(54) УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОЙ ПОДАЧИ ЭЛЕКТРОДНО. ПРОВОЛОКИ
При вращении диска сектора, которые наклонены к оси рращения дис под разными углами (А и d , нажимают поочередно на ролики и пере мещают захват одностороннего действия, в котором подаваемая проволока заклинивается и перемещается на величину хода захвата, которая пропорциональна углу наклона каждого сектора. Таким образом, за один оборот диска проволока перемещается на величину, равную двум длинам импульсов, при этом каждый импульс имеет свою длину.
Изменение угла наклона секторов осуществляется вращением регуляторов, которые вращаются независимо друг от друга. При нажатии регуляторов на упоры диска угол наклона увеличивается, при отводе под действием пружины угол наклона сектора уменьшается. Величина мгновенных скоростей и ускорений превосходит величины мгновенных скоростей и ускорений, которые обеспечиваются известными устройствами.
Широкий диапазон плавного регулирования каждого импульса, повышенные мгновенные скорости и ускорения обеспечивают надежное управление переносом расплавленного металла, формированием шва и глубиной проплавления.
Фи.г.1
Использование предлагаемого устройства вкачестве подающего механизма сварочного аппарата обеспечивает высокопроизводительную сварку во всех пространственных положениях с хорошим качеством сварного соединения и минимальным разбрызгиванием расплавленного металла.
Формула изобретения
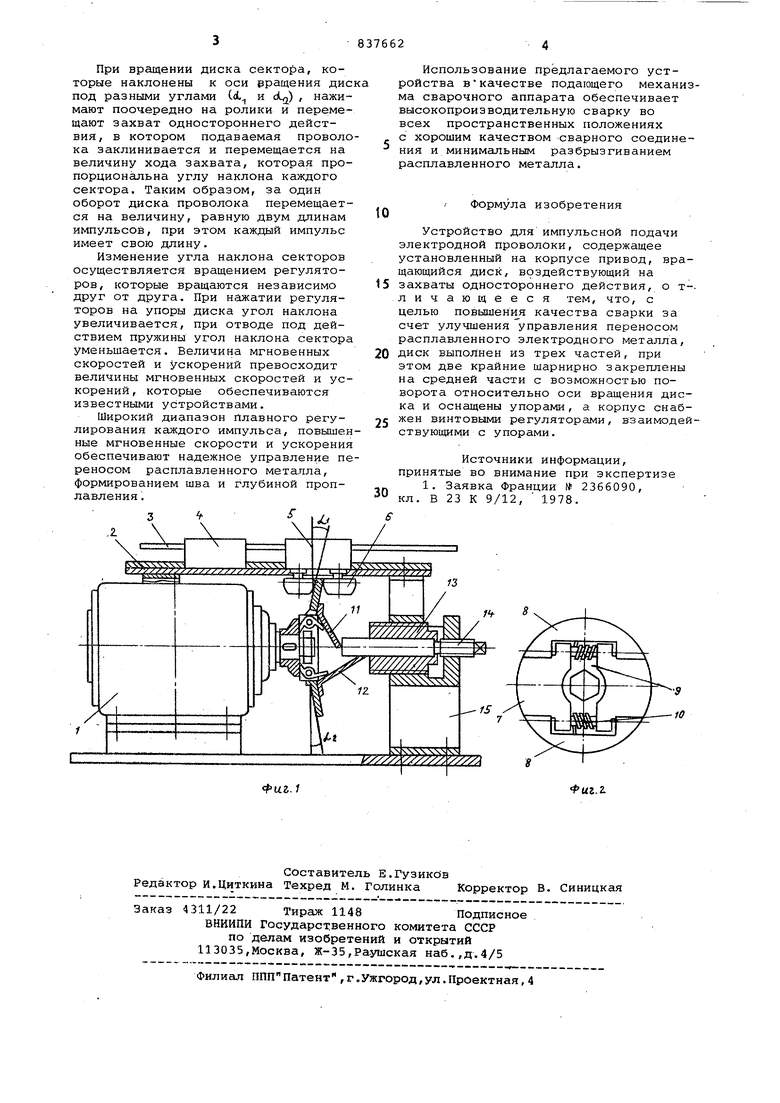
Устройство для импульсной подачи электродной проволоки, содержащее установленный на корпусе привод, вращающийся диск, воздействующий на захваты одностороннего действия, о тличающееся тем, что, с целью повышения качества сварки за счет улучшения управления переносом расплавленного электродного металла, диск выполнен из трех частей, при этом две крайние шарнирно закреплены на средней части с возможностью поворота относительно оси вращения диска и оснащены упорами, а корпус снабжен винтовыми регуляторами, взаимодействующими с упорами.
