Изобретение относится к холодной обработке металлов давлением и может быть использовано при изготовлении деталей типа шаровых пальцев.
Известен способ изготовления шаровых пальцев, включающий прямое выдавливание хвостовика, формообразование конуса и высадку головки, при этом формообразование конуса осуществляют в две стадии: при относительной длине конуса 
Известный способ изготовления имеет следующие недостатки:
- низкая стойкость инструмента при прямом выдавливании хвостовика и участка конуса в связи с высокими удельными нагрузками на инструмент;
- низкое качество шарового пальца, так как при получении редуцированием оставшейся части конуса в связи с большой площадью поверхности конуса возникает контактное трение, препятствующее деформированию;
- потеря устойчивости заготовки при высадке относительно большой шаровой головки за два перехода.
Известен способ изготовления шаровых пальцев, включающий отрезку цилиндрической заготовки, предварительную штамповку прямым выдавливанием цилиндрического хвостовика, конического участка и соединяющей их фаски, а также окончательную штамповку, при которой высаживают шаровую головку и одновременно формообразуют коническую часть изделия. В процессе предварительной штамповки конический участок выдавливают длиной не более 1,2 диаметра его большего основания, равного диаметру исходной заготовки и диаметру большего основания конической части готового изделия, с тем же углом наклона образующей, что и у конической части готового изделия. (Авторское свидетельство СССР №1252010, кл. В21К 1/00).
Данный способ имеет ряд недостатков:
- низкую стойкость инструмента при прямом выдавливании цилиндрического хвостовика, конического участка и соединяющей их фаски с заданной длиной конуса 
- потерю устойчивости заготовки при высадке относительно большой шаровой головки за два перехода.
Наиболее близким к предлагаемому является способ изготовления шаровых пальцев, включающий отрезку заготовки, первую предварительную высадку головки и предварительное редуцирование стержня, вторую предварительную высадку головки и окончательное редуцирование стержня с окончательным оформлением конуса, окончательную высадку шаровой головки, при этом на стадии предварительного редуцирования стержня производят предварительное формирование конуса на части стержня, примыкающей к подголовной цилиндрической части, с углом, равным углу оформленного конуса (Патент РФ №2095185, кл. В21К 1/46).
Недостатками данного способа являются
- низкое качество формирования конуса при его относительной длине


- не решена проблема стойкости инструмента на позиции формирования конуса.
Задачей изобретения является повышение качества готовых деталей, возможность высадки относительно большой шаровой головки, повышение стойкости инструмента при высадке шаровых пальцев с относительно длинным конусом

Поставленная задача решена тем, что в способе изготовления шаровых пальцев, включающем отрезку заготовки, первую предварительную высадку головки, совместную с предварительным редуцированием стержня и формированием конуса на части стержня, примыкающей к подголовной цилиндрической части, с углом, равным углу окончательно оформленного конуса, вторую предварительную высадку головки и окончательное редуцирование стержня с оформлением конуса, окончательную высадку шаровой головки, согласно изобретению в процессе предварительного редуцирования стержня формируют редуцированием конический участок длиной Lp≤dш совместно с осадкой конического участка длиной Lo≤dш, а диаметр заготовки выбирается из соотношения dзaг=(0,8…0,95)dш, где dш - диаметр части стержня, примыкающей к шаровой головке.
Сущность предлагаемого изобретения и его отличия от известных прототипов поясняется чертежом, где показан предлагаемый способ изготовления шаровых пальцев по переходам технологического процесса.
Способ изготовления осуществляется следующим образом: от прутка или бунта отрезают заготовку. На первой позиции осуществляют первую предварительную высадку головки, предварительное редуцирование стержня и формирование конуса на части стержня, примыкающей к подголовной цилиндрической части, с углом, равным углу окончательно оформленного конуса, при этом в процессе предварительного редуцирования стержня формируют редуцированием конический участок длиной Lp совместно с осадкой конического участка длиной Lo, а диаметр заготовки выбирается из соотношения dзaг=(0,8…0,95)dш, где dш - диаметр части стержня, примыкающей к шаровой головке. На второй позиции осуществляют вторую предварительную высадку головки и окончательное редуцирование стержня с оформлением конуса. На третьей формообразующей позиции производят окончательную высадку шаровой головки.
Использование данного способа позволит изготавливать шаровые пальцы с относительно большой головкой, значительно повысить стойкость инструмента при высадке шаровых пальцев с относительно длинным конусом

