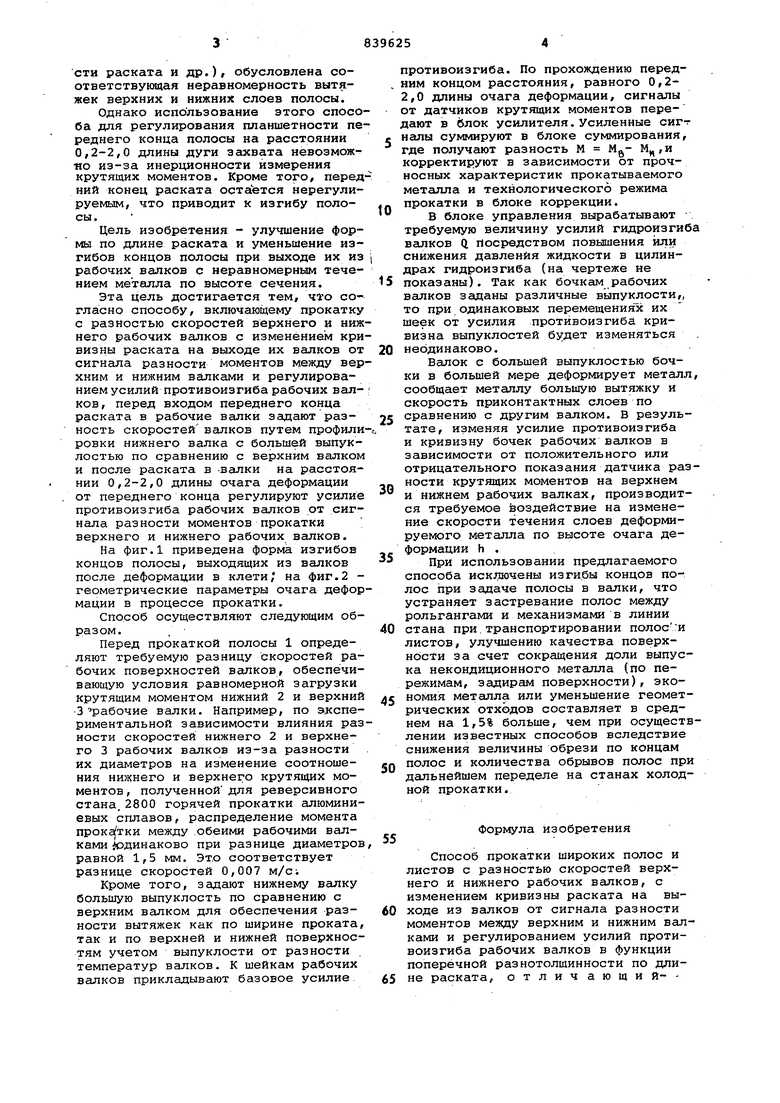
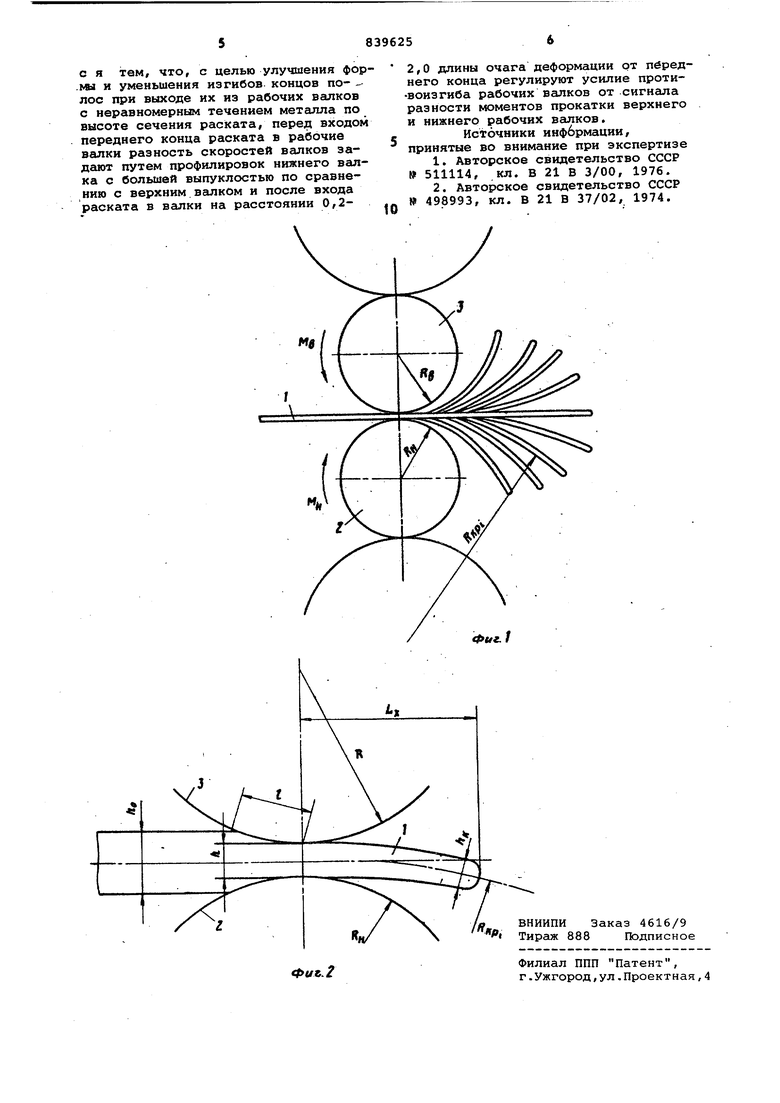
Изобретение относится к прокатке металлов, в частности к способам регулирования формы полосы при прокатке. Известен способ регулирования фор мы полосы посредством автоматического регулирования жесткости клети про катного стана, содержащего дистан1Й1Онные пластины, обеспечиваклдае оптимальные условия работы гидравличес ким цилиндрам установки валков, регулятор давления в гидравлических цилиндрах, управляющий блок, задатчик установки зазора между вгшками, датчик контроля фактической величины зазора между валками,задатчики отклонения от заданного значения коэффициента жесткости клети, датчики конт% оля входа и выхода прокатываемой полосы из прокатных валков клети, датчики давления .металла на валки и ожидаемого усилия прокатки,который позволяет улучшить условия захвата переднего конца полосы.валками клети, исключать изгиб полосы в плос кости прокатки и смещение ее относительно оси прокатки, посредством дополнительного определения коэффициента жесткости клети выше ее заданного значения и ниже заданного значения с последующим сравнением отклонения от заданного значения 13Недостатком известного способа регулирования формы и профиля полосы является неточность регулирования форивл при прокатке концов полосы, не позволяющая исключать изгиб переднего конца раската в сторону нижнего или верхнего рабочих валков в вертикальной плоскости, перпендикулярной плоскости прокатки. Известен также способ прокатки полос, согласно которому регулирование формы полосы при ее деформации в рабочей клети дрессировочного стана с раздельным электроприводом валиов осуществляют изменением разности моментов между верхним и нижним валками с использованием регулятора разности моментов приводных электродвигателей, причем к последнему подсоединены выходы задатчика и.измерителя: формы полосы . Этот способ основан на свойстве ассиметричной прокатки, где разницей крутящих моментов на верхнем и нижнем рабочих валках при отсутствии приложения к очагу деформации дополнительных нагрузок (например,натяжения, момента от веса прокатанной части раската и др.), обусловлена соответствующая неравномерность вытяжек верхних и нижних слоев полосы. Однако использование этого спосо ба для регулирования планшетности пе реднего конца полосы на расстоянии 0,2-2,0 длины дуги захвата невозможно из-за инерционности измерения крутящих моментов. Кроме того, перед ний конец раската остается нерегулируемым, что приводит к изгибу полосы. Цель изобретения - улучшение формы по длине раската и уменьшение изгибов концов полосы при выходе их из рабочих валков с неравномерным течением металла по высоте сечения. Эта цель достигается тем, что согласно способу, включающему прокатку с разностью скоростей верхнего и ниж него рабочих валков с изменением кри визны раската на выходе их валков от сигнала разности моментов между вер хним и нижним валками и регулированием усилий противоизгиба рабочих валков, перед входом переднего конца раската в рабочие валки задают разность скоростей валков путем профили ровки нижнего валка с большей выпуклостью по сравнению с верхним валком и после раската в -валки на расстоянии 0,2-2,0 длины очага деформации от переднего конца регулируют усилие противоизгиба рабочих валков от сигнала разности моментов прокатки верхнего и нижнего рабочих вгшков. На фиг.1 приведена форма изгибов концов полосы, выходящих из валков после деформации в клети/ на фиг.2 геометрические параметры очага дефор мации в процессе прокатки. Способ осуществляют следующим образом. Перед прокаткой полосы 1 определяют требуемую разницу скоростей рабочих поверхностей валков, обеспечивающую условия равномерной загрузки крутящим моментом нижний 2 и верхний 3рабочие валки. Например, по э сспериментапьной зависимости влияния раз ности скоростей нижнего 2 и верхнего 3 рабочих валков из-за разности их диаметров на изменение соотношения нижнего и верхнего крутящих моментов, полученнойдля реверсивного стана,2800 горячей прокатки алюминиевых сплавов, распределение момента прока/тки между обеими рабочими валками одинаково при разнице диаметров равной 1,5 мм. Это соответствует разнице скоростей 0,007 м/с; Кроме того, задают нижнему валку большую выпуклость по сравнению с верхним валком для обеспечения разности вытяжек как по ширине проката, так и по верхней и нижней поверхностям учетом выпуклости от разности температур валков. К шейкам рабочих валков прикладывают базовое усилие противоизгиба. По прохождению передним концом расстояния, равного 0,22,0 длины очага деформации, сигналы от датчиков крутящих моментов передают в блок усилителя. Усиленные сигт налы суммируют в блоке суммирования, где получают разность М Мц,и корректируют в зависимости от прочносных характеристик прокатываемого металла и технологического режима прокатки в блоке коррекции. В блоке управления вырабатывают требуемую величину усилий гидроизгиба валков Ч Посредством повышения или снижения давления жидкости в цилиндрах гидроизгиба (на чертеже не показаны). Так как бочкам рабочих валков