(54) ЛЕНТОдаО-ШЛИФОВАЛЬНЬЙ СТАНОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-шлифовальный станок | 1976 |
|
SU623719A2 |
| Ленточно-шлифовальный станок | 1976 |
|
SU623720A1 |
| Ленточно-шлифовальное устройство | 1979 |
|
SU865623A2 |
| Ленточно-шлифовальный станок для обработки кромок пера лопаток | 1981 |
|
SU1004079A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU613887A1 |
| Устройство для ленточного шлифования | 1979 |
|
SU891362A2 |
| Ленточно-шлифовальный станок для обработки кромок пера лопаток | 1980 |
|
SU891366A1 |
| Ленточно-шлифовальный станок | 1979 |
|
SU880700A1 |
| Копировальный станок | 1978 |
|
SU673429A2 |
| Ленточно-шлифовальное устройство | 1977 |
|
SU722737A1 |
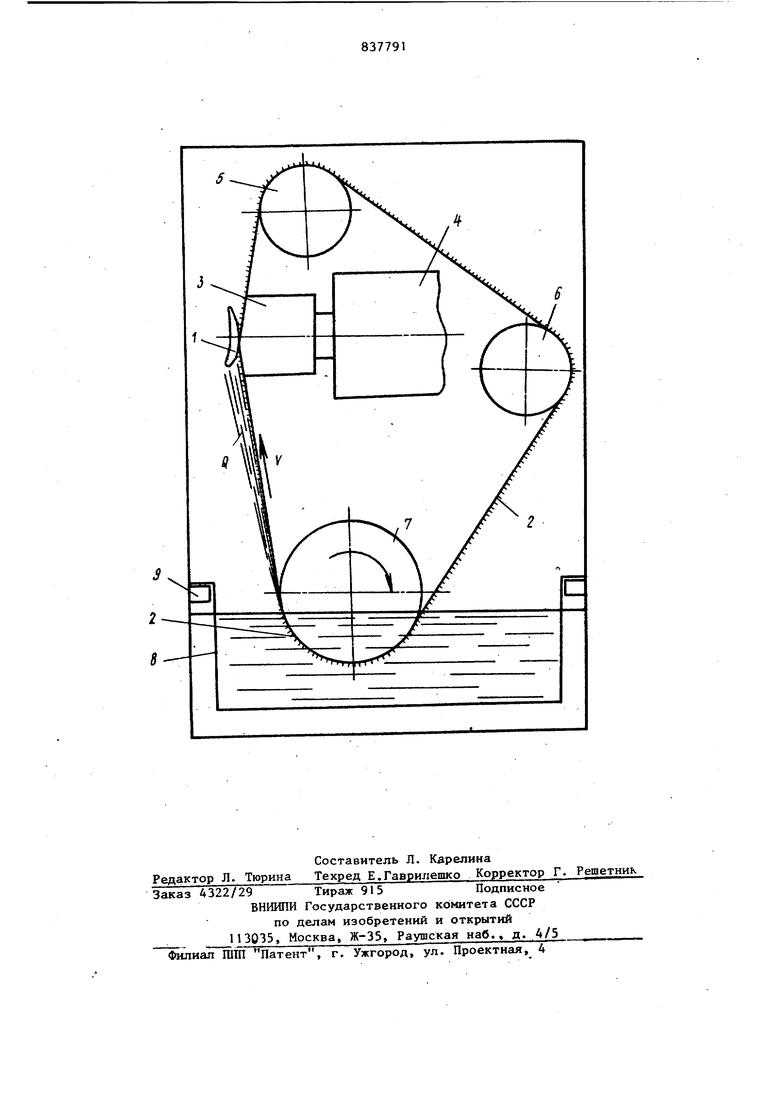
Изобретение относится к ленточношлифовальным станкам, производящим обработку деталей с применением сма3очно-охлаждающих жидкостей (СОЖ) и может быть использовано в машиностроительной и других отраслях промышленности.. известны ленточно-шлифовальные станки, содержащие лентопротяжный ме ханизм, контактный элемент, резервуар со смазочно-охлаждающей жидкостью и устройство для подачи смазочно-охлаждающей жидкости в зону обработки l. Основным недостатком данных станков является то, что система подачи смазочно-охлаждающей жидкости конструктивно сложна, ненадежна в работе, малоэффективна, так как в отличие от других типов металлообрабатывающих станков на ленточно-шлифовальных ста ках в процессе обработки деталей в смазочно-охлаждающую жидкость попадает ворс, нити, осыпающийся с ленты абразив, что лриводит к частым поломкам насоса, подающего СОЖ, электродвигателя привода насоса, фильтров, засорению трубопроводов, кранов и т.п. Цель изобретения - устранение указанных недостатков, т.е. упрощение конструкции станка, повьшение надежности системы подачи СОЖ, что улучшает эффективность обработки. Указанная цель достигается тем, что устройство для подачи смазочноохлаждающей жидкости в зону обработки выполнено в виде частично погруженного в резервуар с СОЖ огибаемого лентой опорного ролика лентопротяжного механизма, а поджимающий ленту к обрабатываемой детали контактный элемент установлен над резервуаром со смазочно-охлаждающей жидкостью на участке ленты, выходящем при ее вращении из указанного резервуара. На чертеже схематично изображен станок в плоскости вращеьгая абразивной ленты. Обработка детали 1 производится бесконечной абразивной лентой 2, огибающей поджимающий ее к детали контактный элемент 3, установлеиньш на механизме подачи А, направляющие ролики 5 и 6, опорный ролик 7. Механизм подачи 4 и направляющие ролики