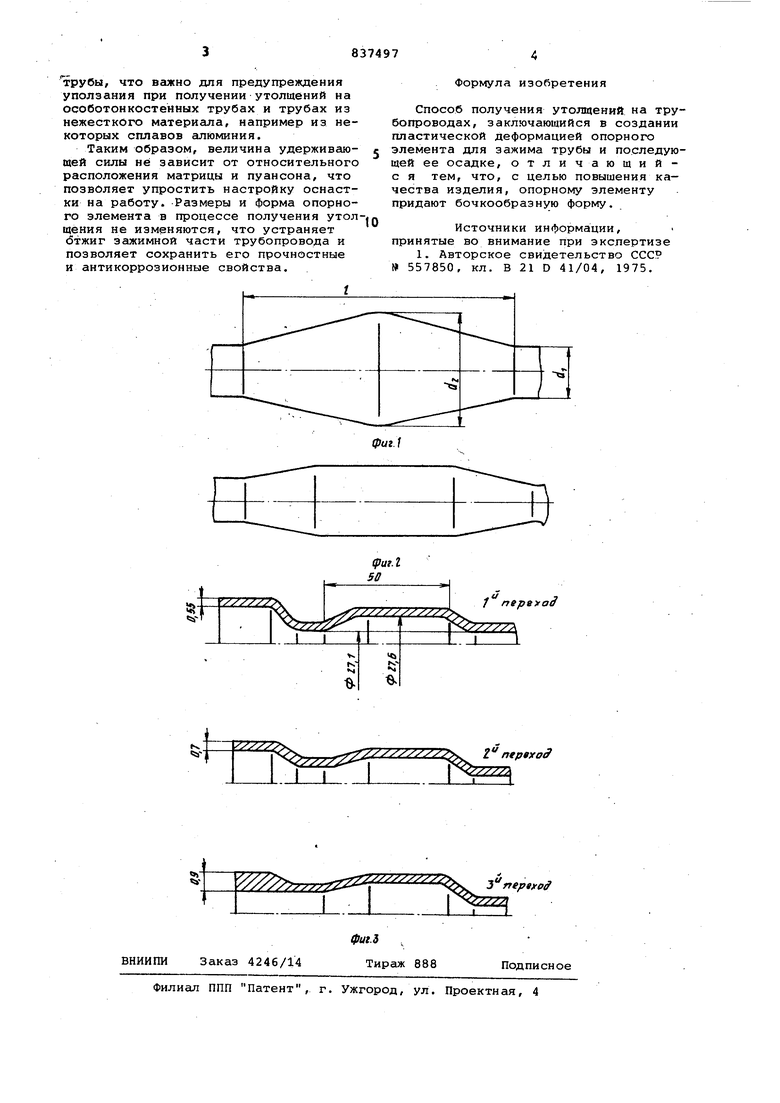
Изобретение относится к обработке металлов давлением и может быть использовано для производства труб неограниченной длины с утолщениями. Известен способ получения утолщений на трубопроводах, заключающийся в создании пластической деформацией опорного элемента для зажима трубы и последующей ее осадке 1. Однако данный способ не обеспечивает получения изделий достаточно высокого качества ввиду ухудшения прочностных и антикоррозионных свой материала трубы в зоне зажима. Цель изобретения - повышение ка.чества изделия. Поставленная цель достигается тетм что опорному элементу придают бочкообразную форму. На фиг. 1 показан опорный элемент на фиг. 2 - опорный элемент, вариант на фиг. 3 - переходы получения утолщения. В качестве параметра опорного эле мента бочкообразной формы можно принять величину dc7, - d- г4е I - длина опорного ..элемента ; d.H максимальный и минимальный диаметры опорного элемента . Величина d - dj в случае, если труба, в дальнейшем калибруется, выби-рается из условия прочности. Длина опорного элемента выбирается из условия f 0,01. Предельная длина выбирается из допустимых с экономической и технической точек зрения размеров матрицы. Предлагаемая форма опорного элемента позволяет получить удерживающую силу, которая остается постоянной на всех переходах получения утолщения. Под действием силы осадки в опорном элементе возникает изгибающий момент, под действием которого труба прижимается к стенке матрицы. Прижимающее действие момента, во-первых, увеличивает силу трения, во-вторых, делает трубу как бы более жесткой, так как становится труднее протолкнуть в сужающее отверстие на выходе матрицы. При одних и тех же размерах опорного элемента действие момента тем эффективнее, чем меньше относительная толщина и жесткость стенки
трубы, что важно для предупреждения уползания при получении утолщений на особотонкостенных трубах и трубах из нежесткого материала, например из некоторых сплавов алюминия.
Таким образом, величина удерживающей силы не зависит от относительного расположения матрицы и пуансона, что позволяет упростить настройку оснастки на работу. -Размеры и форма опорного элемента в процессе получения утол щения не изменяются, что устраняет отжиг зажимной части трубопровода и позволяет сохранить его прочностные и антикоррозионные свойства.
Формула изобретения
Способ получения утолщений на трубопроводах, заключающийся в создании пластической деформацией опорного элемента для зажима трубы и последующей ее осадке, отл и чающий с я тем, что, с целью повышения качества изделия, опорному элементу придают бочкообразную форму.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 557850, кл. В 21 D 41/04, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления утолщений на трубопроводах | 1978 |
|
SU721225A1 |
| Способ получения утолщений на трубопроводах | 1980 |
|
SU871971A1 |
| Способ получения утолщений на трубопроводах | 1982 |
|
SU1021508A1 |
| Способ получения утолщения на концах труб | 1977 |
|
SU626863A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЛИННОМЕРНЫХ ШЛИЦЕВЫХ ВАЛОВ С ХВОСТОВИКОМ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1998 |
|
RU2132762C1 |
| СПОСОБ ОБРАБОТКИ КОНЦОВ ТРУБ ДЛЯ СОЕДИНЕНИЙ ТРУБОПРОВОДОВ И ШТАМП, ИСПОЛЬЗУЕМЫЙ В ЭТОМ СПОСОБЕ | 2002 |
|
RU2222404C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ БОЧКООБРАЗНОЙ ФОРМЫ | 2013 |
|
RU2548867C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ, РАВНОПРОЧНЫХ С ИСХОДНОЙ ТРУБОЙ | 2001 |
|
RU2205713C2 |
| СПОСОБ ВЫСАДКИ УТОЛЩЕНИЯ НА ПРУТКОВОМ МАТЕРИАЛЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2071857C1 |
| Способ формирования многогранных головок болтов | 1989 |
|
SU1764757A1 |
1
1 переход
