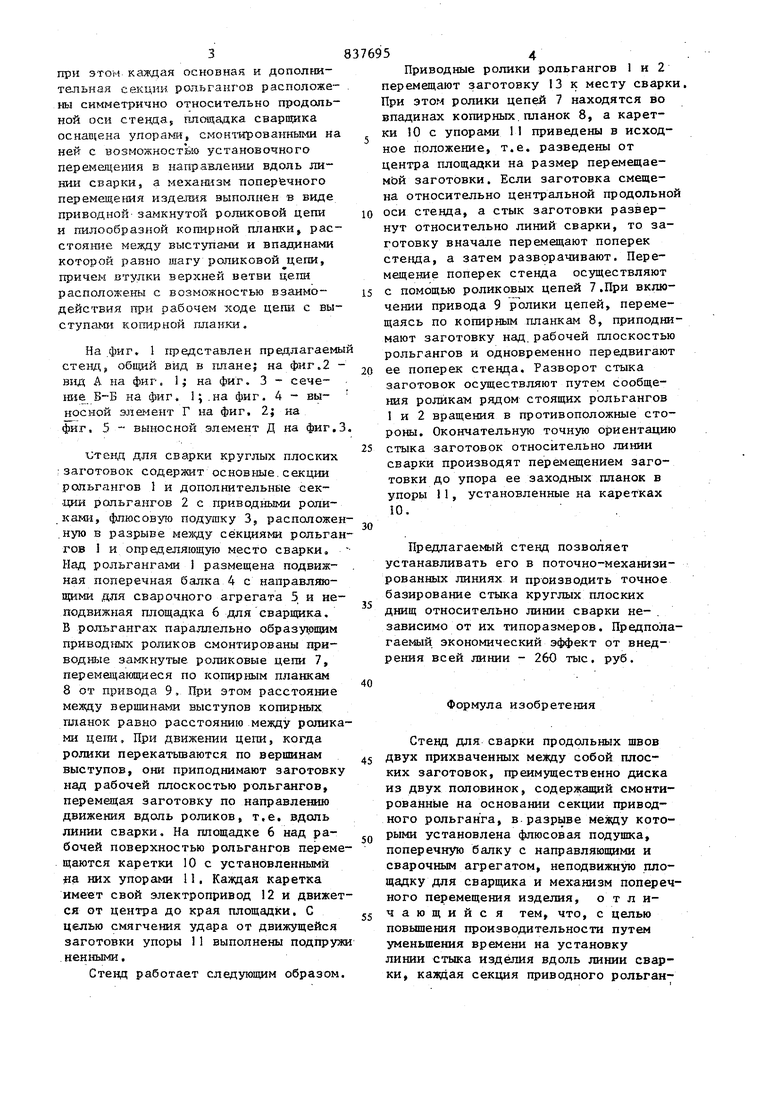
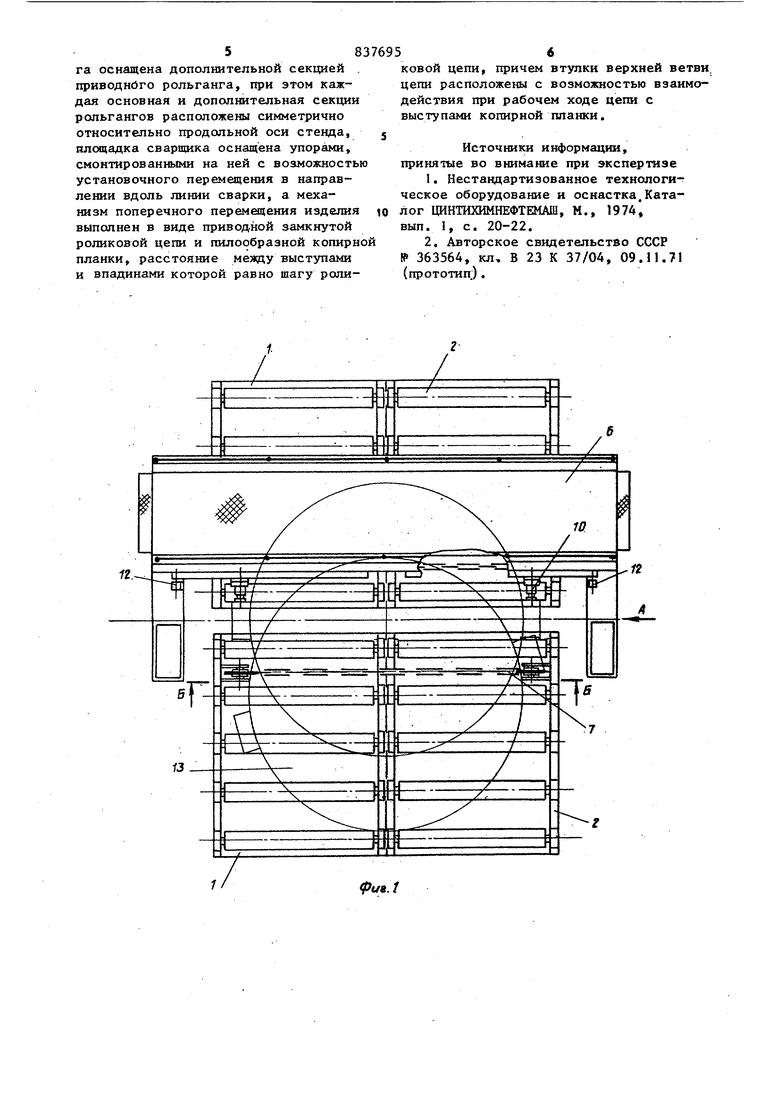
(54) СТЕНД ДЛЯ СВАРКИ ПРОДОЛЬНЫХ ШВОВ ДВУХ ПРИХВАЧЕННЫХ МЕВДУ СОБОЙ ПЛОСКИХ ЗАГОТОВОК при этом каждая основная и дополнительная секции рольгангов расположены симметрично относительно продольной оси стенда., Ш1оща,цка сварщика оснащена упораьш, c юнтиpoвaкны ш на ней с возможностйю установочного перемеще1шя в направлеюш вдоль линии сварки, а мехаш зм лоперйчного перемещ, издетв я выполнен в виде приводной замкнутой роликовой цепи и пилообразной копирной шшнки, расстояние между выступани и впадинами которой равно 1иагу рапиковой цепи, причег-; втулки верхней ветви целш расположены с возможностью взаимодействия при рабочем ходе цепи с вы ступами копирной гшанки. На фиг. 1 гфедставлен предлагаем стевд, обпщй вид в плане на фиг.2 вид А на фиг, 1 на фиг. 3 сечение Б-Б на фиг. 1;.на фиг. 4 - выносной элемент Г на фиг. 2; на фиг, 5 выносной элемент Д на фиг. х;тенд для сварки круглых плоских .: заготовок содержит основные, секции рольгангов 1 и дополнительные секции рольгангов 2 с приводными роли. кш-ш, флюсовую подушку 3,, расположе .ную в разрыве мезвду секциями рольга гов 1 и определяющую место сварки Над рольгангами 1 размещена подвижная поперечная балка 4 с направляющими для сварочного агрегата 5 и не подвижная шющадка 6 для сварящка. В рольгангах параллельно образующим приводгшх роликов смонтированы приводные замкнутые роликовые цепи 7, перемещакядиеся по копирным планкам 8 от привода 9, При этом расстояние между вериинами выступов копирных гшанок равно расстоянию между ролик ми цепи, При движении цепи, когда ролики перекатьшаются по вершинам выступов, они приподнимают заготовк над рабочей плоскостью рольгангов, перемещая заготовку по направлекию движения вдоль роликов, т.е. вдоль линии сварки. На штощадке 6 над рабочей поверхностью рольгангов п.