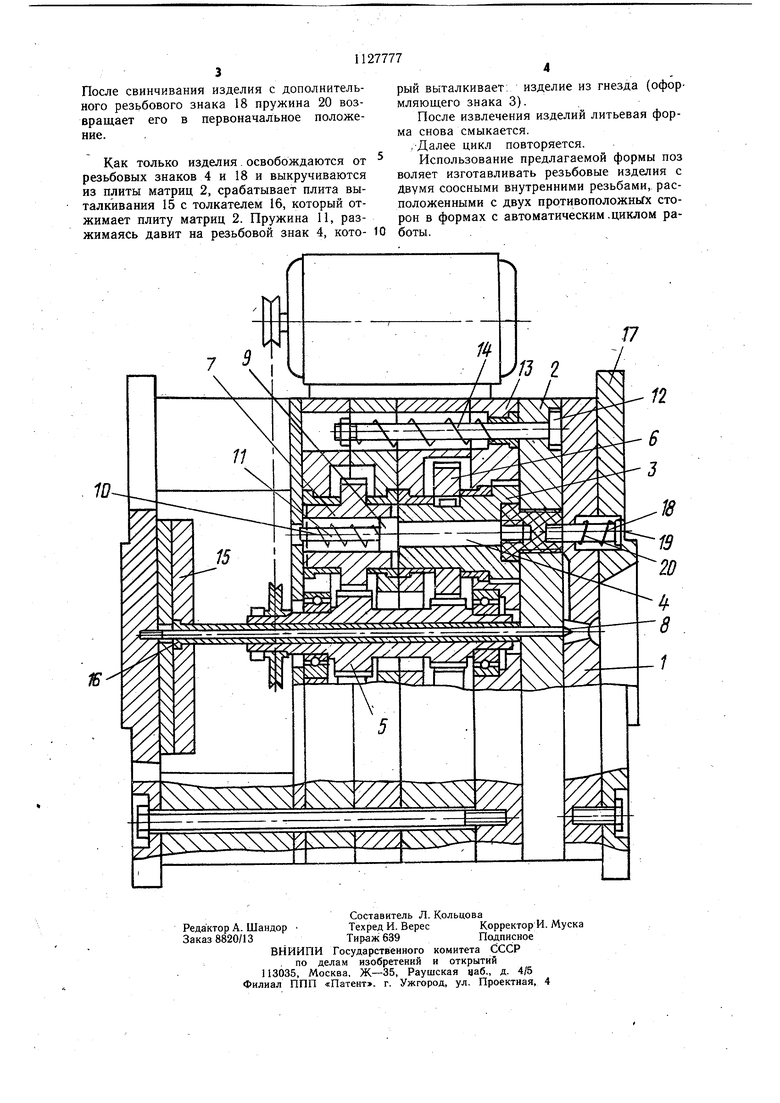
N; Изобретение относится к переработке пластмасс в изделия и может найти применение в машиностроении при изготовлении изделий с внешней и внутренними резьбами. По основному авт. св. № 414124 известна литьевая форма для изготовления резьбовых изделий, содержащая неподвижную литниковую плиту и подвижные плиты матриц и оформляющих знаков, резьбовые знаки и механизм вывертывания изделия из матрицы и резьбового знака из изделия, включающий приводной щестеренчатый вал и находящиеся в зацеплении с ним ведомые щестерни резьбового и оформляющего знаков, причем форма снабжена тягой, закрепленной в плите матриц, подпружиненной относительно плиты оформляющих знаков, а резьбовой знак размещен хвостовиком в центральном отверстии ведомой щестерни с возможностью осевого перемещения и подпружинен в сторону разъема формы. В известном литьевой форме обеспечивается изготовление изделий с внещней и внутренней резьбами благодаря надежной фиксации изделия в оформляющем знаке при одновременном вывертывании изделия и резьбового знака 1. Недостаток известной литьевой формы состоит в том, что в ней невозможно изготавливать изделия с двумя соосными внутренними резьбами с противоположных сторон в случае, когда конструкция изделия не позволяет выполнить эти резЬ|бы одним резьбовым знаком, что ограничивает технологические возможности литьевой формы. Цель изобретения - расширение технологических возможностей литьевой формы за счет обеспечения формования изделий с двумя соосными внутренними резьбами с противоположных сторон изделий. Поставленная цель достигается тем, что литьевая форма для изготовления резьбовых изделий, снабжена дополнительными резьбовыми знаками, размещенными в неподвижной литниковой плите соосно с оформляющими знаками с возможностью осевого перемещения, подпружиненными в направлении, противоположном разъему формы, и снабженными фиксирующими от поворота головками. Такое конструктивное решение позволяет изготавливать изделия с двуия соосными внутренними резьбами с прртивоположных сторон изделия. На чертеже изображена предлагаемая форма, продольный разрез. Лнтьевая форма содержит неподвижную литниковую плиту 1, подвижную плиту матриц 2, оформляющие знаки 3, резьбовые знаки 4, проходящие через центральные отверстия оформляющих знаков 3, приводной щестеренчатый вал 5, снабженный двумя зубчатыми венцами, находящимися в зацеплении соответственно с щестернями 6 и 7, размещенными на оформляющем 3 и резьбовом 4 знаках. Через шестеренчатый вал 5 проходит стержень 8, удерживающий своим поднутрением центральный литник. Резьбовой знак 4 имеет многогранную головку 9,и хвостовик 10, размещенные в центральном отверстии шестерни 7 с возможностью осевого перемещения. На хвостовике 10 установлена пружина 11 для подпружинивания резьбового знака 4 в сторону разъема литьевой формы. Тяга 12 закреплена в плите 2 матриц, и подпружинена относительно плиты 13 оформляющих знаков 3 пружиной 14. Выталкивающая система содержит плиту выталкивания 15 с укрепленным в ней толкателем 16. В неподвижной литниковой плите 1 и жестко с ней связанной плите 17 размещены соосно оформляющим знакам 3 с возможностью осевого перемещения дополнительные резьбовые знаки 18, снабженные фиксирующими от поворота многогранными головками 19, исключающими вращение .