:
эо
11
Изобретение относится к прокатному производству, конкретнее к производству блюмов, слябов и заготовок из слитков, разливаемых в изложницы, и непрерывнолитых слитков, слябов и заготовок больших сечений,
Цель изобретения - повьшение производительности.
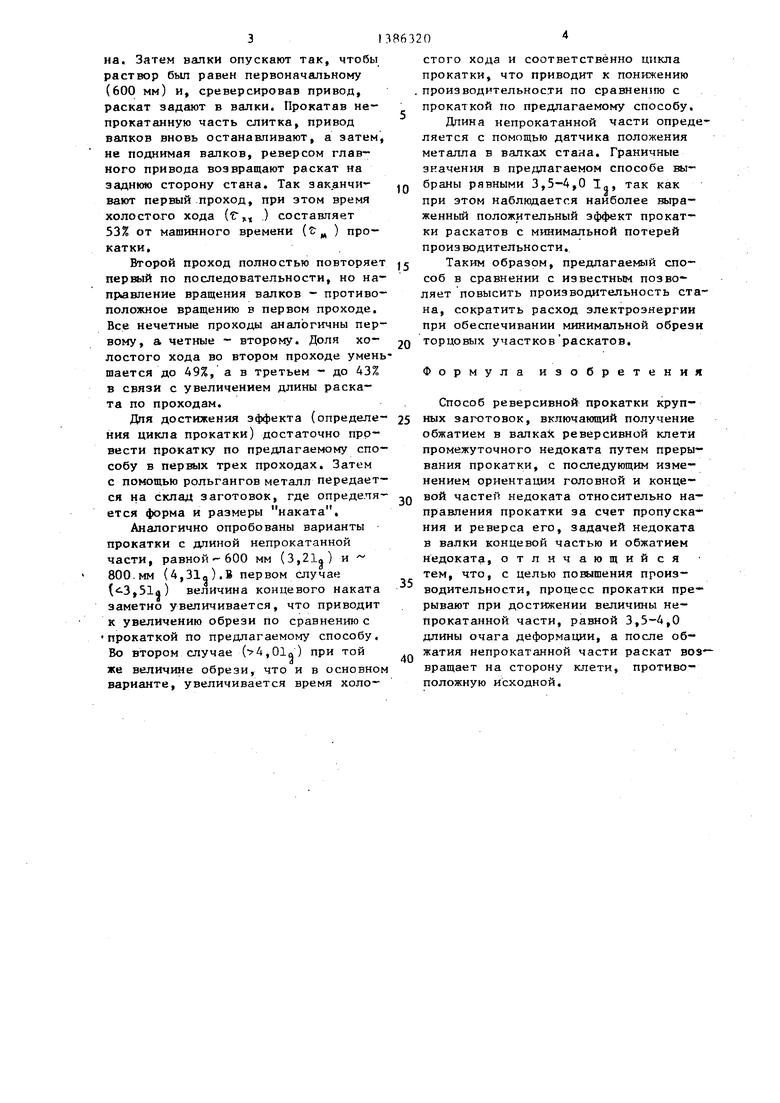
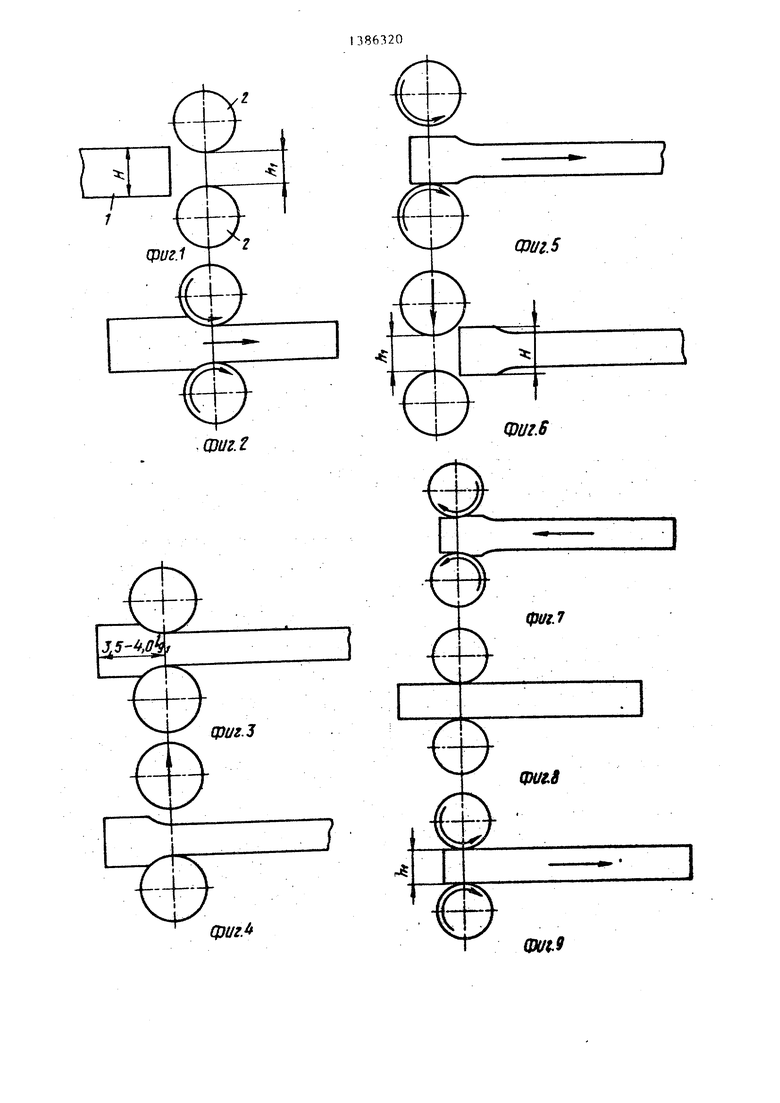
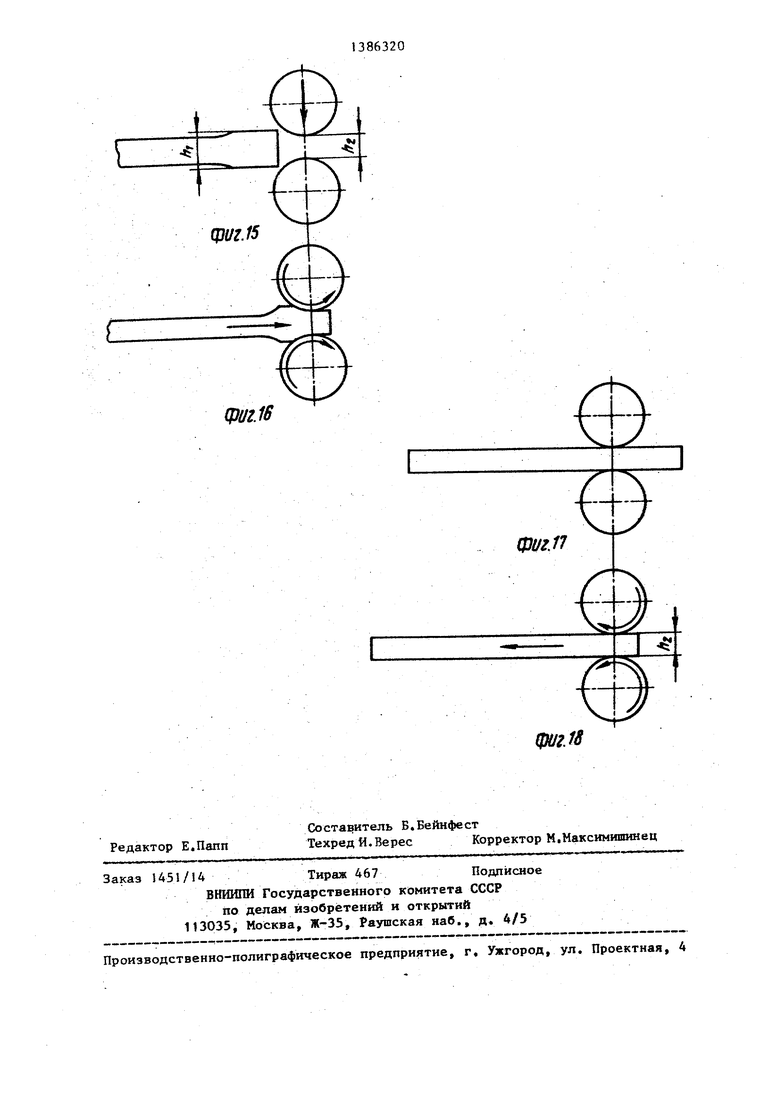
На фиг,1-9 показана последователь ность операций, образующих в совокупности один проход при прокатке согласно предлагаемому способу; на фиг,10- 18 - то же, для второго прохода.
Исходное положение слитка, сляба или непрерывнолитой заготовки (в дальнейшем - раската) и валков показано на фиг,1. Раскат 1 захватывают валками 2 и прокатывают (фиг,2) до
момента, когда длина непрокатанной части раската не станет равной 3,5 - 4,0 In ., При достижении указанной длины непрокатанной части процесс прокатки прерывают (фиг,3), валки разводят (фиг,4) и недокат вращением валков и рольгангов транспортируют на заднюю сторону стана (фиг,5), Затем валки сводят до образования зазора между ними h,, равного первоначальной величине (фиг,6) и прокаты вают непрокатанную часть раската с первоначальным обжатием (фиг,7), Получив раскат равной толщины, процесс прокатки прерывают (фиг,8) и вращением валков в противоположном направ- вьщают раскат на заднюю сторону стана (фиг,9), На зтом заканчивается первый этап (проход) обжатия раската на единичную величину.