ерем щаются каретки 10 с установленными на них упорами 11. Каждая каретка имеет свой электропривод 12 и движе ся от центра до края площадки. С цепью смягчения удара от движущейся заготовки упоры 11 выполнены подпру ненными. Стенд работает следующим образом 54 Приводные ролики рольгангов 1 и 2 перемещают заготовку 13 к месту сварки. ри этом ролики цепей 7 находятся во впадинах копирньк.планок 8, а каретки 10 с упорами II приведены в исходное положение, т.е. разведены от центра площадки на размер перемещаемЬй заготовки. Если заготовка смещена относительно центральной продольной оси стенда, а стык заготовки развернут относительно линий сварки, то заготовку вначале перемещают поперек стевда, а затем разворачивают. Перемещение поперек стенда осуществляют с помощью роликовых цепей 7.При включении привода 9 ролики цепей, перемещаясь по копирным планкам 8, приподнимают заготовку над. рабочей плоскостью рольгангов и одновременно передвигают ее поперек стенда. Разворот стыка заготовок осуществляют путем сообщения роликам рядом стоящих рольгангов 1 и 2 вращения в противоположные стороны. Окончательную точную ориентацию стыка заготовок относительно линии сварки производят перемещением заготовки до упора ее заходных планок в упоры 11, установленные на каретках 10. Предлагаемый стенд позволяет устанавливать его в поточно-механизированных линиях и производить точное базирование стыка круглых плоских днищ относительно линии сварки независимо от их типоразмеров. Предполагаемый экономический эффект от внедрения всей линии - 260 тыс. руб. Формула изобретения Стенд для сварки продольных швов двух прихваченных между собой плоских заготовок, преимущественно диска из двух половинок, содержащий смонтированные на основании секции приводного рольганга, в разрыве мевду которыми установлена флюсовая подушка, поперечную балку с направляющими и сварочным агрегатом, неподвижную площадку для сварщика и механизм поперечного перемещения изделия, отличающийся тем, что, с цепью повышения производительности путем