(54) ПРЕСС ДЛЯ УСТНОЙ ВУЛКАНИЗАЦИИ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ
короба, внутри которого уложена эластичная диафрагма, связанная с насосом ((не показан),, создакнцим давление прессования. В направляющих 3 качения, закрепленных на станине 1, смойтированьгползуны 4, в которых шарнирно установлены рычаги 5. Другие концы рычагов 5 шарнирно соединены с верхней нагревательной плитой б, Ползуны 4 кинематически связаны между собой синхронизирующим устройством, выполненным в виде двух 7, закрепленных друг против друга на ползунах -4. Рейки 7 соединены с шестерней 8, ось которой закреплена на станине 1. Каждый из ползунов 4 соединен с пневмоцилиндром 9 и имеет упорную рейку 10. С упорной рейкой 10 находится в контакте защелка 11, смонтированная на оси 12 и связанная с г1невмоцилиндром 13.
Пресс работает следующим образом.
Подготовленный для вулканизации стык резинотехнического изделия укладывается на нижнюю нагреватель ную плиту 2. Подается воздух в пневмоцилиндры 9, при этом ползуны 4, премещаясь навстречу друг другу,поворачивают рычаги 5,заставляя опускать верхнюю нагревательную плиту 6 до смыкания ее с нижней нагревательной плитой 2. Далее подается воздух в пневмоцилиндры 13, которые поворачивают защелки 11 и вводят их в зацепление с упорными рейками 10 на ползунах 4.включается насос (не показан) и в диафрагму нижней нагревательной плиты 2 подается рабочая- жидкость, создающая давление прессования. Включаются нареватели и происходит процесс вулканизации. При создании давления прессования, если угол cL , образованный между двумя рычагами 5, имеющими общую ось поворота на верхней нагревательной плите б, больше
угла самоторможения, то усилие прессования, передаваемое через рычаги 5 на ползуны 4, воспринимается станиной 1 не только за счет сухого трения стальных ползунов 4 о станину 1, но и за счет защелок 11, зацепленных за упорные рейки 10 ползунов 4. По окончании вулканизации сбрасывается давление из диафрагмы нижней нагревательной плиты 2 и при достижени нулевого давления подается воздух в пневмоцилиндры 13, которые выводят защелки Д1 из зацепления с рейками 1 Далее подается воздух в пневмоцилиндры 9, которые перемещают ползуны 4 во взаимно противоположные стороны, синронность перемещения которых обеспечивается кинематической связью с помощью реек 7 и шестерни 8, осуществляя подъем верхней нагреватель ной плиты б. Свулканизированный стык резинотехнического изделия снимается с нагревательной плиты 2 и далее процесс повторяется.
Предлагаемый пресс позволяет без перестройки производить местную вулканизацию стыков крупногабаритных резинотехнических изделий по всему диапазону толщин.
Формула изобретения
Пресс для местной вулканизации резинотехнических изделий по авт.св. № 221260, отличающийся тем, что, с целью расширения диапазона вулканизируемых изделий по толщине, он снабжен упорными рейками, установленными на ползунах, и взаимодействующими с ними защелками, установленными шарнирно на станине и связанными с приводами для их поворота.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 221260, кл. В 29 Н 5/16, 1965 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС ДЛЯ МЕСТНОЙ ВУЛКАНИЗАЦИИ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1968 |
|
SU221260A1 |
| Вулканизационный пресс | 1976 |
|
SU605370A1 |
| Пресс вулканизационный | 1979 |
|
SU835814A1 |
| ПРЕСС ДЛЯ МЕСТНОЙ ВУЛКАНИЗАЦИИ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1968 |
|
SU221261A1 |
| Вулканизационный пресс | 1978 |
|
SU804502A1 |
| Установка для сборки крупногабаритных резинотехнических изделий | 1978 |
|
SU739835A1 |
| Вулканизационный пресс для длинномерных резинотехнических изделий | 1989 |
|
SU1611746A1 |
| Пресс для вулканизации листовых резинотехнических изделий | 1981 |
|
SU1004146A1 |
| Форма для вулканизации резинотехнических изделий с ребрами жесткости | 1976 |
|
SU709381A1 |
| Вулканизационный пресс | 1986 |
|
SU1353614A1 |
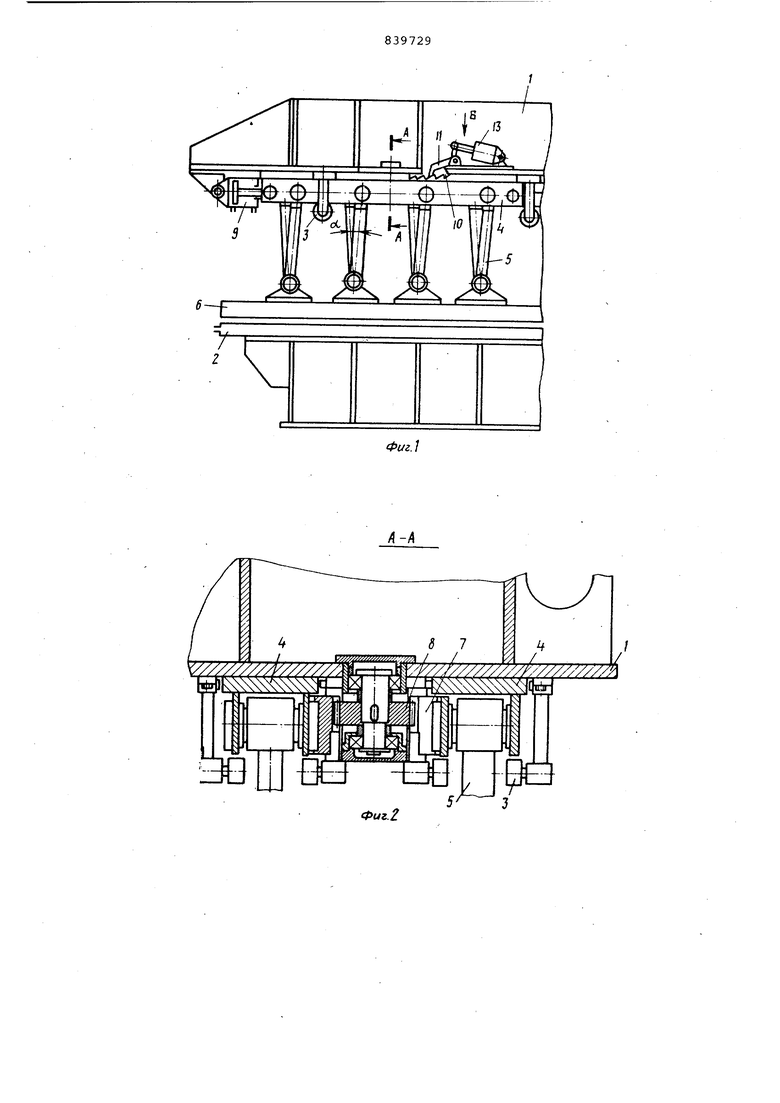

фиг. 2
