(54) УСТРОЙСТВО ДЛЯ НАМОТКИ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ НАМОТКИ ИЗДЕЛИЙ ИЗ СЛОИСТЫХ ПЛАСТИКОВ | 1992 |
|
RU2060923C1 |
| Агрегатный станок для изготовления стеклопластиковых труб | 1979 |
|
SU921870A1 |
| РАСКЛАДЧИК НАМОТКИ | 1991 |
|
RU2028268C1 |
| Установка автоматической намотки катушки | 2021 |
|
RU2773986C1 |
| Станок для изготовления изделий методом намотки | 1976 |
|
SU645844A1 |
| СПОСОБ ПОЛУЧЕНИЯ НАМОТКОЙ СЛОИСТЫХ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ И НАМОТКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2054358C1 |
| СТАНОК ДЛЯ НАМОТКИ АРМИРОВАННЫХ КРИВОЛИНЕЙНЫХ РУКАВОВ | 2013 |
|
RU2576639C2 |
| Станок для намотки изделий сложного профиля на неподвижных оправках | 1973 |
|
SU786169A1 |
| СТАНОК ДЛЯ НАМОТКИ КРИВОЛИНЕЙНЫХ ТРУБ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2006 |
|
RU2336168C2 |
| СПОСОБ АДАПТИВНОГО УПРАВЛЕНИЯ ПРОЦЕССОМ НАМОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2287430C1 |
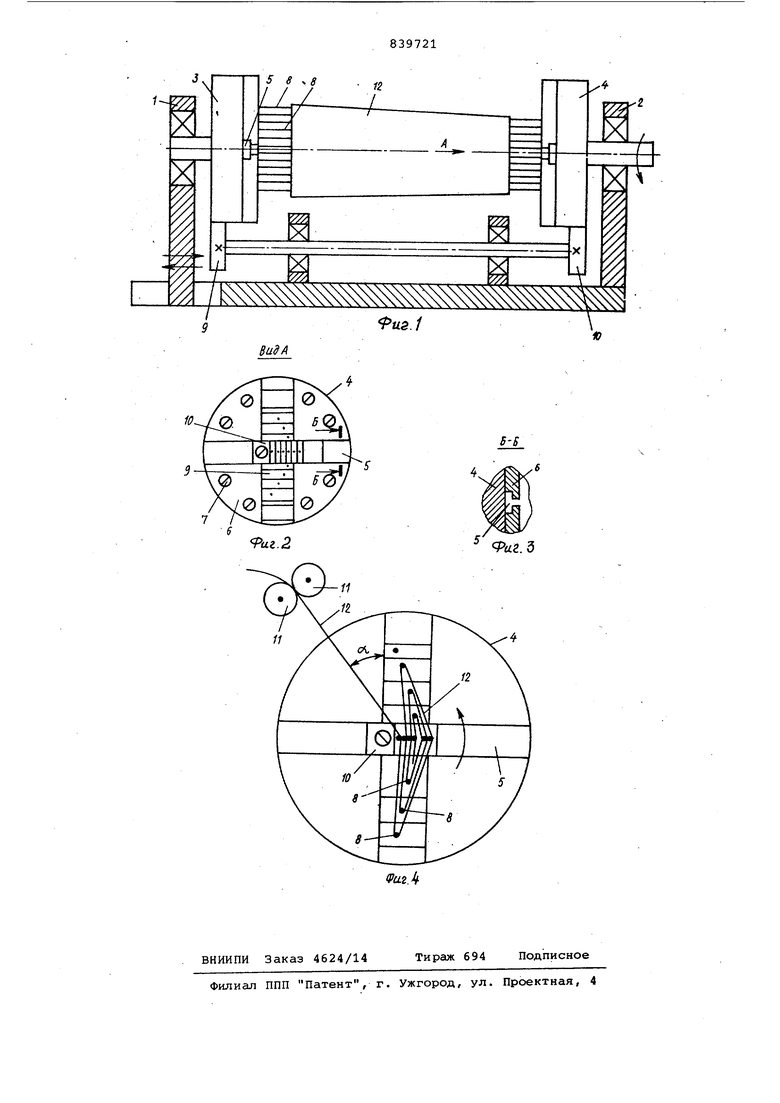
Изобретение относится к переработ ке композиционных материалов и может быть нспользовано в различных отраслях народного хозяйства при изготовлении деталей сложного профиля методом намотки. Известно устройство для изготовления деталей сложного профиля, пред ставляющее собой прессформу из жесткой матрицы, на которой производится выкладка заготовки из слоев композиционного материала и пуансона . 1 . Однако применение такого устройства не позволяет создать нужную ориентацию армирующих волокон. Наиболее близким к предлагаемому является устройство для.намотки изде лия из композиционных материалов, со тоящее из оправки с приводом и раскладчика, ход которого о.беспечивает заданный рисунок намотки 2. Однако применение оправок оболочкового типа позволяет изготовить деталь только с внутренним отверстием Цель предложения - разработка оправки, позволяющей вести намотку заготовок изделий сплошного сечения Для этого в устройстве для намотки, содержащем оправку с приводом и раскладчик, несущая поверхность оправки выполнена в виде расположенных в местах перегиба материала по сечению изделия струн с захватами, установленными в синхронно вращающихся планшайбах, одна из которых смонтирована с возможностью перемещения вдоль оси оправки. На фиг.1 изображено предлагаемое устройство, общий вид; на фиг.2 - вид А на фиг.1; на фиг.З - разре.з: Б-Б на фиг.2; на фиг.4 - схема навивки изделия . Устройство состоит из основания на котором смонтированы стойки 1 и 2, с установленными с помощью подшипников планшайбами 3 и 4, снабженных Т-образными пазами 5. Пазы 5 изготовлены фрезерованием или с помощью съемных секторов б, закрепляемых на планшайбах 3 и 4 винтами 7. Устройство содержит оправку, несущая поверхность которой образована струнами 8 с захватами 9, вставляемые в пазы 5 планшайб 3,4 и закрепляемое там с помощью планки 1о с винтом. Вращение оправки осуществляется с помощью привода (не показано), при этом синхронность поворота планшайб