дополнительных резьбовых знаков 18, подпружиненных пружинами 20 в направлении, противоположном разъему литьевой формы. Литьевая форма работает следующим образом. В сомкнутую форму подают материал, по окончании выдержки форму разнимают. При разъеме литьевой формы изделия остаются в подвижной плите матриц 2, литниковая -система, удерживаемая поднутрением стержня 8, остается в подвижной части формы, а дополнительный резьбовой знак 18 перемещается вместе с изделием, сжимая пружину 20. Одновременно при разъеме включается привод шестеренчатого вала 5, крутящий момент с которого передается посредством зубчатого зацепления на шестерни 6 и 7. За счет разного передаточного отношения скорость щестерни 7 больше, чем у шестерни 6, поэтому резьбовой знак 4 выкручивается из изделия быстрее, чем само изделие из плиты матриц 2. Крутящий момент на резьбовые знаки 4 передается при помощи участка многогранного сечения и головки 9, которое позволяет резьбовому знаку 4 перемещаться в осевом направлении в шестерне 7. Вывертываясь, резьбовой знак 4 сжимает пружину 11, в то же время изделие при выкручивании отодвигает плиту матриц 2, которая посредством пружины 14, тяги 12 постоянно поджимает изделие к оформляющему знаку 3. При выкручива.нии изделия литники обрь1ваются и вся литниковая система плитой матриц 2 снимается со стержня 8. При вращении оформляющего знака 3 и вывертывания изделия из плиты матриц 2 одновременно происходит свинчивание изделия с дополнительного резьбового знака 18.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗЬБОВЫХ ИЗДЕЛИЙ | 1971 |
|
SU414124A1 |
| Литьевая форма для изготовления резьбовых изделий из пластмасс | 1980 |
|
SU929442A1 |
| Литьевая форма для изготовления резьбовых изделий из пластмасс | 1984 |
|
SU1165594A1 |
| ЛИТЬЕВАЯ ФОРМА С АВТОМАТИЧЕСКИМ ВЫВИНЧИВАНИЕМ РЕЗЬБОВЫХ ЗНАКОВС'Ч-; TJvJTi^'г |-ГчН'-^'-"•;-;--'::;и;.:-;;-.нд?;|С' i-i.':::, '• i.-л -т"-; f л-- >&^>&t-!x.f ; СПА | 1971 |
|
SU307905A1 |
| Литьевая форма для изготовления полимерных изделий с внешней резьбой | 1984 |
|
SU1219394A1 |
| Литьевая форма | 1975 |
|
SU540747A1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1985 |
|
SU1281438A1 |
| Литьевая форма для изготовления полимерных изделий с резьбами | 1982 |
|
SU1115912A1 |
| Литьевая форма для изготовления резьбовых изделий из полимеров | 1977 |
|
SU738890A1 |
| Литьевая форма для изготовления резьбовых изделий из полимеров | 1977 |
|
SU730580A1 |
ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗЬБОВЫХ ИЗДЕЛИЙ по авт. св. № 414124, отличающаяся тем, что, с целью расширения технологических возможностей литьевой формы путем обеспечения формования изделий с двумя соосными внутренними резьбами с противоположных сторон изделий, она снабжена дополнительными резьбовыми знаками, размещенными в неподвижной литниковой плите соосно с оформляющими знаками с возможностью осевого перемещения, подпружиненными в направлении, противоположном разъему формы, и снабженными фиксирующими от поворота головками.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗЬБОВЫХ ИЗДЕЛИЙ | 1971 |
|
SU414124A1 |
| Солесос | 1922 |
|
SU29A1 |