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВЫХ ПАЛЬЦЕВ | 2002 |
|
RU2212973C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВЫХ ПАЛЬЦЕВХ | 1996 |
|
RU2095185C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВОГО ПАЛЬЦА | 2013 |
|
RU2545873C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВЫХ ПАЛЬЦЕВ | 2017 |
|
RU2652331C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 2009 |
|
RU2393937C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВЫХ ПАЛЬЦЕВ | 2010 |
|
RU2433011C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТА С ФАСОННОЙ ГОЛОВКОЙ И ФЛАНЦЕМ | 2007 |
|
RU2344015C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ГОЛОВКОЙ И КОНИЧЕСКИМ УЧАСТКОМ НА СТЕРЖНЕ | 2007 |
|
RU2336143C1 |
| СПОСОБ ШТАМПОВКИ ШАРОВОГО ПАЛЬЦА | 1999 |
|
RU2138360C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВЫХ ПАЛЬЦЕВ | 2002 |
|
RU2238167C2 |
Изобретение относится к холодной обработке металлов давлением и может быть использовано при изготовлении деталей типа шаровых пальцев. После отрезки заготовки на первой позиции осуществляют первую предварительную высадку головки, предварительное редуцирование стержня и формирование конуса на части стержня, примыкающей к подголовной цилиндрической части. Угол формируемого конуса равен углу окончательно оформленного конуса. При этом в процессе предварительного редуцирования формируют редуцированием конический участок длиной Lp≤dш совместно с осадкой конического участка длиной Lo≤dш, где dш - диаметр части стержня, примыкающей к шаровой головке. Диаметр заготовки dзаг выбирают из соотношения dзаг=(0,8…0,95)dш. На второй позиции осуществляют вторую предварительную высадку головки и окончательное редуцирование стержня с оформлением конуса. На третьей формообразующей позиции производят окончательную высадку шаровой головки. В результате обеспечивается возможность изготовления шаровых пальцев с головкой и конусом относительно больших размеров, повышение стойкости инструмента и качества готового изделия. 1 ил.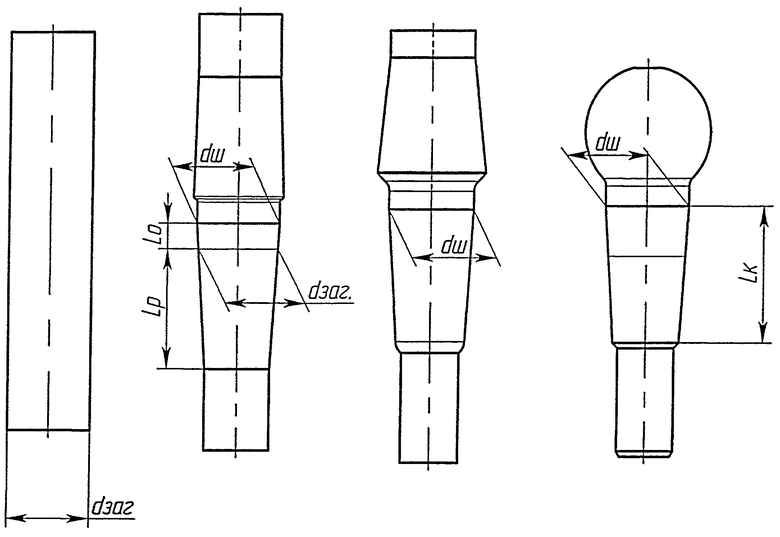
Способ изготовления шаровых пальцев, включающий отрезку заготовки, первую предварительную высадку головки совместно с предварительным редуцированием стержня и формированием конуса на части стержня, примыкающей к его подголовной цилиндрической части, с углом, равным углу окончательно оформленного конуса, вторую предварительную высадку головки и окончательное редуцирование стержня с оформлением конуса, окончательную высадку шаровой головки, отличающийся тем, что в процессе предварительного редуцирования стержня формируют редуцированием конический участок длиной Lp≤dш совместно с осадкой конического участка длиной Lo≤dш, а диаметр заготовки выбирают из соотношения dзаг=(0,8…0,95)dш, где dш - диаметр части стержня, примыкающей к шаровой головке.
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВЫХ ПАЛЬЦЕВХ | 1996 |
|
RU2095185C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВЫХ ПАЛЬЦЕВ | 2002 |
|
RU2212973C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВЫХ ПАЛЬЦЕВ | 2002 |
|
RU2238167C2 |
| JP 63076733 А, 07.04.1988 | |||
| Способ соединения проволочных поясов (бандажей) на кипах волокнистых материалов | 1960 |
|
SU137326A1 |

