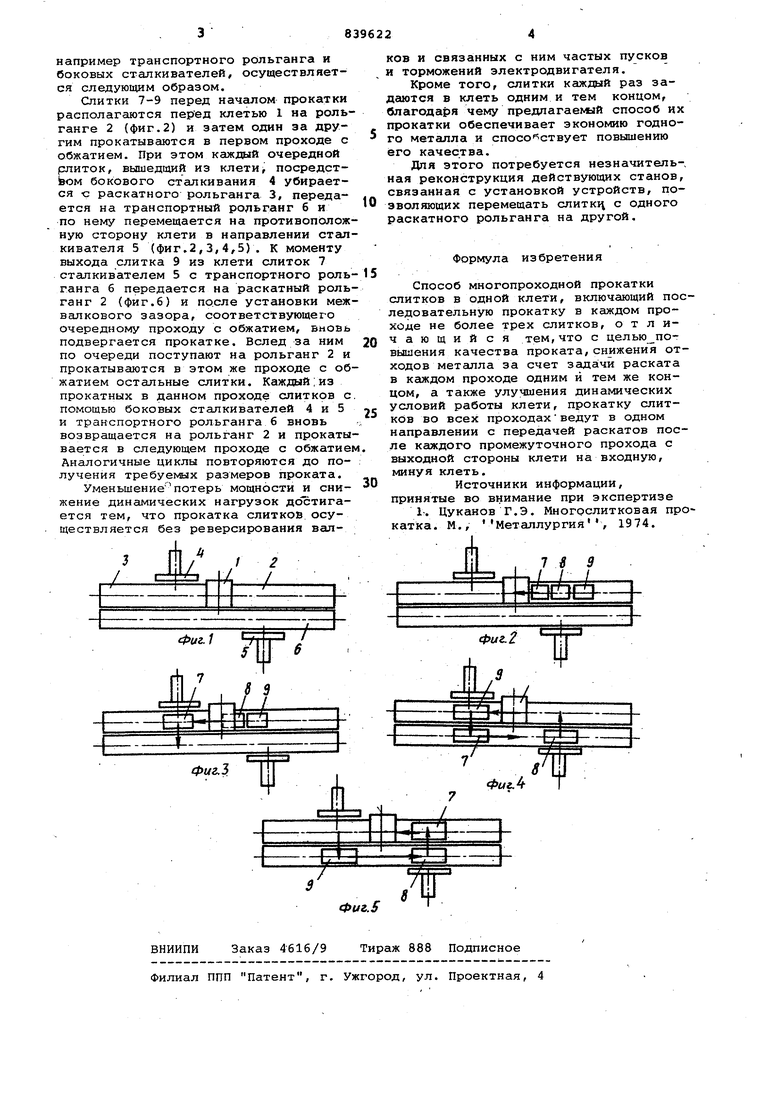
Изобретение относится к прокатному производству и может быть использовано для повьпиения производительности реверсивных прокатных станов, преимущественно обжимных, и уменьшения потерь металла с концевой обрезью. Ивестен способ многопроходной прокатки слитков в одной клети, включающий последовательную прокатку в каждом проходе, не более трех слитков lU Однако вследствие неравномерности высотной и поперечной деформации, усу губляемой попеременным направлением воздействия валков на полосу, значително искажается форма концевых участков раскатов, что служит причиной дополнительных отходов годного металла с обрезью. Кроме того, при реверсивном режиме прокатки динамические условия работы самой клети привода тяжелые, что приводит к преждевременному износу механизмов. Цель изобретения - повышение качества проката, снижение отходов металла за счет задачи раската в каждом проходе одним и тем же концом,а также в улучшение динамических услорий работы клети. Поставленнаяцель( достигается тем, что согласно способу многопроходной прокатки слитков в одной клети, включающем последовательную прокатку в каждом проходе не более трех слитков, их прокатку во всех проходах ведут в одном направлении, с передачей рас- , катов после каждого промежуточного прохода с выходной стороны клети на входную, минуя клеть. На фиг. 1 показан реверсивная клеть с рольгангами и сталкивателями, на фиг. 2 - положение слитков перед началом прока тки в первом проходе; на фиг. 3 - положение слитков после прокатки одного слитка в первом проходе; на фиг. 4 - положение слитков после прокатки трех слитков в первом проходе; на фиг. 5 - положение слитков после прокатки трех слитков в первом проходе и перед, началом их прокатки в следующем проходе. Устройство содержит прокатную клеть 1 с участками раскатных рольгангов 2 и 3, необходимыми боковыми сталкивателями слитков 4 и 5 и транспортным рольгангом 6. Прокатка слитков пс предлагаемому ,способу и с использованием для этого.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ реверсивной прокатки крупных заготовок | 1986 |
|
SU1386320A1 |
| Способ прокатки слитков | 1989 |
|
SU1678468A1 |
| Способ прокатки листов и плит | 1989 |
|
SU1784300A1 |
| Способ реверсивной прокатки крупных заготовок | 1989 |
|
SU1697917A1 |
| СПОСОБ ПРОИЗВОДСТВА ДВУТАВРОВОЙ БАЛКИ И ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2620212C1 |
| СПОСОБ ПОЛОСОВОЙ ГОРЯЧЕЙ ПРОКАТКИ И ШИРОКОПОЛОСОВОЙ СТАН ГОРЯЧЕЙ ПРОКАТКИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2154538C1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА | 1992 |
|
RU2020006C1 |
| Способ производства слябов из слитков | 1988 |
|
SU1629116A1 |
| Способ прокатки слябов на слябинге | 1986 |
|
SU1519797A1 |
| Измеритель длины проката | 1977 |
|
SU778839A1 |
