(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗЬБОВЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ
ти разъема , и привод вращения резьбового знака, форма снабжена фиксаторами изделия, установленными на подвижной плите матрицы с возможностью радиального перемещния, а хвостовик резьбового знака соединен с неподвижным упором машины пружиной растяжения.
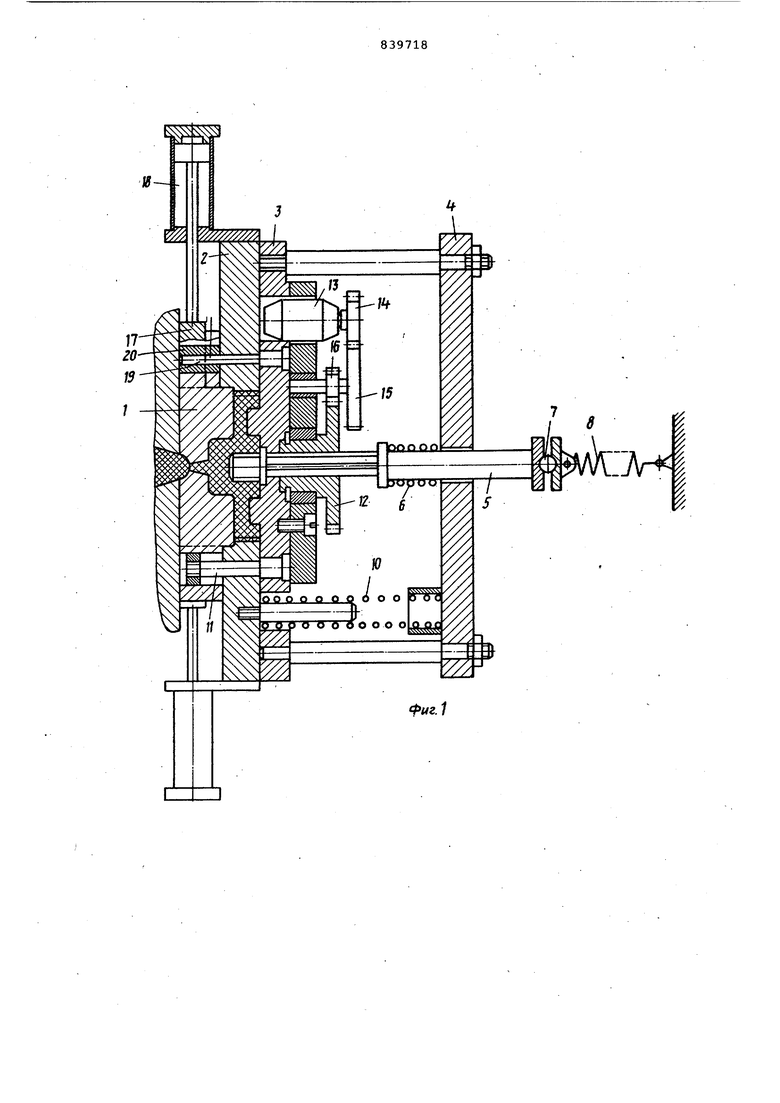
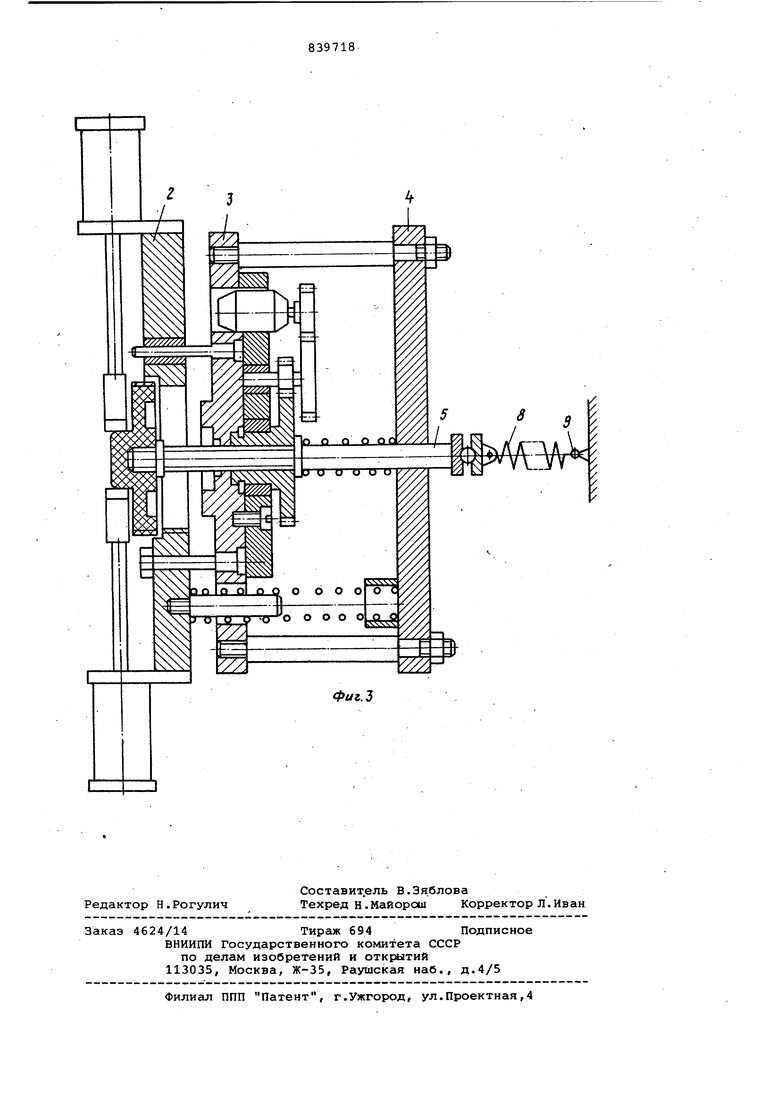
На фиг.1 представлено устройств общий вид, разрез; на фиг.2 и 3 устройство в раскрытом положении.
