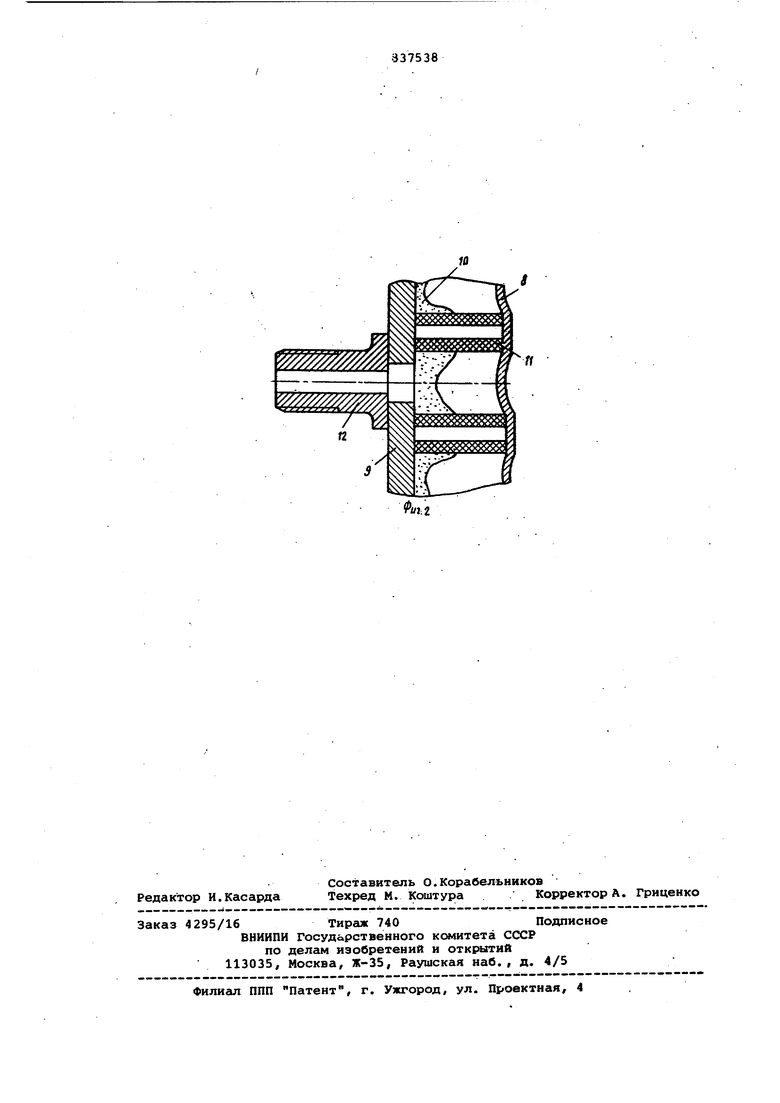
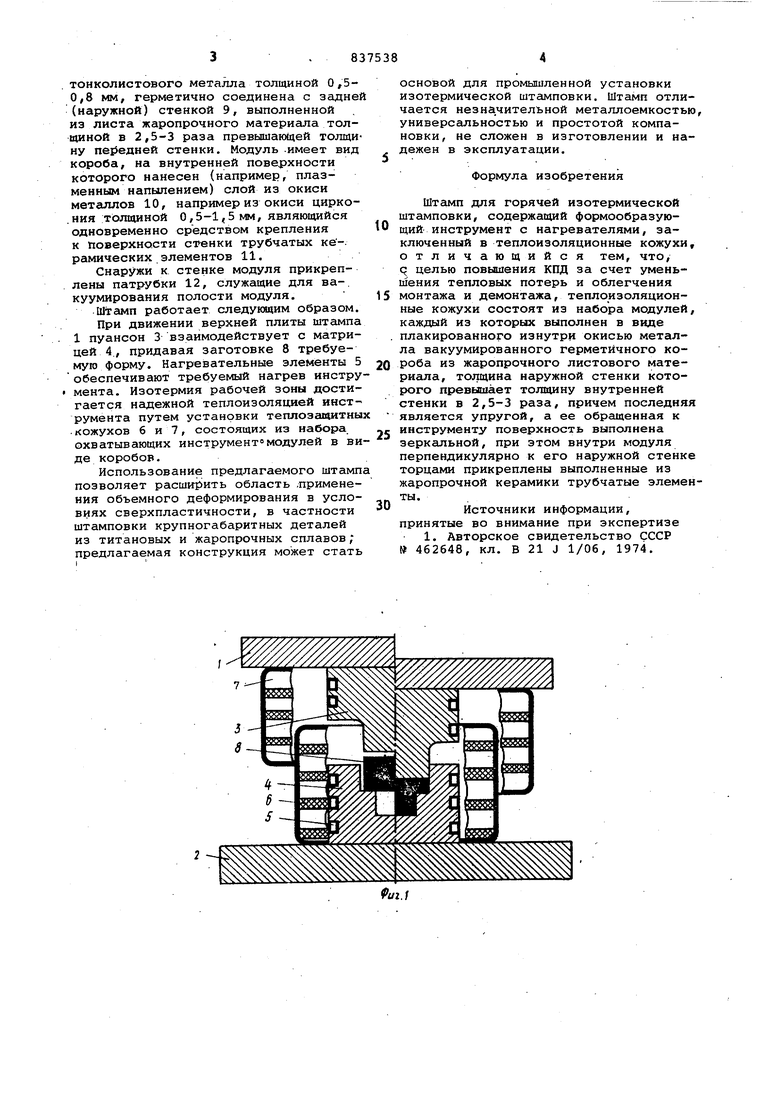
тонколистового металла толщиной О,50,8 мм, герметично соединена с задней (наружной) стенкой 9, выполненной из листа жаропрочного материала толщиной в 2,5-3 раза превышающей толщи ну пе1 едней стенки. Модуль .имеет вид короба, на внутренней поверхности которого нанесен (например, плазменным напылением) слой из окиси металлов 10, например из окиси цирко.ния толщиной 0,5-1,5 мм, являющийся одновременно средством крепления к поверхности стенки трубчатых ке-. рамических элементов 11. Снаружи к стенке модуля прикреплены патрубки 12, служащие для ва-. куумирования полости модуля. Штамп работает следующим образом. При движении верхней плиты штампа . 1 пуансон 3 взаимодействует с матрицей 4, придавая заготовке 8 требуемую форму. Нагревательные элементы 5 обеспечивают требуемый нагрев инстру . мента. Изотермия рабочей зоны достигается надежной теплоизоляцией инструмента путем установки теплозгицитны кожухов 6 и 7, состоящих из набора. охватывающих инструмент модулей в ви де коробов. Использование предлагаемого штамп позволяет расширить область /применения объемного деформирования в уелоВИЯХ сверхпластичности, в частности штамповки крупногабаритных деталей из титановых и жаропрочных сплавов; предлагаемая конструкция может стать основой для промышленной установки изотермической штамповки. Штамп отличается незна.чительной металлоемкостью, универсальностью и простотой компановки, не сложен в изготовлении и надежен в эксплуатации. Формула изобретения Штамп для горячей изотермической штамповки, содержащий формообразующий инструмент с нагревателями, заключенный в теплоизоляционные кожухи, отличающийся тем, что, 9 целью повышения КПД за счет уменьшения тепловых потерь и облегчения