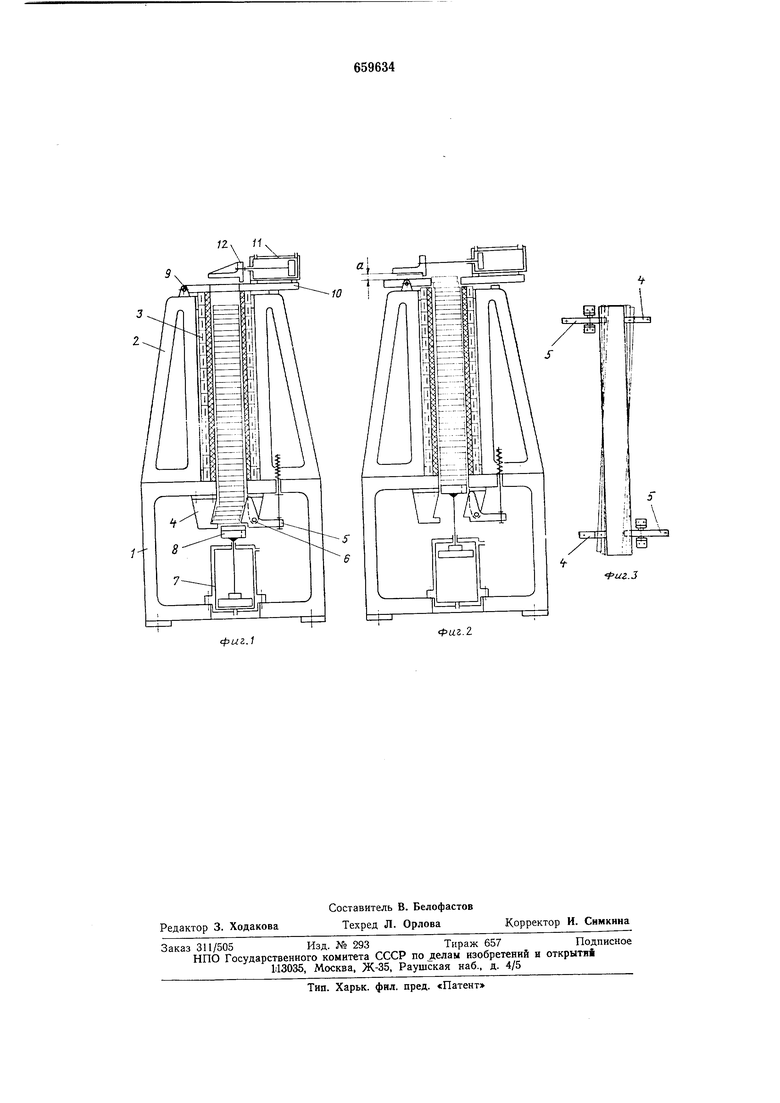
На фиг. 1 показана предлагаемая установка для индукционного нагрева изделий, в которой механизмы загрузки и выгрузки расположены в исходном порядке, общий вид; на фиг. 2 - та же установка с механизмами загрузки и выгрузки в рабочем положении; на ф.иг. 3 - схема работы устройства для ио.ддержания стопы заготовок.
На основании / и стойках 2 вертикально размещен индуктор 3, который в нижней части соединен с устройством для поддерлсания стопы заготовок, состоящим из неподвижных упоров 4, расположенных ио диагонали канала индуктора, и двух подпружиненных рычагов 5, расположенные на другой диагонали и закрепленных на осях 6.
Упоры 4 и подпружиненные рычаги 5 могут взаимодействовать с заготовками, подаваемыми иощтучно снизу с помощью загрузочного механизма, представляющего собой пневмоцилпндр 7, на щтоке которого смонтирован подъемный стол 8, перемещаемый по направляющим (на чертеже не показаны). Над индуктором 3 к одной из стоек 2 с помощью щарнира 9 прикреплена платформа 10, на которой размещен механизм выгрузки изделий, представляющий собой пневмоцилиндр 11, на штоке которого закреплен щибер 12, перемещающийся в направляющих колонках (на чертеже не показаны).
