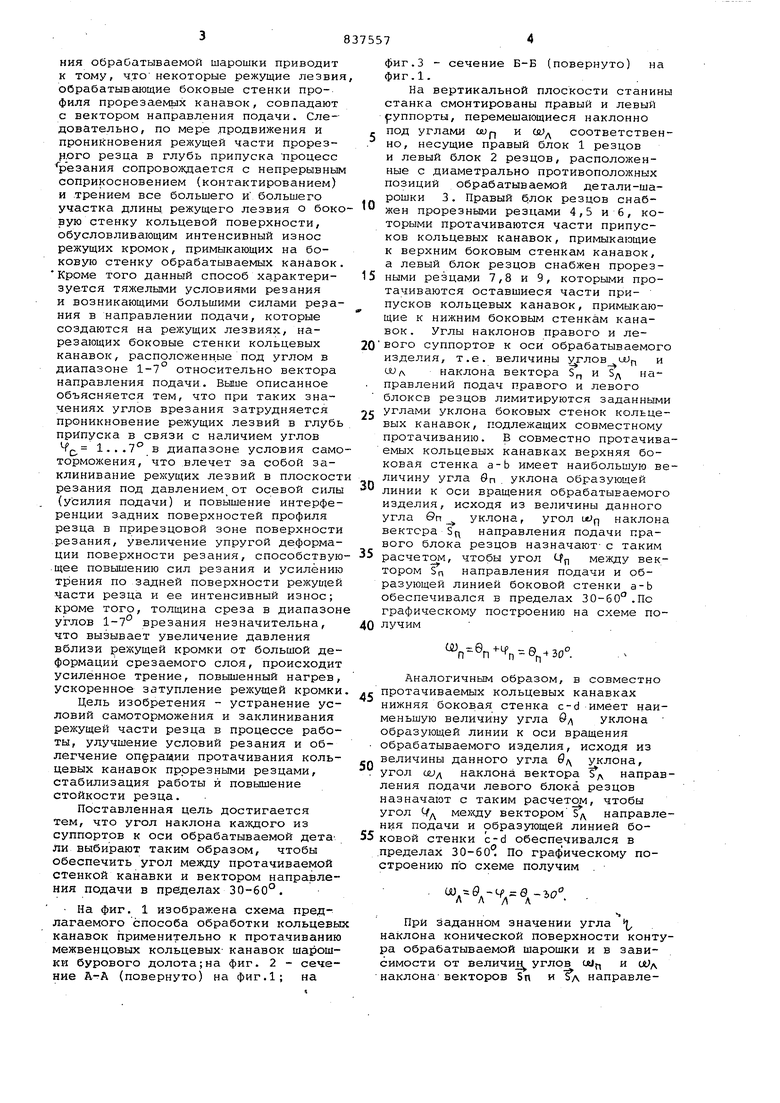
Изобретение относится к технологии обработки резанием изделий машиностроения и разработано применительно к протачиванию межвенцовых кольцевых канавок шарошки бурового долота. Известен технологический процесс механической обработки на заводах, изготавливающих буровые трехшарошечные долота, согласно которому протачивание межвенцовых кольцевых канавок шарошки выполняется на специаль ном вертикальном агрегатном токарном станке-полуавтомате модели СМ-258. Инструментальная наладка станка для протачивания межвенцовых кольцевых канавок шарошки составлена из правого и левого блоков прорезных резцов .вставленных в резцедержатели, установленные на наклонные суппорты, каж дый из которых смонтирован на вертикальной плоскости станины станка и перемещается с, зеркально противоположных позиций под углом 50° относительно вертикальной оси вращения обрабатываемой детали-шарошки. По циклу работы сначала протачиваются нижние половины профилей канавок рабочим ходом правого суппорта,а за тем снимаются оставшиеся части припусков с верхних половин профилей канавок рабочим ходом левого суппорта l . Недостатком данного способа является то, что координация направления движения подачи суппортов с блоками резцов под углом 50° наклона относительно оси вращения обрабатываемой шарошки не обеспечивает получение у боковых режущих лезвий необходимых величин углов врезания и нормальных гебметрических параметров режущей частирезца в плоскости, параллельной направлению подачи, и тем самым, затрудняет процесс резания, ухудшает разрешанйцую способность резца, увеличивает силы резания, вызывает увеличение деформации системы СПИД, усиливает трение и тепловыделение в зоне резания, снижает стойкость резца, уменьшает эффект СОЖ, ухудшает качество и точность обработки. На износостойкость прорезных резцов особенно.сильное влияние оказывает угол, создаваемый между направлением движения подачи и режущим лезвием, поэтому характерный недостаток данного способа заключается в том, что направление движения подачи резцов под углом 50 относительно оси враадения обрабатываемой шарошки приводит к тому, ЧТОнекоторые режущие лезвия обрабатывающие боковые стенки профиля прорезаемых канавок, совпадают с вектором направления подачи. Следовательно, по мере продвижения и проникновения режущей части прорезН.ого резца в глубь припуска процесс резания сопровождается с непрерывным соприкосновением (контактированием) и .трением все большего и большего участка длины, режущего лезвия о боко вую стенку кольцевой поверхности, обусловливающим интенсивный износ режущих кромок, примыкающих на боковую стенку обрабатываемых канавок. Кроме того данный способ характеризуется тяжелыми условиями резания и возникающими большими силами резания в направлении подачи, которые создаются на режущих лезвиях, нарезающих боковые стенки кольцевых канавок, расположенные под углом в диапазоне 1-7° относительно вектора направления подачи. Выше описанное объясняется тем, что при таких значениях углов врезания затрудняется проникновение режущих лезвий в глубь припуска в связи с наличием углов ( 1...7° в диапазоне условия само торможения, что влечет за собой заклинивание режущих лезвий в плоскост резания под давлением от осевой силы (усилия подачи) и повышение интерференции аадних поверхностей профиля резца в прирезцовой зоне поверхности .резания, увеличение упругой деформации поверхности резания, способствую .