Изобретение относится к области холодной объемной штамповки стержневых изделий с головками типа шаровых пальцев.
Известен способ холодной штамповки шарового пальца [Пат. 2441728, РФ, МПК B21K 1/46. Способ изготовления шарового пальца. / В.В. Евстифеев, А.И. Добрынин, И.И. Завьялов, А.А. Александров], который изготавливают из листовой заготовки. На первых двух операциях вытяжкой получают полуфабрикат в виде стакана с наружным диаметром, равным наибольшему диаметру сферической головки. На последующих операциях производят обрезку припуска по открытому торцу. Далее осуществляют операцию предварительного редуцирования, затем редуцирования стержневой части. При этом предварительно формируют конус с размерами, соответствующими параметрам готовой детали, и закрытую головку полого шарового пальца. Затем осуществляют операции редуцирования конца под резьбу и калибровки стержневой и сферической частей.
Однако известный способ обладает следующими недостатками: высокая трудоемкость изготовления из-за множества переходов; необходимость изготовления большого количества инструментальных наладок.
Из известных технических решений наиболее близким по совокупности существенных признаков к заявляемому объекту является способ изготовления полого шарового пальца [Пат. 1221811, SU, МПК B21H 1/18. Способ изготовления шаровых пальцев. / В.Г. Шибаков, В.И. Семендий, З.Р. Зиннатулин, Р.С. Кужагильдин, Ю.Г. Шибаков, P.M. Назмутдинов]. В вышеуказанном способе используют парную цилиндрическую заготовку и прокатывают ее с разделением поперечно-клиновой прокаткой, с целью экономии металла путем изготовления полых шаровых пальцев заготовку выполняют с цилиндрической полостью, диаметр которой равен наибольшему диаметру полости стержневой части полого шарового пальца. Этот способ обладает недостатками:
1. При поперечно-клиновой прокатке в некоторых сечениях заготовки искажается волокнистая структура с возможными разрывами волокон.
2. Размеры полого шарового пальца нестабильны за счет допускаемых отклонений на прокат и неравномерной усадки при остывании.
3. Прокатка производится с нагревом, что, как известно, увеличивает стоимость производства.
Задачей изобретения является разработка способа изготовления шарового пальца, обеспечивающего увеличение рабочего ресурса инструмента, расширение номенклатуры по новизне использования трубной заготовки в холодной объемной штамповке в изготовлении пальца, увеличение срока службы эксплуатации, улучшение показателей качества готовых деталей и постановку на полностью автоматизированное производство.
Указанный технический результат достигается тем, что способ изготовления полого шарового пальца, включающий холодную штамповку исходной заготовки по переходам, на которых осуществляют получение конической части с размерами, соответствующими размерам конической части готового шарового пальца, редуцирование части заготовки под накатку резьбы и формирование сферической головки, при этом в качестве исходной заготовки используют трубную заготовку, причем коническую часть с размерами, соответствующими размерам конической части готового шарового пальца, получают на первом переходе штамповки прямым выдавливанием, а редуцирование части заготовки под накатку резьбы производят на втором переходе, после чего обжимом формируют сферическую головку.
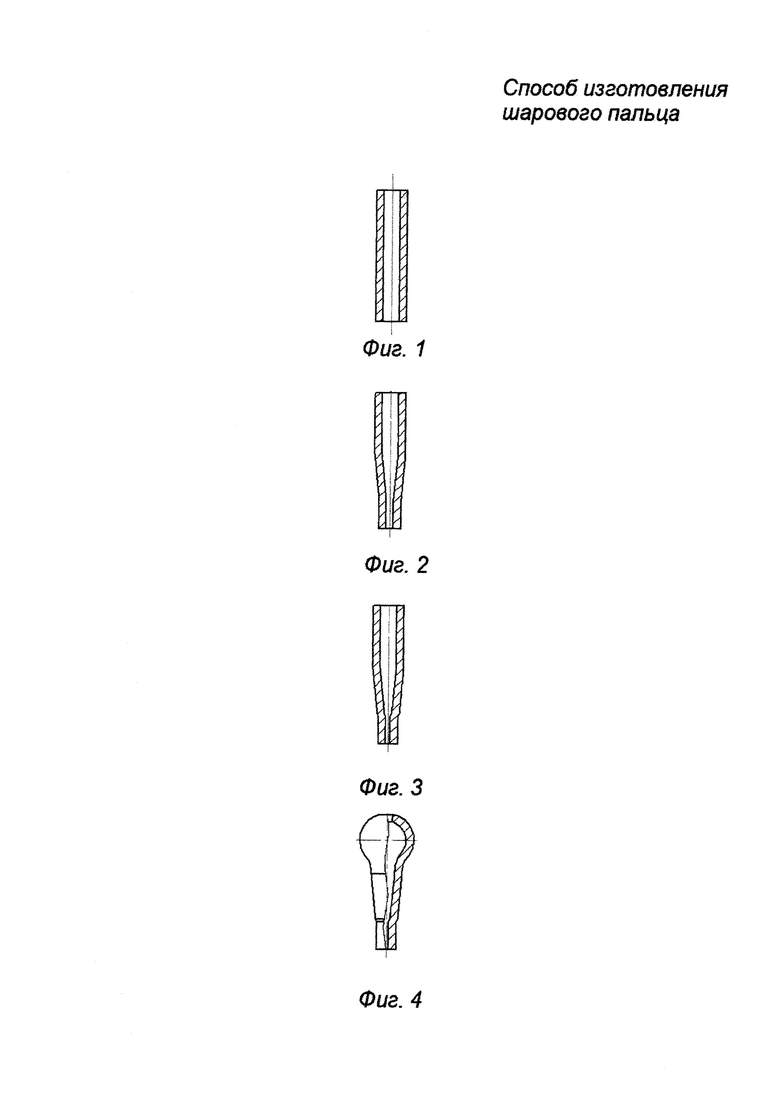
Сущность изобретения поясняется нижеследующим описанием и прилагаемыми к нему чертежами, где:
на Фиг. 1 - трубная заготовка с толщиной, выбираемой по требуемой прочности сечений;
на Фиг. 2 - прямое выдавливание / закрытое редуцирование, предотвращающее искривление оси заготовки;
на Фиг. 3 - редуцирование (обжим нижней части заготовки до диаметра, требующегося для накатки резьбы);
на Фиг. 4 - обжим головки в сферических полостях верхнего и нижнего инструментов.
