Изобретение относится к обработке металлов давлением, а именно к прокатке слябов на слябинге о
Цель изобретения - уменьшение количества отходов металла с концевой обрезью
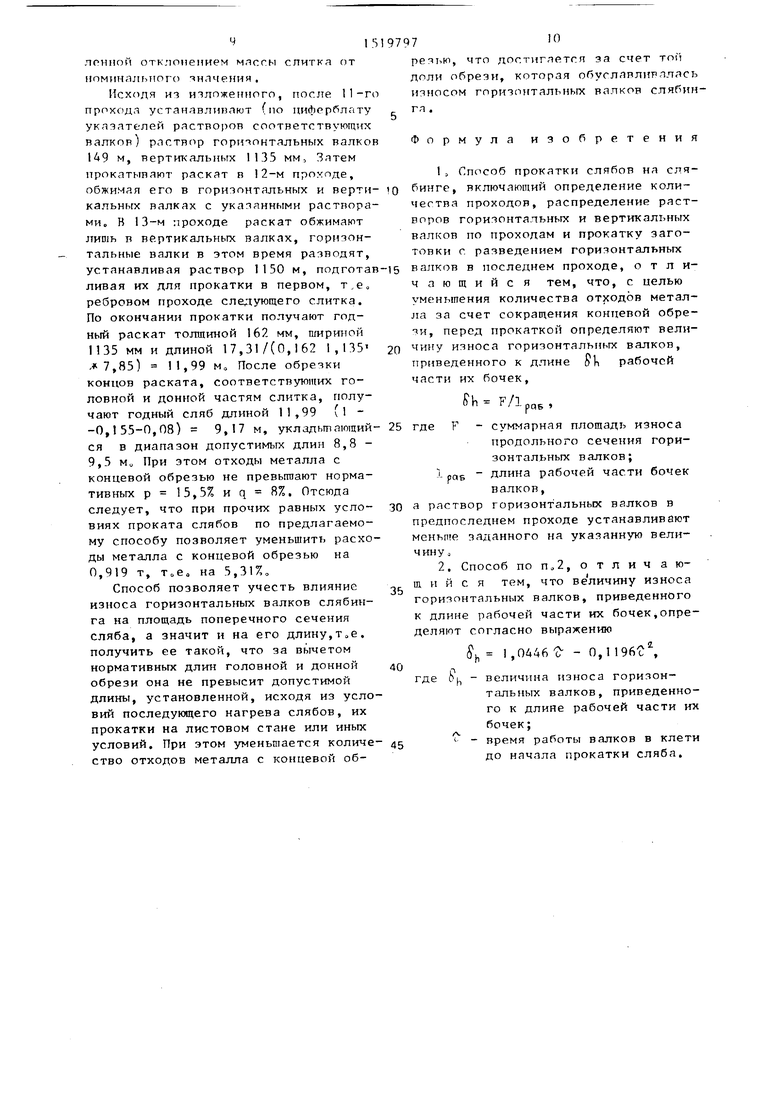
На чертеже изображен раскат 1 между горизонтальными валками 2 слябинга с изношенными в процессе эксплуатации бочкамио
Поперечное сечение сляба вследствие износа валков отличается от прямоугольного. При этом площадь этого сечения оказывается больше площади прямоугольного сечения на величину FO Из-за зтого годная длина сляба будет отличаться от номинальной и окажется за пределами допустимого диапазона, что приведет к дополнительным отходам металла с концевой обрезью. Для предотвращения этих отходов необходимо скорректировать, а именно уменьшить раствор валков h в предпоследнем проходе соответственно износу валковJ
Горизонтальные валки слябинга вы- рабатьгааются крайне неравномерно по длине бочек о При этом характер ломаной кривой износа каждого валка непрерывно изменяется в процессе прокатки в зависимости от количества прокатанного металла, сортаменту слябов по ширине и других факторов„Например, в начале кампании более глубокая высл
со со
работка наблюдается ближе к одному из краев бочки валка, я затем более глубокая выработка появляется у противоположного края бочки„ Кроме того имеется значительная разница в износе верхнего и Hiranero валков слябинга „ Зависимость глубины износа от |координаты по длине бочки валка,отли 1чие износа верхнего валка от валка (Нижнего создает неопределенность в выборе глубины износа для корректировки раствора валков, поскольку для каждой конкретной пары валков существует множество значений глубины износа
Однозначно характеризует износ валков и обобщенно учитывает нерап- иомерность износа валков по длине бочек, а также неравномерность изпо- са верхнего валка по отпотешяо к нижнему величина S h приведенная к длине рабочо1 части бочек глубина износа валков о Здесь F - суммарная площадь износа продольного сечения горизонтальных валков, 1 pas длина рабочей части бочек валков,
Смысл приведения к длине Ipag глубины износа валков заключается в за- |Мене сложных фигур износа с площадью F и множеством значений глубины износа равным по площ,ади и ширине прямоугольником с одинаковым для любого поперечного сечения валков, а значит единственным значением глубины износа She Таким образом, Sh это высота прямоугольника, пло1цадь и ширина которого равны соответственно площади и ширине фигур,ограниченных кривыми износа верхнего и нижнего валков слябингов„ С учетом сказанного величину Sh следует интерпретировать как глубину равномерного износа валков, эквивалентного фактическому, . неравномерному износу. Эквивалентного в смысле равенства площадей фигур неравномерного и равномерного износа валков или, что одно и то же, площадей поперечных сечений слябов, прокатанных с неравномерным и равномерным износом валков о
Зная ifh, можно определить требуемый по условию получения сляба номинальный годной длины раствор горизонтальных валков слябинга и в предпоследнем проходе„
В соответствии с изобретением величину 5h определяют перед прокат
кои, а раствор горизонтальных валков в предпоследнем проходе устанавливают MenbDie заданного на указанную величину.
Величину износа горизонтальных валков, приведенного к длине рабочей части их бочек, определяют согласно выражению
Sh 1 ,0446 -t - n,nl96
5
0
5
0
5
0
5
0
5
где с - время работы валков в клети до начала прокатки сляба