монтажа и демонтажа, теплоизоляционные кожухи состоят из набора модулей, каждый из которых выполнен в виде плакированного изнутри окисью металла вакуумированного герметичного короба из жаропрочного листового материала, толщина наружной стенки которого превышает толщину внутренней стенки в 2,5-3 раза, причем последняя является упругой, а ее обращенная к инструменту поверхность выполнена зеркальной, при этом внутри модуля перпендикулярно к его наружной стенке торцами прикреплены выполненные из жаропрочной керамики трубчатые элементы. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 462648, кл. В 21 J 1/06, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для горячего изотермического деформирования | 1987 |
|
SU1505652A1 |
| Штамп для закрытой объемной,преимущественно,изотермической штамповки | 1982 |
|
SU1127679A1 |
| Устройство для горячего изотермического деформирования | 1987 |
|
SU1712052A1 |
| БЛОК НАГРЕВА ШТАМПОВ ДЛЯ ИЗОТЕРМИЧЕСКОЙ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 2011 |
|
RU2464172C1 |
| Инструментальный узел устройства для изотермической штамповки | 1982 |
|
SU1106572A1 |
| УСТРОЙСТВО ДЛЯ ИЗОТЕРМИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 1989 |
|
SU1674430A1 |
| СПОСОБ ИОННО-ПЛАЗМЕННОГО НАНЕСЕНИЯ ПОКРЫТИЯ В ВАКУУМЕ НА ПОВЕРХНОСТЬ ГРАВЮРЫ ШТАМПА ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2010 |
|
RU2478139C2 |
| Штамп для горячего деформирования | 1982 |
|
SU1049160A1 |
| СПОСОБ НАНЕСЕНИЯ МНОГОСЛОЙНОГО ИОННО-ПЛАЗМЕННОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ГРАВЮРЫ ШТАМПА ИЗ ЖАРОПРОЧНОГО НИКЕЛЕВОГО СПЛАВА | 2016 |
|
RU2631573C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОЙ ЗАГОТОВКИ ТИПА "ДИСК-ВАЛ" ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2019 |
|
RU2706925C1 |