Заявляемый способ заключается в следующем. Шаровой палец изготавливают холодной объемной штамповкой из трубной заготовки круглого сечения (Фиг. 1). На первом переходе осуществляют операцию прямого выдавливания / закрытого редуцирования полой конической части пальца, размеры которого соответствует размерам готовой детали (Фиг. 2), на втором переходе производят операцию редуцирования (Фиг. 3) нижней стержневой части под накатку резьбы. Далее производится операция обжима сферической головки шарового пальца (Фиг. 4).
Изготовление по предлагаемому способу полого шарового пальца позволяет:
1. Воспроизвести его в неограниченном количестве.
2. Увеличить рабочий ресурс полого шарового пальца за счет плавного следования волокнистой структуры конфигурации детали.
3. Выбирать толщину стенки трубной заготовки в зависимости от необходимой прочности.
4. Полностью автоматизировать производство полого шарового пальца.
5. Повысить стойкость инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВОГО ПАЛЬЦА | 2013 |
|
RU2545873C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВОГО ПАЛЬЦА | 2010 |
|
RU2441728C1 |
| СПОСОБ ШТАМПОВКИ ШАРОВОГО ПАЛЬЦА | 1999 |
|
RU2138360C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВЫХ ПАЛЬЦЕВ | 2002 |
|
RU2212973C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВЫХ ПАЛЬЦЕВ | 2002 |
|
RU2238167C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ГОЛОВКОЙ И КОНИЧЕСКИМ УЧАСТКОМ НА СТЕРЖНЕ | 2007 |
|
RU2336143C1 |
| Способ штамповки стержневых деталей с головкой | 2023 |
|
RU2840861C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВ С ВНУТРЕННИМ ШЕСТИГРАННИКОМ | 2001 |
|
RU2204457C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 2000 |
|
RU2175277C1 |
| СПОСОБ ШТАМПОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С МАССИВНОЙ ГОЛОВКОЙ, СОДЕРЖАЩЕЙ ПОЛОСТЬ | 1991 |
|
RU2083312C1 |
Изобретение относится к области обработки металлов давлением и может быть использовано для получения холодной объемной штамповкой изделий типа полого шарового пальца. Исходную трубную заготовку подвергают холодной объемной штамповке по переходам. На первом переходе прямым выдавливанием получают коническую часть с размерами, соответствующими размерам конической части готового шарового пальца. На втором переходе редуцируют часть заготовки под накатку резьбы. Затем обжимом формируют сферическую головку. В результате обеспечивается повышение качества полученных изделий и увеличение рабочего ресурса используемого технологического инструмента. 4 ил.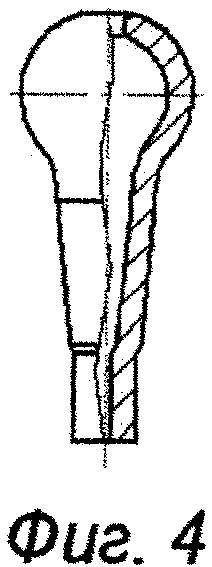
Способ изготовления полого шарового пальца, включающий холодную штамповку исходной заготовки по переходам, на которых осуществляют получение конической части с размерами, соответствующими размерам конической части готового шарового пальца, редуцирование части заготовки под накатку резьбы и формирование сферической головки, отличающийся тем, что в качестве исходной заготовки используют трубную заготовку, причем коническую часть с размерами, соответствующими размерам конической части готового шарового пальца, получают на первом переходе штамповки прямым выдавливанием, а редуцирование части заготовки под накатку резьбы производят на втором переходе, после чего обжимом формируют сферическую головку.
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВОГО ПАЛЬЦА | 2010 |
|
RU2441728C1 |
| Способ изготовления полых шаровых пальцев (его варианты) | 1983 |
|
SU1238876A1 |
| Способ изготовления шаровых пальцев | 1978 |
|
SU764820A1 |
| US 6038771 A, 21.03.2000 | |||
| US 3221527 A, 07.12.1965. | |||