Прокатку слябов на слябинге осуществляют следующим образом.
В соответствии с заказом назначают ширину годного сляба и его длину 1ц из материала допустимых длин.Выбирают H-J сортамента слябинга слиток для прокатки данного сляба Задаются нормативными величинами головной р и дон11(5Й q обрезио Рассчитывают соответствующую номинальной массе слитка, номинальным (заданным) ширине и длине годного сляба 1„, его толщину Ьц Задают количество проходов, растворы горизонтальных и вертикальных валков в каждом )1роходе,„ При этом в последнем проходе предусматривают обжатие раската лить в вертикапьных вапках и разведение горизонтальных валков с уста овкой иХ в исходное положение перед началом прокатки очередного сляба. Определяют 8h - глубину износа бочек горизонтальных валков, приведенную к длине рабочих частей бочек. Для этого используют данные непосредственным измерением износа бочек валков перед началом прокатки или результаты предварительных исследований износа бочек валков, обобщенные и П1оде, например, уравнения регрессии 6h (( L , связывающего h со временем работы валков с от их установки в клеть до момента качана прокатки сляба о Величина oh может быть определена по результатам измерения профиля поперечного сечения ранее
прокатанных слябов I
Нагревают слиток в нагревательном колодце до температуры начала прокатки и последовательно прокатывают его в горизонтальных и вертикальных валках слябинга с заданными растворами валков до предпоследнего прохода, В одном из проходов производят измерение толщины hp, ширины Ь и длины 1р раската. По данным этих измерений рассчит1 1вают раствор h ,,ц
h
5
и,н -Ъ,.-1, - ( -Р- О) Устанавливают (по циферблату ука Ь,Ьр1(
зателя раствора валков) раствор го- ризоиталг ных валков, равньп h. .Затем прокатывают раскат в предпоследнем проходе, обжимая его в горизонтальных валках с раствором h . и в верт1ткальных валках с ранее задан- ным раствором о В последнем проходе раскат обжимают лишь в вертикальных валках, горизонтальные валки в это время разводят, устанавливая их в исходное положение, соответствующее началу прокатки следующего сляба.По окончании прокатки годный раскат подают на ножницы слябинга для обрезки дефектных концов, соответствующих головной и донной частям слитка,Дли- ну обрезанных концов устанавливают, исходя из нормативов р и q. После обрезки конпов получают годный сляб длиной 1, укладывающейся в интервал допустимых длин
Пример, Требуется прокатать на слябинге 1150 КарМК из слитка спокойной стали, имеющего размеры верхнего и нижнего сечений соответственно 762-1152 и 875x1265 мм и но- минальную (теоретическую) массу G 16 т, сляб гаириной 1135 мм и годной длиной 1ц 9,15 м. Требованиям технологической инструкции толщина слябов ограничена диапазоном 140 - 230 мм, годная длина - основным диапазоном 8,8 - 9,5 м и дополнительным 7,1 - 7,9 Мо Нормативные величины головной и донной обрези равны соответственно р 15,5 и q 8% от мае- сы слитка Валки находятся в эксплуатации 20 суто Лиаметры горизонтальных валков слябинга равны 1150 мм, вертикальных 900 мм. Длина бочек горизонтальных валков равна 2100 мм, длина рабочих частей бочек равна 1530 мМо Определяют соответствующую номинальной массе слитка G 16 т, ширине Ъц. 1135 мм и длине 1,, 9,15 мм толщину годного сляба Ьц 16/(9 15,135 7,85) (1-0,155 - - 0,08) 0,150 м 0,150 мм, где 7,85 т/м - плотность стали; 0,155 и 0,08 - нормативные величины головной и донной обрези р и q, выражен- ные в долях от единицы.
