(54) УСТРОЙСТВО ДЛЯ ЛЕНТОЧНОГО ШЛИФОВАНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ленточного шлифованияи уСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1978 |
|
SU806377A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1992 |
|
RU2036777C1 |
| Ленточно-шлифовальное устройство | 1979 |
|
SU865623A2 |
| Ленточно-шлифовальный станок | 1976 |
|
SU623719A2 |
| Устройство для ленточного шлифования | 1978 |
|
SU931401A2 |
| Ленточно-шлифовальное устройство | 1978 |
|
SU865622A2 |
| Ленточно-шлифовальный станок | 1979 |
|
SU837791A1 |
| Устройство для пропитки и очистки шлифовального круга смазочно-охлаждающей жидкостью | 1981 |
|
SU990485A1 |
| Устройство для отрыва воздушного потока и подачи смазочно-охлаждающей жидкости | 1980 |
|
SU891398A1 |
| Способ ленточного шлифования кромок пера лопаток и устройство для его осуществления | 1980 |
|
SU944883A1 |
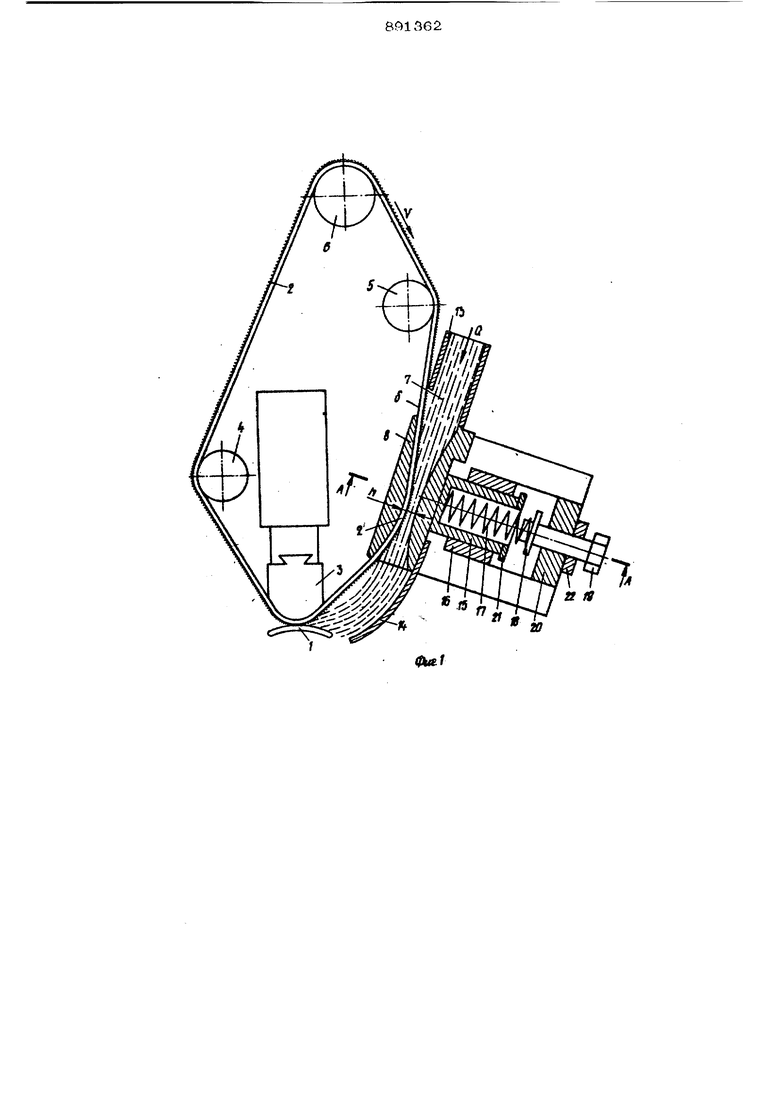
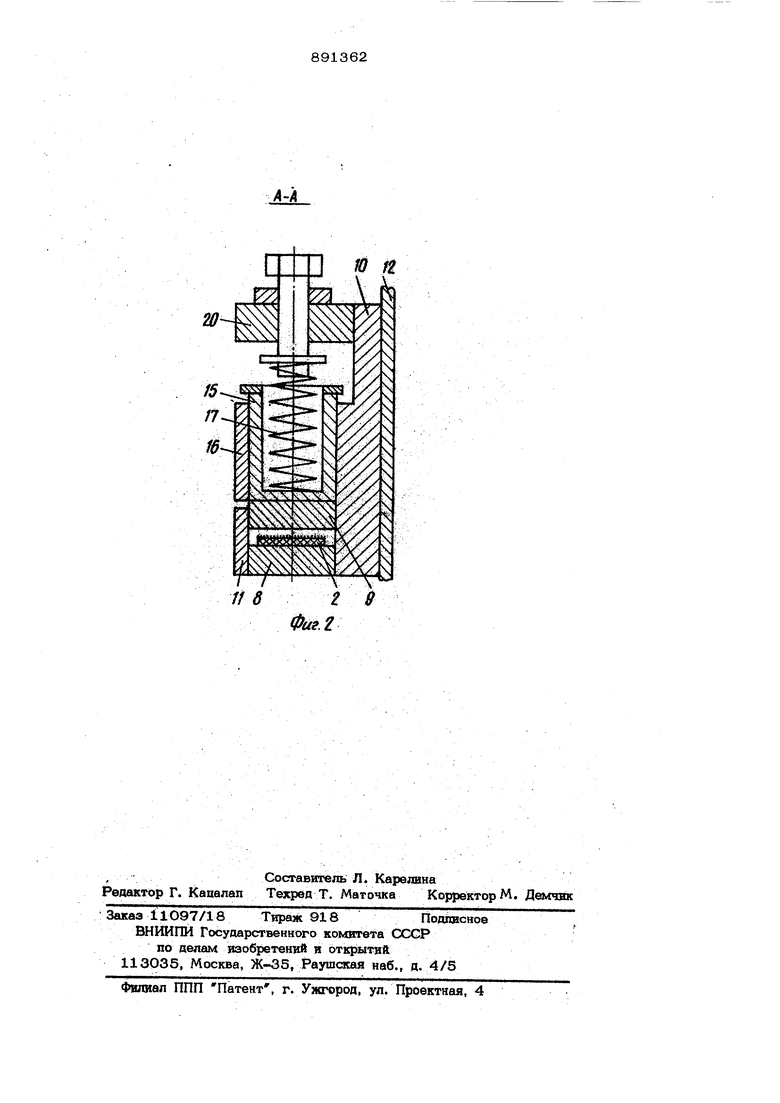
Изобретение относится к пенточношлифовальным станкам, производящим обработку деталей с применением смазочноохлаждающих жидкостей (СОЖ)/и может быть использовано в маигиностроительной и других отраслях промышленности. По основному авт, св. № 806377 известно устройство для ленточного шлифования, в котором часть шлифовальной лен . ты расположена внутри профилированного насадка типа трубок Вентури или Борца, через который пропущен поток смазочно охлаждающей жидкости, причем профилированный насадок содержит два сужающих поток СО Ж профильных элемента, причем один из них установлен с возможностью перемещения в направлении к второму для регулирования проходного сечения насадка Cil. Однако обычно насосные станции дают поток СОЖ нестабильного давления, кото рое изменяется также по мере нагрева СОЖ и деталей станции в процессе работы, изменения сопротивления вращению насоса и т.п. Давление СОЖ в критическом сечении насадка изменяется также по мере износа .ленты на толщине. При этом изменяется критическое сечение насадка и кавитация в нем может исчезнуть, т.е. устройство работает нестабильно. Регулирование положения одного из , профильных элементов вручную неэффективно, неточно и требует значительных затрат времени. Цель изобретения - повышение стабильности работы устройства. Поставленная цель достигается тем, что один из профильных элементов выполнен подпружиненным. На фиг. 1 изображено устройство в ПЛОСКОСТИ вращения ленты; на фиг. 2 сечение А-А на фиг, 1. Обработка