щее повышению сил резания и усилению трения по задней поверхности режущей части резца и ее интенсивный износ; кроме того, толщина среза в диапазон углов 1-7° врезания незначительна, что вызывает увеличение давления вблизи кромки от большой деформации срезаемого слоя, происходит усиленное трение, повьошенный нагрев, ускоренное затупление режущей кромки Цель изобретения - устранение условий самоторможения и заклинивания режущей части резца в процессе работы, улучшение условий резания и облегчение оп§ращии протачивания кольцевых канавок прорезными резцами, стабилизация работы и повышение стойкости резца. Поставленная цель достигается Тем, что угол наклона ка кдого из суппортов к оси обрабатываемой дета ли выбирают таким образом, чтобы обеспечить угол между протачиваемой стенкой канавки и вектором направления подачи в пределах 30-60°. На фиг. 1 изображена схема предлагаемого способа обработки кольцевы канавок применительно к протачиванию межвенцовых кольцевых- канавок шарошки бурового долота;на фиг. 2 - сечение А-А (повернуто) на фиг.1; на фиг. 3 - сечение Б-Б (повернуто) на фиг.1. На вертикальной плоскости станины станка смонтированы правый и левый уппорты, перемешающиеся наклонно под углами оор и оУд соответственно, несущие правый блок 1 резцов и левый блок 2 резцов, расположенные с диаметрально противоположных позиций обрабатываемой детали-шарошки 3. Правый блок резцов снабжен прорезными резцами 4,5 и 6, которыми протачиваются части припусков кольцевых канавок, примыкающие к верхним боковым стенкам канавок, а левый блок резцов снабжен прорезными резцами 7,8 и 9, которыми протачиваются оставшиеся части припусков кольцевых канавок, примыкающие к нижним боковым стенкам канавок. Углы наклонов правого и леЕОго суппортов к оси обрабатываемого изделия, т.е. величины yfnoB. и Шл наклона вектора Sp, и S/y направлений подач правого и левого блоков резцов лимитируются заданными углами уклона боковых стенок кольцевых канавок, подлежащих совместному протачиванию. В совместно протачиваемых кольцевых канавках верхняя боковая стенка а-Ь имеет наибольшую величину угла вп . уклона образующей линии к оси вращения обрабатываемого изделия, исходя из величины данного угла 0п уклона, угол uti наклона вектора 5д направления подачи правого блока резцов назначают- с таким расчетом, чтобы угол Ц между вектором Sn направления подачи и образующей линией боков.ой стенки а-Ь обеспечивался в пределах 30-60°.По графическому построению на схеме получим,. Аналогичным образом, в совместно протачиваемых кольцевых канавках нижняя боковая стенка c-d имеет наименьшую величину угла д/ уклона образующей линии к оси вращения обрабатываемого изделия, исходя из величины данного угла б/ уклона, угол ог;д наклона вектора д направления подачи левого блока резцов назначают с таким расчетом, чтобы угол t/д меходу вектором 5д направления подачи и образующей линией боковой стенки c-d обеспечивался в пределах 30-60 По графическому построению пЪ схеме получим . При заданном значении угла Ч, наклона конической поверхности контура обрабатываемой шарошки и в зависимости от величин углов сл, и оУд наклона векторов Sn и д направлеНИИ подач правого и левого блоков резцов получаются углы 6/ между векторами направлений подач и направлениями измерений глубины h кольцевой канавки на позициях правого и левого суппортов. По графическому построению на схеме углы 6п и 6д вычисляются равенствами
г %-Эа°; .