Задают количество проходов,растворы горизонтальных и вертикальных валков в каждом проходе (таблица).
Первый проход в горизонтальных валках предусматривают выполнить ребровым, т.,е, с обжатием слитка по ширине, в положение на ребро оВ последнем, т,е„ 13-м проходе предусматривают обжатие раската лишь в вертикальных валках и разведение горизонтальных валков с установкой раствора 1150 мм, Тое в исходное положение перед началом прокатки очередного слитка
По результатам исследований полу- . чили следующее уравнение регрессии, адекватно описьшающее зависимость износа валков от времени эксплуатации (работы) валков t , выраженных соответственно в мм и сутках:
S h 1,0446 - 0,01961 По данному выражению, справедливому для 2 25 сут, определяют,что на момент времени, соответствующий началу прокатки сляба, т,е, на 20-е сутки работы горизонтальных валков, истекшие с момента их установки в клеть, величина износа валков составит S h 1,044б 20 - 0,01961 -20 13 мм
Нагретый в нагревательном колодце до температуры начала прокатки слиток последовательно прокатывают в горизонтальных и вертикальных валках слябинга с заданным по таблице раствором валков до предпоследнего, Тое. 12-го прохода, В 11-м проходе производят измерение толщины hp, ширины Ър и длины 1р раската Получают hp 200 мм, Ър 1115 мм, 1р
9,89 Mo Данные измерений позволяют определить фактическ то массу слитка (за вычетом потерь металла с окалиной и угаром) GC, hpbplp у 0,200 1,115 X 9,89 7,85 17,31 т, где у 7,85 т/м- - плотность сталио Тогда масса годной части слитка, а значит и масса годного сляба (после обрезки на ножни- цах раската, соответствующугх головной и донной частям слитка) будет равна Пг 17,31 (1 - 0,155 - - 0,08) 13,24 То Если допустить О, то тол1Ц1ша годного сляба будет равна 150 мм, Тов, раствору горизонтальных валков в предпоследнем. Тебе 12-м проходе„ В этом случае массе Гт 13,24 т будет соответствовать длина годного сляба 1„ 13,24/ (0,lSOxi,,85) - 9,91 м, которая не попадает ни в основной 8,8 - 9,5 м, ни в дополнительный 7,1 - 7,9 п допустимые диапазоны длин. Чтобы обеспечить с ми- нимальными отходами металла попадание длины сляба в диапазон 8,8 - 9,5 м, длину сляба 9,91 м необходимо уменьшить до 9,5 м, на 0,41 а в диапазоне 7,1 - 7,9 м - до 7,9 м Тое на 2,0 м. Дпипе 0,41 и соответствует масса &а 0,, 1504 , 135 X 7,85 0,548 т, длине 2,01 - масса Л Г, 2,01 0,15«1,135«7,85 2,686 т, являющиеся массой годного металла, удаляемого в обрезь из-за ограничений на годную длину слябов,, При порезке слябов на годную дпттну 9,5 м отходы металла с обрезыо будут меньше, чем при порезке на длину 7,9 м, но тем не менее составят значительную вел1тчину, равную О/Гт.,- (0,548/17,31) 100 3,17% по отношению к массе слитка Чтобы исключить эти отходы, необходимо скоррек- тировать раствор горизонтальных пал- ков в 12-м проходе, Тое толщину годного сляба с тем, чтобы его длина укладывалась в регламентированный основной диапазон длин Если эту корректировку осуществляют без учета износа горизонтальных валков (fill о), то в соответствии с (l) при h. 0,200 м, Ъ, 1,115 м, 1р 9,89 м, 1„ 9,15, р 0,155, q - 0,08 раствор горизонтальных валков в 12-м проходе должен быть равен
0,,1159,99 , (1-0,155 - 0,08) О, 162 м, 162 мм,,
В этом случае годный раскат будет иметь толщину 162 мм, пгирину 1135 мм (раствор вертикальных валков в 12-м и 13-м проходах устанав.гшвают по таблице) и длину 17,31/(0,162М,135« к 7,85) 11,99 Мо