Работа механизмов осуществляется следующим образом.
В индукторе предварительно установлена стопа заготовок. Холодная заготовка подается на стол 5 и включается пневмоцилиндр 7. Он поднимает заготовку до соприкосновения ее с нижней заготовкой стопы и далее приподнимает всю стопу до упора ее в шибер 12. При этом платформа 10 и механизм выгрузки изделий приподнимаются, поворачиваясь на шарнире 9. Это сделано для гарантирования упора стопы в щибер, так как ее высота может колебаться в зависимости от суммы допусков на толщину заготовок, находящихся в индукторе. Далее включается пневмоцилиндр /Л и шибер 12 отделяет от стопы и сталкивает верхнюю нагретую заготовку. Зазор а между шибером и платформой равен приблизительно полутора толщинам заготовки, что обеспечивает захват только одиой заготовки. Далее нневмоцилиндры 7 и 1J возвращаются в исходное положение. Стол 8 с расположенной на нем стопой заготовок перемещается вниз и верхние нагретые заготовки опускаются в канал индуктора. Это предохраняет их от подстуживания в паузах между циклами. Нижние заготовки стопы, взаимодействуя с наклонными поверхностями диагонально расположенных рычагов 5, поворачиваются в горизонтальной плоскости на некоторый угол и ложатся на выступы непадвижных упоров.
При этом вся стопа на них зависает, а
стол опускается ниже и на верхнюю его поверхность может быть загружена следующая заготовка. При ходе стола вверх рычаги 5 под действием этой заготовки приподнимаются и, пропустив заготовку, под
действием пружины возвращаются в исходное положение. Нижние заготовки стопы, скользя по наклонной поверхности неподвижных упоров 4, разворачиваются в горизонтальной плоскости и входят в канал индуктора. Далее цикл повторяется.
Формула изобретения
Установка для индукционного нагрева изделий, содержащая вертикально установленный индуктор с устройством для поддержания стопы изделий, механизм загрузки и механизм выгрузки, отличающаяс я тем, что, с целью обеспечения плавной подачи в индуктор изделий типа рессор.ных полос и надежной выгрузки их, устройство для поддержания стопы выполнено в виде неподвижных упоров и подпружиненных рычагов, чередующихся нопарно, а механизм выгрузки установлен с возможностью поворота перпендикулярно оси индуктора.
Источники информации, принятые во внимание нри экспертизе:
1.Трофимов Н. Д. и Соколов В. Е. Оборудование для горячей штамповки с электронагревом. Машгиз, 1972, с. 63-64.
2.Лозинский М. Г. Промышленное применение индукционного нагрева. 1958,
с. 453, фиг. 356.
ФигЛ
Фиг.2

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для термообработки длинномерных изделий | 1989 |
|
SU1696509A1 |
| Установка для индукционного нагрева и подачи на последующую обработку листовых заготовок | 1984 |
|
SU1268625A1 |
| УСТРОЙСТВО ДЛЯ ИНДУКЦИОННОГО НАГРЕВА КОНЦОВ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ И ИХ ПОДАЧИ К ТЕХНОЛОГИЧЕСКИМ ПОЗИЦИЯМ | 1999 |
|
RU2150517C1 |
| Индукционная установка для нагрева заготовок | 1983 |
|
SU1164285A1 |
| Устройство для индукционного нагрева заготовок | 1976 |
|
SU551382A1 |
| Установка для индукционного нагрева заготовок | 1977 |
|
SU618427A1 |
| Устройство для накопления и поштучной выдачи заготовок | 1983 |
|
SU1184590A1 |
| Магазинное загрузочное устройство | 1985 |
|
SU1281375A1 |
| Стан для накатки зубчатых профилей | 1990 |
|
SU1814953A1 |
| А. И. Косырев, А. Ф. Астахов, А. Ф. Белов, В. А. Цыценко,В. В. Сорокин и В. К. Александров | 1969 |
|
SU249506A1 |