в случае получения неравных друг другу углов 6р и 6д длины путей (ходов) при обработке у правого и левого суппортов будут различными величинами. Поэтому для тогсЗ, чтобы осуществить одновременны финиш (окончание) протачивания кольцевых канавок обоими блоками резцов, величины БП и 5д скоростей подач принимают в пропорциональной зависимости
С09(Ьп
-К COS 6.
3 1
где К, коэффициент пропорциональности скоростей S и 5д подач.
При этом, перед началом обработки и левый суппорты с блоками резцов отводятся на равные расстояния (ЕП Вд) от контура обрабатываемого изделия, предусматривающие быстрый подвод и рабочий ход суппортов в соответствии с циклом работы станка. Если правый и левый суппорты будут иметь равные величины скоростей подач
(Sn 5д) , тогда, чтобы осуществить одновременный финиш (окончание) протачивания кольцевых канавок обоими
, блоками резцов, расстояния „ и Вд отвода правого и левого суппортов с блоками резцов от контура обрабаты5 Баемого изделия назначают в пропорциональной зависимости
cosily cosS 1
где Кр - коэффициент пропорциональности расстояний 6р и8д..Настройку взаимного положения резцов производят по эталонному образцу обрабатываемого изделия. Регулировка высоты установки резцов по центру изделия осуществляется с помощью клиньев 10 и 11.
20
Формула
изобретения
Способ обработки кольцевых канавок на изделиях типа шарошки бурового долотау включающий вращение
детали и подачу блоков резцов, закрепленных на правом и левом наклонных суппортах станка, о т л и чающийся тем, что, с целью улучшения условий резания и повышения
стойкости резцов, угол наклона каждого из суппортов к оси обрабатываемой детали выбирают, таким образом,чтобы обеспечить угол между протачиваемой стенкой канавки и вектором направления подачи в пределах 30-60 .
Источники информации, принятые во внимание при экспертизе
1. Руководство к агрегатному станку модели СМ-258. .Альбом 4, черт. Г СМ-258-5000, 1977. Л

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| КОМБИНИРОВАННЫЙ ТОКАРНЫЙ РЕЗЕЦ | 2013 |
|
RU2526908C1 |
| РЕЖУЩАЯ МНОГОГРАННАЯ ПЛАСТИНА | 2012 |
|
RU2482939C1 |
| Способ прорезки кольцевых канавок | 1984 |
|
SU1199456A1 |
| Способ токарной обработки кольцевых канавок | 1978 |
|
SU774803A1 |
| Способ обработки заготовки для получения ступенчатого вала с соотношением длины к диаметру более 10 | 2020 |
|
RU2749853C1 |
| РЕЖУЩАЯ МНОГОГРАННАЯ ПЛАСТИНА | 2015 |
|
RU2604742C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2247007C2 |
| Способ обработки некруглых валов и отверстий и устройство для его осуществления | 1991 |
|
SU1827331A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |

А-А
Put. 2
Б-S
Риг. 3