Второй этап начинается сведением валков для образования зазора li г между ними, равного толщине раската во втором проходе (фиг,10), Раскат задают в валки и прокатывают (фиг,11) с образованием недоката, непрокатанная часть которого составляет 3,5-4,0 Ij. (фиг,12), после чего валки разводят (фиг,13) и недокат транспортируют на переднюю сторону стана (фиг,14), Затем валки сводят до величины зазо- р.а между ними h, равного толщине, раската во втором проходе (фиг,15) и прокатывают непрокатанную часть раската (фиг,16), после чего процесс прерывают (фиг.17) и реверсированием
45
50
20 жительного эффекта, в то время как при прокатке раскатов высотой 350- 500 мм она в 1,5-2,0 раза меньше оптимальной. Последнее обуславливает снижение эффективности известного
25 способа в части сокращения величины наката и обрези.
Показано, что величина концевого наката определяется направлением деформирующего действия валков в зо30 не 2,5-3,0 l , Для того, чтобы гарантированно не войти в зону этого действия, длину непрокатанной части целесообразно .взять 3,5-4,0 1 из которых 1,0 Iq - собственно очаг
35 деформащш. Если длина непрокатан- ной части будет больше 4,0 1« , то увеличивается продолжительность холостого хода и производительность стана уменьшится. Если же дпина не40 прокатанной части .будет меньше .. 3,5 1 t возникает интенсивное искажение торца слитка и величина концевого наката возрастает.
Пример, На блюминге 1150 при исследовании взаимосвязи величины обрези с приемами предлагаемого способа прокатки производят прокатку раскатов сечением 400-670 мм и длинной 2800 мм по следующей технологии,
В первом проходе (обжатие л h 70 iw) при длине непрокатанной части, равной 670 мм (что дпя данного стана и существующего режима
валков раскат выдают на переднюю сто обжатий составляет 3,6 1 ) прокатрону стана (фиг,18),
Многочисленными экспериментами показано, что протяженность притор
ку прекращают, поднимают валки на 100 мм и недокат с помощью рольгангов передают на заднкяо сторону ста
цового участка раската, деформация которого определяет величину так называемого наката на готовой заготовке, составляет 2,5-3,0 длины очаг га деформации от торца раската. Если расстояние от очага деформации.до конца торца меньше указанной величины, то концевой накат , а следовательно, и величина обрези, увеличиваются.
Расчеты показывают, что в реаль- ных условиях обжимных и заготовочных станов при прокатке высоких полос (прокатка широких слитков и слябов на pe6pd ) длина прокатанной части недоката, регламентированная по известному способу, в 1,5-2,0 раза больше требуемой для достижения положительного эффекта, в то время как при прокатке раскатов высотой 350- 500 мм она в 1,5-2,0 раза меньше оп: тимальной. Последнее обуславливает снижение эффективности известного
способа в части сокращения величины наката и обрези.
Показано, что величина концевого наката определяется направлением деформирующего действия валков в зоне 2,5-3,0 l , Для того, чтобы гарантированно не войти в зону этого действия, длину непрокатанной части целесообразно .взять 3,5-4,0 1 из которых 1,0 Iq - собственно очаг
деформащш. Если длина непрокатан- ной части будет больше 4,0 1« , то увеличивается продолжительность холостого хода и производительность стана уменьшится. Если же дпина непрокатанной части .будет меньше .. 3,5 1 t возникает интенсивное искажение торца слитка и величина концевого наката возрастает.
Пример, На блюминге 1150 при исследовании взаимосвязи величины обрези с приемами предлагаемого способа прокатки производят прокатку раскатов сечением 400-670 мм и длинной 2800 мм по следующей технологии,
В первом проходе (обжатие л h 70 iw) при длине непрокатанной части, равной 670 мм (что дпя данного стана и существующего режима
ку прекращают, поднимают валки на 100 мм и недокат с помощью рольгангов передают на заднкяо сторону ста
31
на. Затем валки опускают так, чтобы раствор был равен первоначальному (600 мм) и, среверсировав привод, раскат задают в валки. Прокатав непрокатанную часть слитка, привод вапков вновь останавливают, а затем, не поднимая валков, реверсом глав ного привода возвращают раскат на заднюю сторону стана. Так заканчи - вают первый проход, при этом время холостого хода (t ) составляет 53% от машинного времени (t ) прокатки.
Второй проход полностью повторяет первый по последовательности, но на пр авление вращения вапков - противоположное вращению в первом проходе. Все нечетные проходы аналогичны первому, а четные - второму. Доля холостого хода во втором проходе умень шается до 49%, а в третьем - до 43% в связи с увеличением длины раска
Способ реверсивной прокатки крупта по проходам.
