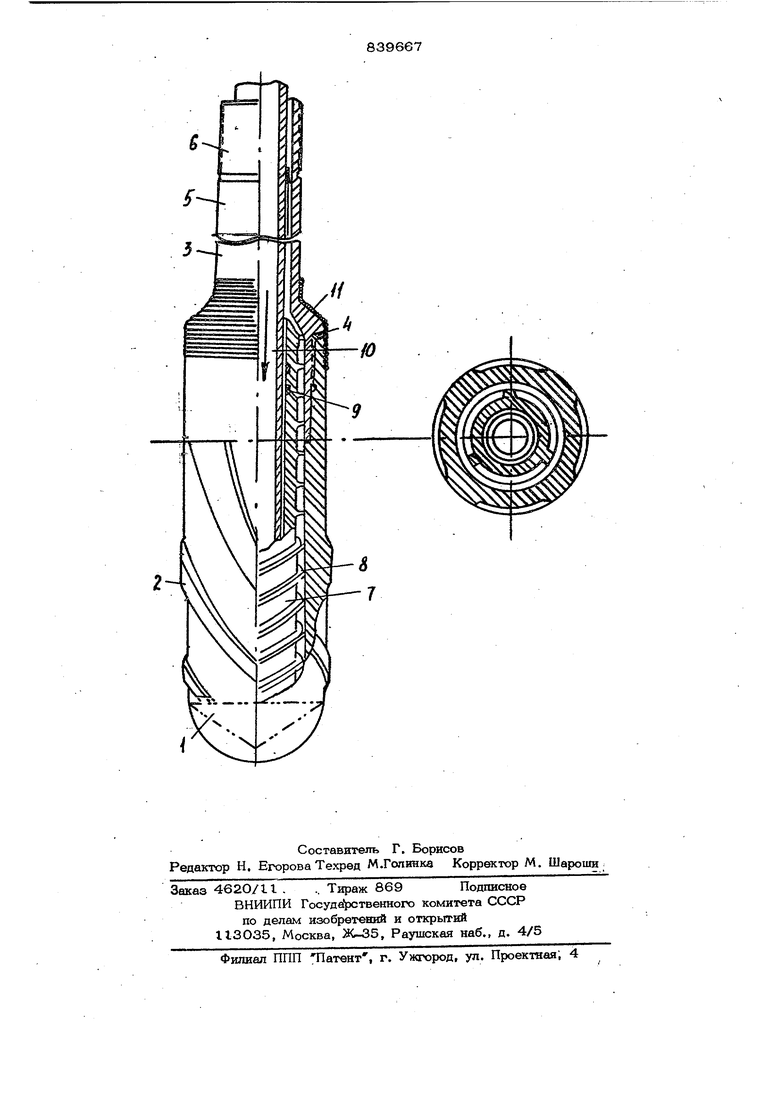
пем устройства. Внутри головки аакреп на втулка 7 с винтовьгми ребрами 8 (нержавеющая сталь). В центральном отверстии втулки сделаны две канавки для резиновых колец 9, которые направля гот и уплотняют трубку 10 подачи охладителя в активатор. Наружные винтовые ребра направлены навстречу ребрам, расп ложенным на втулке. Резиновое кольцо защищено асбестовой оплеткой 11 на жидком стекле. Устройство работает следующим образом ., Во время наполнения кристаллизатора металлом включают насос подачи охлади теля в активатор, вращая его так, чтобы ребра 8 ввинчивались в охладитель, следовательно, ребра 2 будут вывинчиваться из расплава. Таким образом, активатор перемещает охлан денные дозы металла во вращающемся расплаве в радиальном и вертикальном направлениях вглубь . жид кой лунки слитка. Сброс охлажденных доз металла вниз особенно при намораживании корочки, про исходит беспрепятственно, если впадина между соседними рабрамн расширяется к низу активатора. Величина расширения йпадины (сужения ребер) зависит от мно жества факторов, которые фокусируются н всей протяжетгаости зоны непосре|1ственно го контакта-прилипания h Величина зависит от скорости разливки, марки и температ фы стали, конфигурации кристал лизатора и устанавливается экспериментально системой термопар. На практике наиболее часто встречают .ся интервалы Ъ 12О-15О; 17О-220 23О--27О мм. Эксперименты проводят при воздействии на углеродистые стали медными и бронзовыми активаторами. Изменения ишрины винтовых ребер с углом подъема сХ- ЗО для усредненных величш Vif приведены в таблице. Минимальная щирина ребер принимается исходя из стойкости их во времени. 7 Из таблицы следует, что сужение находится в пределах 3-4,6. Для максимального угла подъала винтовых ребер (об 45 ) сужение находится в пределах 3-6 раз. Снижение эксплуатационных расходов достигается тем, что цельносварной корпус известного активатора заменяют COCTEIBным. Погружаемую часть корпуса в расплав-головку выполняют съемной. образом интенсификация процесса перетлешивания охлажденных доз мегалпа с вновь поступающими в кристаллизатор предлагаемым активатором способствует ускорению объемной кристаллизации, направленной вглубь слитка, т.е. улучшению качества заготовки и увеличению скорости разливки. Сборный активатор снижает . эксплуатационные расходы за счет сменных головок на 12-2О%. Ф о р-м ула изобретения I. Активатор для установок непрерывной разливки металлов по авт. св. № 422525, отличающийся т(ал, что, с целью улучшения макроструктуры заготовки и увеличения скорости разлив1си за счет интенсификации процесса перемешивания охлажденных и вновь поступающих масс металла, винтовые ребра находящегося снаружи корпуса активатора, вьшолнены навстречу направлению винтовых поверхностей ребер для охладителя. 2.Активатор поп. 1,отлича ющи и с я тем, что, с целью облегчения сбрасывания во вращающийся расплав охлажденных масс металла как в радиальном, так и в продольном направлениях в глубь жидкого металла, наружные винтовые ребра выполнены так, что в верхней части активатора они шире нижней в 3-6 раз. 3.Активатор по п. I, о т л и ч а ю- щ и и с я тем, что, с целью снижения расходов на его эксплуатацию, нижняя часть корпуса и верхняя выполнены раздельными. Источники информации, принятые во внимание при экспертизе I. Авторское свидетельство СССР 422525, кл. В 22 D ll/lO, 1972,
--.
| название | год | авторы | номер документа |
|---|---|---|---|
| КРИСТАЛЛИЗАТОР | 2007 |
|
RU2374032C2 |
| КРИСТАЛЛИЗАТОР МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1992 |
|
RU2006338C1 |
| КРИСТАЛЛИЗАТОР МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1992 |
|
RU2029656C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОГО СЛИТКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2022699C1 |
| Способ разливки металла | 1984 |
|
SU1201047A1 |
| Способ непрерывной разливки металла и устройство для его реализации | 1981 |
|
SU1016051A1 |
| Устройство для акустической обработки кристаллизирующихся расплавов | 1982 |
|
SU1052561A1 |
| АГРЕГАТ ПОДГОТОВКИ ЖИДКОГО МЕТАЛЛА К РАЗЛИВКЕ В СЛИТКИ И ЗАГОТОВКИ | 2000 |
|
RU2184327C2 |
| СПОСОБ ОХЛАЖДЕНИЯ КРИСТАЛЛИЗАТОРА | 2007 |
|
RU2342220C2 |
| Гильза кристаллизатора для непрерывной разливки сталей | 2017 |
|
RU2678556C1 |