заданы различные выпуклости,, то при одинаковых перемещения1с их шеек от усилия противоизгиба кривизна выпуклостей будет изменяться неодинаково. Валок с большей выпуклостью бочки в большей мере деформирует металл, сообщает металлу большую вытяжку и скорость приконтактных слоев по сравнению с другим валком. В результате, изменяя усилие противоизгиба и кривизну бочек рабочих валков в зависимости от положительного или отрицательного показания датчика разности крутящих моментов на верхнем и нижнем рабочих валках, производится требуемое воздействие на изменение скорости течения слоев деформируемого металла по высоте очага деформации h . При использовании предлагаемого способа исключены изгибы концов полос при задаче полосы в валки, что устраняет застревание полос между рольгангами и механизмами в линии стана при.транспортировании полос :и листов, улучшению качества поверхнЬсти за счет сокращения доли выпуска некондиционного металла (по пережимам, задирам поверхности), экономия металла или уменьшение геометрических отходов составляет в среднем на 1,5% больше, чем при осуществлении известных способов вследствие снижения величины обрези по концам полос и количества обрывов полос при дальнейшем переделе на станах холодной прокатки. Формула изобретения Способ прокатки широких полос и листов с разностью скоростей верхнего и нижнего рабочих валков, с изменением кривизны раската на выходе из валков от сигнала разности моментов меяаду верхним и нижним валками и регулированием усилий противоизгиба рабочих валков в функции поперечной разнотолщинности по длине раската, отличающий-
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатная клеть | 1974 |
|
SU610578A1 |
| Устройство регулирования ширины горячекатанных полос на непрерывном стане | 1981 |
|
SU995945A1 |
| СПОСОБ ПРОКАТКИ ШИРОКИХ ПОЛОС И ЛИСТОВ | 1986 |
|
SU1349069A2 |
| Способ регулирования толщины полосы при прокатке | 1978 |
|
SU772635A1 |
| Устройство дополнительного изгиба рабочих валков прокатной клети кварто | 1977 |
|
SU789178A1 |
| Способ горячей реверсивной прокатки листов и устройство для его осуществления | 1979 |
|
SU876216A1 |
| СПОСОБ ПРОКАТКИ ПОЛОС ИЗ ТРАНСФОРМАТОРНОЙ СТАЛИ И СТАН ДЛЯ ХОЛОДНОЙ ПРОКАТКИ | 2014 |
|
RU2559069C1 |
| Устройство для регулирования профиля рабочих валков стана кварто | 1982 |
|
SU1065053A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ РАБОЧЕГО ВАЛКА СТАНА ХОЛОДНОЙ ПРОКАТКИ | 2005 |
|
RU2312721C2 |
| Способ прокатки гладких листов в четырехвалковой клети | 1981 |
|
SU984517A1 |
