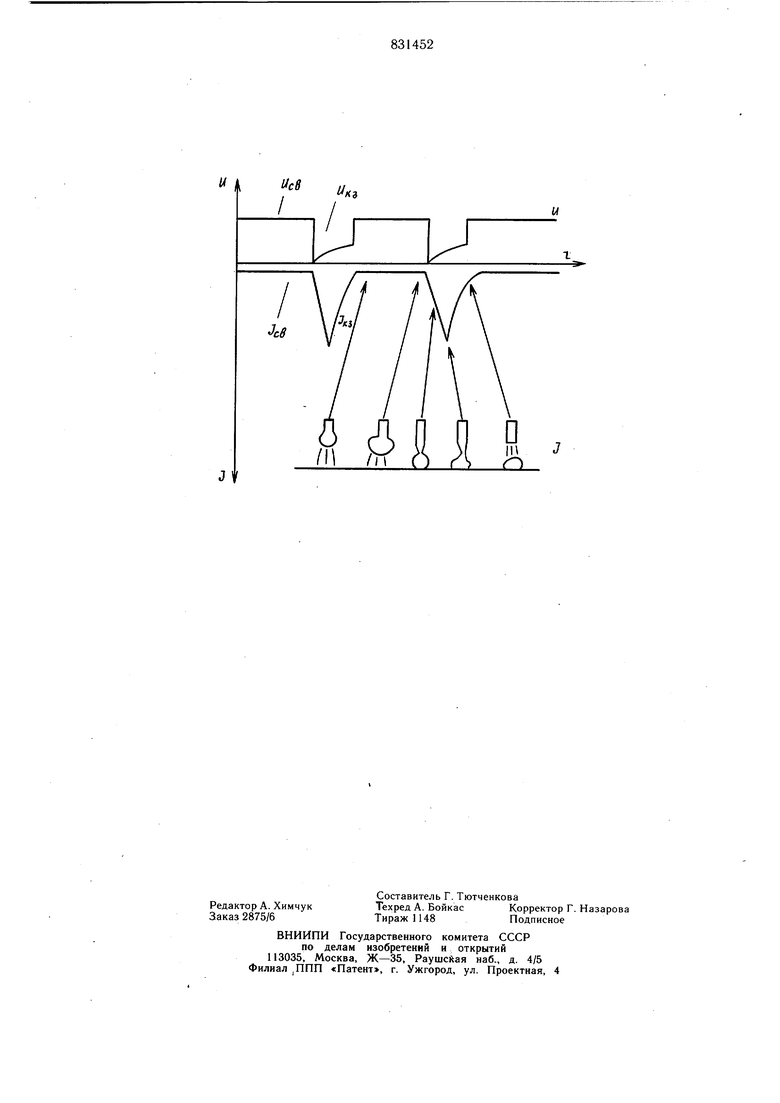
(54) СПОСОБ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ тока. Сущность способа заключается в том, что н малоамперную дугу накладывают мощный импульс, необходимый для оплавления электрода, образования капли и расплавления основного металла. После окончания действия импульса скорость плавления становится малой и капля приближается к ванне ,и переходит в нее с коротким замыканием 2. Однако процесс применим только для сварки в аргоне. Проведенная экспериментальная сварка в СОг проволокой 01,2 мм при скорости подачи 2,77 см/с 100м/ч показывает, что при вылете электрода, равном 9-10мм, и питании дуги от серийного выпрямителя ВС-300 процесс сварки очен, устойчив без наложения импульсов тока. При этом сварочный ток равняется 70 А, напряжение дуги 220,5 В, а частота переноса капель превыщает 25 1/с, мелькание дуги не наблюдается. Это минимальный ток устойчивого процесса сварки в COj, ниже которого не удается опуститься при использовании обычных серийных источников питания дуги. Цель изобретения - расширение диапазона сварочных токов в меньщую сторону, обеспечение возможности сварки металла малой толщины во всех пространственных положениях, снижение разбрызгивания металла и стоимости сварочных работ за счет использования относительно толстых электродных проволок диаметром более 1,2мм. Поставленная цель достигается тем, что величину тока короткого замыкания берут в соотношении гД 5-30, где Зк.з,- величина тока KopOTK Fb замыкания, минимальная величина тока дуги. Предложенный способ сварки осуществляется следующим образом. Возбуждают малоамперную дугу между плавящимся .электродом и изделием, мощность которой недостаточна для плавления электрода, со скоростью ее подачи к изделию, что приводит к принудительному короткому замыканию капли на ванну. В течение короткого замыкания ток возрастает настолько, что обеспечивается образование шейки между каплей и электродом, ее разрыв и последуюшее возбуждение дуги. В качестве примера приведен следующий режим сварки в СО стали марки Ст 3 толщиной 1 мм; электродная проволока марки Св-0872С 1,2 мм; скорость подачи проволоки 1,59 см/с 57м/ч; скорость сварки 16м/ч; вылет электрода 10мм; сварочный ток 30 А; напряжение дуги 19В; минимальная величина тока дуги 20 А; максимальная - во время короткого замыкания 200 А; отношение токов равно 10; частота переноса капель 25 1/с. На чертеже приведена осциллограмма процесса сварки. Шов при сварке сформируется хороший, разбрызгивание не превышает 1%, устойчивость процесса высокая. Важным преимуществом такого процесса является резкое уменьшение (более чем в 2 раза) нижнего предела сварочных токов и, следовательно возможность сварки тонкого металла на весу сравнительно толстыми проволоками. Аналогичные эксперименты показывают возможность сварки в СОг проволокой 2 мм на токе 55-60 А. Предлагаемый способ сварки может быть применен не только при сварке на малых, но и на средних токах, что позволит уменьщить разбрызгивание металла и повысить производительность труда. Использование сравнительно толстых (более 1,2мм) проволок улучщит и экономические показатели сварки. Способ сварки успешно прошел лабора- орные испытания. Формула изобретения Способ дуговой сварки плавящимся электродом с периодическими короткими замыканиями дугового промежутка, при котором формирование капли происходит во время горения малоамперной дуги, отличающийся тем, что, с целью повышения качества сварки путем уменьшения разбрызгивания, величину тока короткого замыкания берут в соотношении 5-30, где U.i. - величина тока короткого замыкания, П ки-минимальная величина тока дуги. Источники информации, принятые во внимание при экспертизе i. Авторское свидетельство СССР № 329970, кл. В 23 К 9/16, 1970. 2. Авторское свидетельство СССР № 500636, кл. В 23 К 9/16, 1971 (прототип;.
Jc8
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки плавящимся электродом | 1977 |
|
SU1041248A1 |
| Способ дуговой сварки плавящимся электродом | 1978 |
|
SU1148741A1 |
| ОДНОФАЗНЫЙ СВАРОЧНЫЙ ВЫПРЯМИТЕЛЬ | 1992 |
|
RU2086372C1 |
| Способ электродуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка | 1985 |
|
SU1299730A2 |
| Способ дуговой сварки плавящимся электродом | 1979 |
|
SU951810A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| Способ дуговой сварки | 1990 |
|
SU1756061A1 |
| Способ дуговой сварки | 1989 |
|
SU1708559A1 |
| Способ электродуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка | 1985 |
|
SU1278151A2 |
| Способ дуговой сварки плавящимся электродом | 1988 |
|
SU1599168A2 |