Источники информации, принятые во внимание при экспертизе
1. Заявка Франции № 2366090, кл. В 23 К 9/12, 1978.
Риг.2.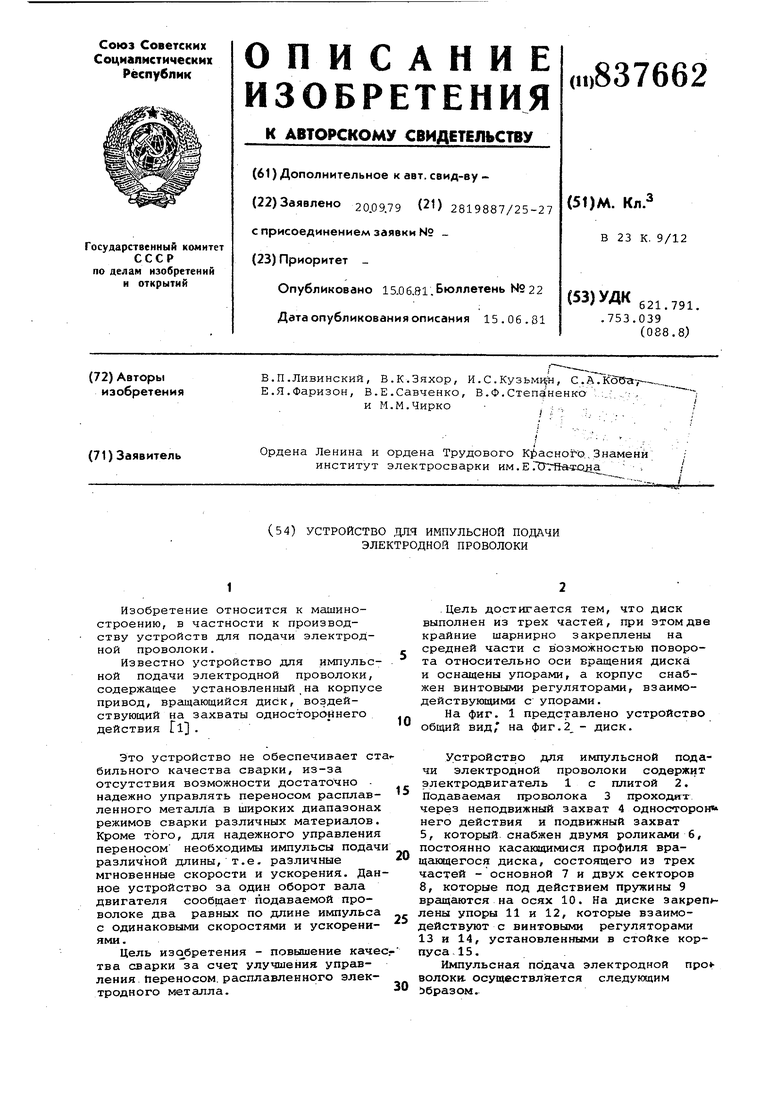
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для импульснойпОдАчи элЕКТРОдНОй пРОВОлОКи | 1978 |
|
SU799924A1 |
| Система автоматического управления скоростьюВРАщЕНия элЕКТРОдВигАТЕля МЕХАНизМАпОдАчи элЕКТРОдНОй пРОВОлОКи | 1978 |
|
SU805269A2 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| СПОСОБ ВИБРОДУГОВОЙ СВАРКИ С ПОДАЧЕЙ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 2005 |
|
RU2301728C2 |
| Способ дуговой сварки плавящимсяэлЕКТРОдОМ | 1977 |
|
SU831452A1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ НАПЛАВКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457929C1 |
| Привод подачи электродной проволоки | 1979 |
|
SU837661A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1980 |
|
SU930824A1 |
| Способ дуговой сварки плавящимся электродом | 1979 |
|
SU951810A1 |