уменьшения времени на установку линии стыка изделия вдоль линии сварки, кахцая секция приводного рольганга оснащена дополнительной секцией , приводнбго рольганга, при этом каждая основная и дополнительная секции рольгангов расположены симметрично относительно продольной оси стенда, плсяцадка сварщика оснащена упорами, смонтированными на ней с возможностью установочного перемещения в направлении вдоль линии сварки, а механизм поперечного перемещения изделия выполнен в виде приводной замкнутой роликовой цепи и пилообразной копирно планки, расстояние меяду выступами и впадинами которой равно щагу роликовой цепи, причем втулки верхней ветви цепи расположены с возможностью взаимодействия при рабочем ходе цепи с выступами копирной планки.
Источники информации, принятые во внимание при экспертизе
1.Нестандартизованное технологическое оборудование и оснастка,Каталог ЦИНТИХИМНЕФТЕМАШ, М., 1974, вып. 1, с. 20-22.
2.Авторское свидетельство СССР
№ 363564, кл, В 23 К 37/04, 09.11.71 (прототип.).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ ТЕРМИЧЕСКОЙ РЕЗКИ ЗАГОТОВОК ИЗ ТРУБ | 1991 |
|
RU2071399C1 |
| Поточная механизированная линия для сборки и сварки листов в длинномерные полотнища | 1979 |
|
SU891291A1 |
| СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКН ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩА | 1973 |
|
SU366951A1 |
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
| Поточная линия для сборки и сварки листов в полотнища | 1976 |
|
SU647090A1 |
| Стенд для сборки и сварки полотнищ | 1975 |
|
SU522034A1 |
| Стенд для сборки и дуговой сварки стыка полотнищ | 1987 |
|
SU1459883A1 |
| Линия продольной резки листового материала | 1978 |
|
SU867536A1 |
| Устройство для сборки и автоматической дуговой сварки под флюсом стыковых швов изделий | 1982 |
|
SU1147543A1 |
| Поточная линия для изготовления длинномерных металлоконструкций из фасонных профилей | 1979 |
|
SU856722A1 |
1/в. /