детали 1 производится бесконечной шлифовальной лентой 2, огибаю щей поджимающий ее к детали контактный элемент 3, направляющие ролики 4 и 5 и приводной шкив 6, Поток 9 смазочно-охлаждающей жидкости 7 подведен к зоне обработки через 3ё профилированный насадок типа патрубок Вентури или Борда. Для местного сужения потока СОЖ насадок содержит два профилированных элемента 8 и 9, пpичe профильный элемент 8, огибаемый шлифовальной лентой, жестко закреплен на основании 10 устройства. По бокам насадок герметизирован стенкой основания 10 и дверцей 11, открываемой при смене ленты. Основание 10 закреплено на станине 12 устройства Поток 9 СОЖ подведен к насадку от насова {не показан) через трубку 13, имеющую шель (У для прохода шлифоваль ной ленты. Устройство снабжено криволинейной пластиной 14, направляющей поток СОЖ к зоне обработки. Профильный элемент 9 закреплен на ползуне 15, имеющем возможность перемешения в направляющих 16 основания 12 для чего он взаимодействует с прунсиной 17, второй конец которой контактирует с буртом 1 8, закрепленным на регулировочном винте 19, установленном на кронштейне 2О, жестко соединенном с основанием 10. Перемещение ползуна 15 влево (в направлении профильного элемента 8) ограничено закрепленным на нем упором (буртом) 21. Винт 19 имеет контргайку 22. При работе устройства врагцается шли фовальная лента, обрабатывая деталь 1 Поток О СОЖ, проходя через профилированный насадок, кавитирует в нем и очищает ленту от засаливания, а также насыщает ее СОЖ. При измерении давления СОЖ по каким-либо причинам изменяется сила ее давления на профильный элемент 9, в результате чего нарушается равновесие действующей на него гидродинамической силы давления с силой пружины 17 и ползун 15 смещается в направляющих, смещая профильный элемент 9. При этом автоматически изменяется величина зазора Ь в критическом сечении насадка и вместе с ней изменяются условия кавиташш. Если, например, давление СОЖ уменьшается, ползун 15 смешается влево, в результате чего уменьшается величина зазора , за счет этого увеличивается скорость СОЖ в насадке и сохраняются условия кавитации, т.е. поддерживается стабильность его работы. Формула изобретения Устройство для ленточного шлифования по авт. св. № 806377, отличающееся тем, что, -с целью повышения стабильности его работы, один из профильных элементов выполнен подпружиненным. Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР Мо 8О6377, кл. В 24 В 21/00. 1978.
Фиг 2