и 6 установлены на станине станка, а опорный ролик 7 на валу электродви гателя. Устройство для подачи СОЖ в зону обработки выполнено в виде частично погруженного в резервуар 8 с СОЖ огибаемого участком ленты 2 опорного ролика 7. Резервуар закреплен в нижней части станины 9. Смазочно-охлажд ющая жидкость залита в резервуар до такого уровня, чтобы ролик 7 был погружен в нее частично (например на 1/3 своего диаметра). Зона обработки детали 1 расположена над резервуаром со смазочно-охлаждающей жидкостью на участке ленты, выходяще при ее вращении из резервуара, т.е. на этом участке ленты расположены контактный копир 4 и обрабатываемая деталь. При работе ленточно-шлифовального станка вращается абразивная лента 2 обрабатывая деталь 1. Вращающаяся лента, проходя через слой СОЖ резе вуаре 8, захватывает жидкость, увлекая за собой мощный поток Q СОЖ прям в зону обработки, что обеспечивает эффективное охлаждение обрабатываемой детали. Продукты обработки (стружка, ворс, нити, абразив) смываются смазочно-охлаждающей жидкостью и оседают на дно резервуара 8, не оказывая вредного воздействия на процесс подачи СОЖ в зону обработки. Таким образом, значительно упрощается конструкция станка, снижается 14 его стоимость, так как лентопротяжный механизм выполняет функции устройства, подающего СОЖ в зону обработки, что позволяет исключить такие узлы и детали, как, например, насос, электродвигатель привода насоса, фильтры, трубопроводы, краны и т.п., резко повьш1ается надежность станка, так как из него устранены указанные детали и узлы, часто выходящие из строя; повьшается эффективность охла1ждения и соответственно обработки, так как движущаяся лента обильно смазывается в резервуаре с СОЖ, охлаждается, проходя через него, и направляет в зону обработки мощную струю СОЖ. Формула изобретения Ленточно-щлифовальный станок, содержащий лентопротяжный механизм, контактный элемент, резервуар со смазочно-охлаждающей жидкостью и устройство для подачи смазочно-охлаждающей жидкости в зону обработки, отличающийся тем, что, с целью повыг щения надежности работы, устройство для подачи СОЖ в зону обработки выполнено в виде частично погруженного в резервуар с СОЖ огибаемого лентой опорного ролика лентопротяжного меха низма, а поджимающий абразивную ленту к обрабатываемой детали контактный элемент установлен над резервуаром со смазочно-охлаждающей жидкостью на участке ленты, выходящем при ее врадении из указанного резервуара. Источники информации, принятые во внимание при экспертизе 1. Идзон М.Ф. Механическая обработка лопаток газотурбинных двигателей. М., Оборонгиз, 1963, с. 185.