3 и 4, обеспечена зубчатыми передачами 9 и 10.
Для натяжения струн 8 одна из планшайб, например 3, выполнена с возможностью перемещения вместе со стойкой 1 вдоль оси оправки (привод не показан),
Устройство снабжено раскладчиком натяжителем 11 наматываемого материала 12, выполненного в виде подторможенных прижимных валков.
Устройство работает следующим образом.
Для намотки лопатки осевых турбомашин струну 8, представляющую начало укладки наматываемого материала 12, устанавливают с помощью захвата 9 в паз 5 планшайб 3 и 4 и фиксируют ее положение планками 10. На этой стне закрепляют наматываемый материал 12 и начинают намотку. Для этого в точке перегиба аналогичным образом y танавливают другую струну 8 и поворачивают планшайбы 3 и 4 на 1/2 оборота, при этом происходит укладка мтериала 12 по заданной траектории, а один из пазов 5 занимает вертикальную плоскость. Планшайба 3 перемещается вправо, ослабляя струны и в вертикальный паз 5 вставляют следующую струну 8, струны натягивают, перемещая стойку 1 с планшайбой 3 влево и производят 1/4 оборота. При достижении положения, при котором пазы 5 планшайб 3 и 4, прилегающих к корытцу лопатки, займут верхнее положение, струна в него не вставляется, а производится еще 1/4 оборота планшайб 3 и 4.Затем вставляются струны в пазы корытца лопатки и в вертикальный паз сверху. И так дал Струны в пазе у корытца закрепляются в заданном положении с помощью фиксатора 10.
Раскладчик-натяжитель 11 расположен таким образом, что натягивая материал 12, он обеспечивает плотное прижатие струн 8, вставленных в вертикальном положении паза 5, к уже намотанной заготовке и тем самым фиксирует-ее положение. В дальнейшем все операции при намотке повторяются. После окончания намотки заготовки производится снятие ее с приспосоления, для этого струны ослабляются и захваты 9 струн 8 снимаются с планшайбы 3. Струны 8 отсоединяются от захватов 9 и вынимаются из заготовки лопатки. Затем готовая заготовка прессуется.
Применение предлагаемого устройства позволяет увеличить точность намотки слоев заготовок, качество изделий, изготавливаемых из композиционного материала, и значительно упрощает процесс их изготовления.
Формула изготовления
Устройство для намотки изделий из композиционных материалов, состоящее из оправки с приводом и раскладчика, о тл ич ающее с я тем,что с целью намотки заготовок изделий сплошного сечения, несущая поверхность оправки выполнена в виде расположенных в местах перегиба материала по сечению изделия струн с захватами, установленными в синхронно вращающихся планшайбах, одна из которых смонтирована с возможностью перемещения вдоль оси оправки.
Источники информации, принятые во внимание при экспертизе
i. Горяинова А.В. Стеклопластики в машиностроении. М., Машгиз, 1961, с.69.
US.1
ю
Ж
SS