После обрезки на ножнидах слябинга концов раската, соответствующих головной (р 15,5%) и донной (q 8%) частям слитка, длина годного сляба составит 1„ 1),99 (l
-0,155 - 0,08) .9,17 м. Длина годного раската 11,99 м и длина годного сляба 9,17 м подучены в предположе - нии, что h Оо В действительност фактическая длина годного раската,
а после порезки на ножницах и длина годного сляба будут отлупаться соот- петственио от 11,99 и 9,17 м, посколку факпмеский раствор горизонталь- нпх валков в 12-м проходе будет отличаться от 162 мм на величину износа палков Sh 13 мМо Фактический раствор горизонтальных валков в 12-м проходе, а следовательно, и толщина годного сляба составят 162 + 13 175 мм. Толщина 175 мм, щирине 1135 и фактической массе годной част слитка 13,24 т будет соответствовать длина годного сляба 13,24/(0,175
1,135к7,85) 8,49 м, которая окажется между основным и дополнительным допустимыми диапазонами длин о Уменьшением длины сляба на 0,59 м, т.е. с 8,49 до 7,9 м можно добиться ее попадания в дополнительный диапа- яон длин 7о1-7,9 м с минимальными дополнительными (по отнотенито к нор- г- птивпым) отходами металла с обрезью Эти отходы будут равны ДО 0,59
0,175« 7,85 0,919 т и по отноше- niiifl к (Ьлктической массе слитка сос- тпрят ЛГ,/Г. ел (0,919/17,3 ) 100
-5,31%, Чтобы исключить зти отходы металла, раствор в 12-м проходе необходимо скорректировать с учетом oh, T.Ki, уменьщить его (по ци(})ерблату указателя раствора валков) до 162 - -13-149 мм Этому раствору по циферблату указателя раствора валков будет соответствовать фактический (т.е учитывающий износ) раствор валков 162 ММо Длина годного сляба при этом окажется в диапазоне 8,8 - 9,5 м,так как будет равна 13,24/(0,,135
7,85) 9,17 м, что исключит отходы годного металла с обрезью,обусловлрнпои отк:7оиением млссы слитка от поминального нячения,
Исходя из итложенмого, после 11-г проходя устанявлиплют (по циферблату указателей растворов соответствующих валков) раствор горизонтальных валко 149 м, вертикальных 1135 мм. Затем прокатывают раскат в 12-м проходе, обжимая его в горизонтальных и верти кальных валках с указанными растворами. В 13-м проходе раскат обжимают лишь в вертикальных валках, горизонтальные валки в этом время разводят, устанавливая раствор 1150 м, подгота ливая их для прокатки в первом, т.е. ребровом проходе следующего слитка. По окончании прокатки получают годный раскат толщиной 162 мм, шириной 1135 мм и длиной 17,31/(о,162 1,135 - 7,85) 11,99 Мо После обрезки концов раската, соответствующих головной и донной частям слитка, получают годный сляб длиной 11,99 { - -0,155-0,08) 9,17 м, укладьтающий ся в диапазон допустимых длин 8,8 - 9,5 м„ При этом отходы металла с концевой обрезью не превышают нормативных р 15,5% и q 8%, Отсюда следует, что при прочих равных условиях проката слябов по предлагаемому способу позволяет уменьшить расходы металла с концевой обрезью на 0,919 т, Тоео на 5,31%о
Способ позволяет учесть влияние износа горизонтальных валков слябинга на площадь поперечного сечения сляба, а значит и на его длину,. получить ее такой, что за вьгчетом нормативных длин головной и донной обрези она не превысит допустимой длины, установленной, исходя из условий последующего нагрева слябов, их прокатки на листовом стане или иных условий. При этом уменьшается количе ство отходов металла с концевой об
Q 15 20 25 979710
резью, что достигается за счет TOI I доли обрези, которая обуславлирялась износом горизонтальных валков слябин- гя.