Для достижения эффекта (определе- 25 ых заготовок, включающий получение НИН цикла прокатки) достаточно про-обжатием в валках реверсивной клети
вести прокатку по предлагаемому способу в первых трех проходах. Затем с помощью рольгангов металл передается на склад заготовок, где определи- Q ется форма и размеры наката.
Аналогично опробованы варианты прокатки с длиной непрокатанной части, равной - 600 мм (3,21) и 800.мм (4,31а).В первом случае
промежуточного недоката путем прерывания прокатки, с последующим изменением ориентации головной и концевой частей недоката относительно направления прокатки за счет пропускания и реверса его, задачей недоката в валки концевой частью и обжатием недоката, отличающийся
() величина концевого наката заметно увеличивается, что приводит к увеличению обрези по сравнению с прокаткой по предлагаемому способу. Во втором случае (4,01а) при той
же величине обрези, что и в основном варианте, увеличивается время холо-
35
40
тем, что, с целью повышения производительности, процесс прокатки прерывают при достижении величины непрокатанной части, равной 3,5-4,0 длины очага деформации, а после обжатия непрокатанной части раскат воз вращает на сторону клети, противоположную Исходной.
0
0
стого хода и соответственно цикла прокатки, что приводит к понижению производительности по сравнен по с прокаткой по предлагаемому способу,
Длина непрокатанной части определяется с помощью датчика положения металла в валках стана. Граничные значения в предлагаемом способе набраны равными 3,5-4,0 1, так как при этом наблюдается наиболее вьфа- женный положительный эффект прокатки раскатов с минимальной потерей производительности.
Таким образом, предлагаемый способ в сравнении с известным позволяет повысить производительность стана, сократить расход электроэнергии при обеспечивании минимальной обрези торцовых участков раскатов.
изобретения
Формула
Способ реверсивной прокатки круппромежуточного недоката путем прерывания прокатки, с последующим изменением ориентации головной и концевой частей недоката относительно направления прокатки за счет пропускания и реверса его, задачей недоката в валки концевой частью и обжатием недоката, отличающийся
тем, что, с целью повышения производительности, процесс прокатки прерывают при достижении величины непрокатанной части, равной 3,5-4,0 длины очага деформации, а после обжатия непрокатанной части раскат воз вращает на сторону клети, противоположную Исходной.
(DUtZ
ФШ.В
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ реверсивной прокатки крупных заготовок | 1989 |
|
SU1697917A1 |
| Способ прокатки слитков и слябов | 1986 |
|
SU1565550A1 |
| Способ прокатки слитков и слябов | 1977 |
|
SU596301A1 |
| СПОСОБ ПРОКАТКИ СЛЯБОВ ИЗ СЛИТКОВ | 2010 |
|
RU2453384C2 |
| Способ прокатки листов и плит | 1989 |
|
SU1784300A1 |
| Способ прокатки блюмов | 1988 |
|
SU1671382A1 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВОК ИЗ ТИТАНОВЫХ СПЛАВОВ НА РЕВЕРСИВНОМ СТАНЕ | 1992 |
|
RU2025153C1 |
| СПОСОБ ПРОКАТКИ СЛИТКОВ ПИРАМИДАЛЬНОЙ ФОРМЫ НА ОБЖИМНЫХ И ЗАГОТОВОЧНЫХ СТАНКАХ | 1997 |
|
RU2128093C1 |
| Сляб для производства полос | 1987 |
|
SU1405913A1 |
| Способ прокатки слябов на листовых станах | 1981 |
|
SU990352A1 |
Изобретение относится к области прокатного производства, конкретнее к производству блюмов, слябов и заготовок из слитков, разливаемых в изложницы, и непрерывно-литых слитков, слябов и заготовок больших сечений. Цель - повышение производительности. Способ предусматривает получение в валках промежуточных недока- тов, процесс прокатки прерывают в завершающей стадии прокатки, когда длина непрокатанной части составляет 3,5-4,0 длины очага деформации. После этого непрокатанную часть пропускают через разведенные валки и задают задним концом в валки, которые реверсируют, докатывают непро- катанную часть и возращают раскат на сторону клети, противоположную исходной. Способ позволяет уменьшить торцовую обрезь, а производительность станов при прокатке по предлагаемому способу по сравнению с известным повышается из-за уменьшения цикла прокатки слитков, слябов или заготовок. 18 ил. СО
фцг.З
фиг.
ф Ф
фигЛ
Q)Ut8
Фи(9
Фиг.1
cpi/i
(PULIS
фиг.П
фиг.1
| Способ прокатки слитков и слябов | 1977 |
|
SU596301A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