Устройство содержит литьевую форму, включающую неподвижную плиту 1 матрицы, подвижную плиту 2 матрицы, плиту 3 пуансона жестко связанную с основанием 4, резьбовый знак 5, подпружиненный пружиной 6 относительно основания 4 в сторону к плоскости разъема формы. Через шарнир 7 хвостовик резьбового, знака 5 связан с одним концом пружины растяжения 8, другой конец которой закреплен на неподвижном упоре 9 литьевой машины. Относительно основания 4 пружиной 10 подпружинена плита матрицы 2. В плите 3 закреплена тяга 11 с упором для ограничения перемещения подвижной плиты матрицы. На плите пуансоне размещена ведомая шестерня 12, через которую проходит резьбовый знак, получающая врсШАение от электродвигателя 13 через систему шестерен 14, 15 и 16.
Для фиксации от провОрота на повижной плите матрицы, оформляющей наружную резьбу в изделии, установлены фиксаторы 17 с возможность радиального перемещения, например от пневмоцилиндров 18. В плите 3 закреплена направляющая колонка 19, а в цлите 1 - втулка 20 для центрирования плит,
Устройство работает следующим образом.
В сомкнутую форму впрыскивают материал и по окончании выдержки форму раскрывают.Подвижная часть начинает отходить и в начале ее движения плита 3 отходит от изделия, а пружина 10 поджимает плиту 2 к плите 1, Затем тягами 11 плита 2 вместе с изделием приводится в движение и отходит от неподвижной плиты 1. При отходе подвижной части формы в крайнее положение пружина растяжения 8 возвращается в свободное состояние. Включают привод вращения и резьбовым знаком изделие навинчивается из резьбы подвижной плиты матрицы. Пружина сжатия б поджимает резьбовый знак до упора с шестерней 12.
5 После вывинчивания изделия из плиты 2 фиксаторы 17 зажимают изделие от проворота. Электродвигателю дается обратное вращение, при этом происходит вывинчивание резьбового
o знака 5 из изделия. Изделие освобождается от знака и падает в бункер. При смыкании формы пружина 8 растягивается и фиксирует резьбовый знак в плите 3, в которую он упирается упором.
Предлагаемая форМа имеет простое конструктивное выполнение и надежна в работе.
Формула изобретения
Устройство для изготовления резьбовых изделий из полимерных материалов ,, содержащее неподвижный упор литьевой машины и литьевую форму, включающую неподвижную плиту матрицы, плиту пуансона, жестко связанную с основанием, подвижную плиту матрицы, оформляющей резьбу на наружной поверхности изделия, резьбовый знак для оформления резьбы на внутренней поверхности изделия, подпружиненный относительно основания в направлении к плоскости разъема формы, и привод вращения резьбового знака, отличающееся тем, что, с целью упрощения конструкции формы и повышения надежности работы, форма снабжена фиксаторами
д изделия, установленными на подвижной плите матрицы с.возможностью радиального перемещения, а хвостовик резьбового знака соединен с неподвижным упором машины пружиной растяжения.
. Источники информации,
принятые во внимание при экспертизе
1.Завгородний В.Г. Механизация и автоматизация переработки пластических масс. М., Машиностроение,
0 1964-, с.451-453.
2.Авторское свидетельство СССР № 414124, кл. В 29 С 5/00, 1971 (прототип). 

| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий с резьбой | 1986 |
|
SU1366414A1 |
| Литьевая форма | 1975 |
|
SU540747A1 |
| Литьевая форма для изготовленияиздЕлий C ВНуТРЕННЕй РЕзьбОй | 1979 |
|
SU816767A1 |
| Литьевая форма для изготовления полимерных изделий с внутренними резьбами | 1982 |
|
SU1034915A1 |
| Литьевая пресс-форма | 1974 |
|
SU574897A1 |
| Литьевая форма для изготовления резьбовых изделий из полимеров | 1977 |
|
SU730580A1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1985 |
|
SU1281438A1 |
| Литьевая форма для полимерных изделий с резьбой | 1989 |
|
SU1680544A2 |
| ЛИТЬЕВАЯ ФОРМА С АВТОМАТИЧЕСКИМ ВЫВИНЧИВАНИЕМ РЕЗЬБОВЫХ ЗНАКОВС'Ч-; TJvJTi^'г |-ГчН'-^'-"•;-;--'::;и;.:-;;-.нд?;|С' i-i.':::, '• i.-л -т"-; f л-- >&^>&t-!x.f ; СПА | 1971 |
|
SU307905A1 |
| Литьевая форма для изготовления резьбовых изделий | 1984 |
|
SU1127777A2 |