Формула изобретения
15 Способ прокатки слябов на слябинге, включающий определение количества проходов, распределение растворов горизонтальных и вертикальных валков по проходам и прокатку заготовки с разведением горизонтальных валков в последнем проходе, отличающийся тем, что, с целью уменьшения количества отходов металла за счет сокращения концевой обрези, перед прокаткой определяют величину износа горизонтальных валков, приведенного к длине 5К рабочей части их бочек,
Ь F/1,
где F рае
рЯб
суммарная площадь износа продольного сечения горизонтальных валков; длина рабочей части бочек валков,
а раствор горизонтальных валков в предпоследнем проходе устанавливают меньше заданного на указанную величину а
2. Способ по п„2, отличающийся тем, что ве личкну износа горизонтальных валков, приведенного к длине рабочей части их бочек,определяют согласно выражению
2
Ь
,0446 -о- - 0,1 196 D
О
0 - величина износа горизонтальных валков, приведенного к длине рабочей части их бочек;
- время работы валков в клети до начала прокатки сляба.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства слябов из слитков | 1988 |
|
SU1629116A1 |
| Способ прокатки на слябинге | 1989 |
|
SU1748892A1 |
| Способ прокатки слябов | 1989 |
|
SU1671383A1 |
| СЛИТОК, УШИРЕННЫЙ КВЕРХУ | 1992 |
|
RU2030953C1 |
| Измеритель длины проката | 1977 |
|
SU778839A1 |
| СПОСОБ ПРОКАТКИ СЛЯБОВ ИЗ СЛИТКОВ | 2010 |
|
RU2453384C2 |
| Способ охлаждения валков и проката при прокатке слябов | 1985 |
|
SU1369839A1 |
| Способ прокатки слябов из слитков | 1990 |
|
SU1731303A1 |
| Прокатный валок | 1984 |
|
SU1768340A1 |
| Способ прокатки слябов | 1990 |
|
SU1787602A1 |
Изобретение относится к области обработки металлов давлением, а именно к прокатке слябов на слябинге. Цель изобретения - уменьшение количества отходов металла с концевой обрезью. Перед прокаткой определяют величину износа горизонтальных валков, приведенного к длине рабочей части их бочек, δН=F/Lраб, где F - суммарная площадь износа продольного сечения горизонтальных валков
L раб - длина рабочей части бочек валков, а раствор горизонтальных валков в предпоследнем проходе устанавливают меньше указанного на указанную величину. Величину износа горизонтальных валков, приведенного к длине рабочей части их бочек, определяют согласно выражению δН=1,0446τ-0,1196τ2, где δН - величина износа горизонтальных валков, приведенного к длине рабочей части их бочек
τ - время работы валков в клети до начала прокатки сляба. 1 з.п.ф-лы, 1 ил., 1 табл.
| Полухин В,П„ и др | |||
| СИГНАЛЬНОЕ УСТРОЙСТВО К СПРИНКЛЕРНОЙ СИСТЕМЕ | 1924 |
|
SU1150A1 |
| Известия ВУЗоп | |||
| - Черная металлургия, 1985, № 7, с | |||
| Способ подготовки рафинадного сахара к высушиванию | 0 |
|
SU73A1 |
