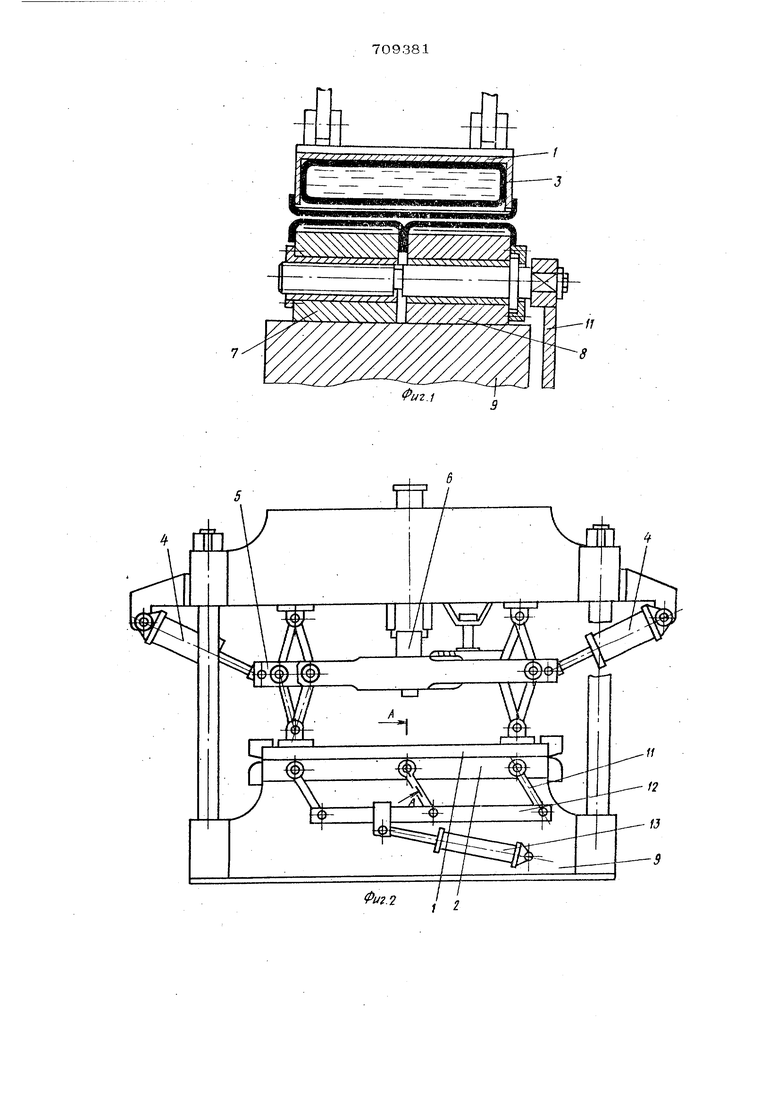
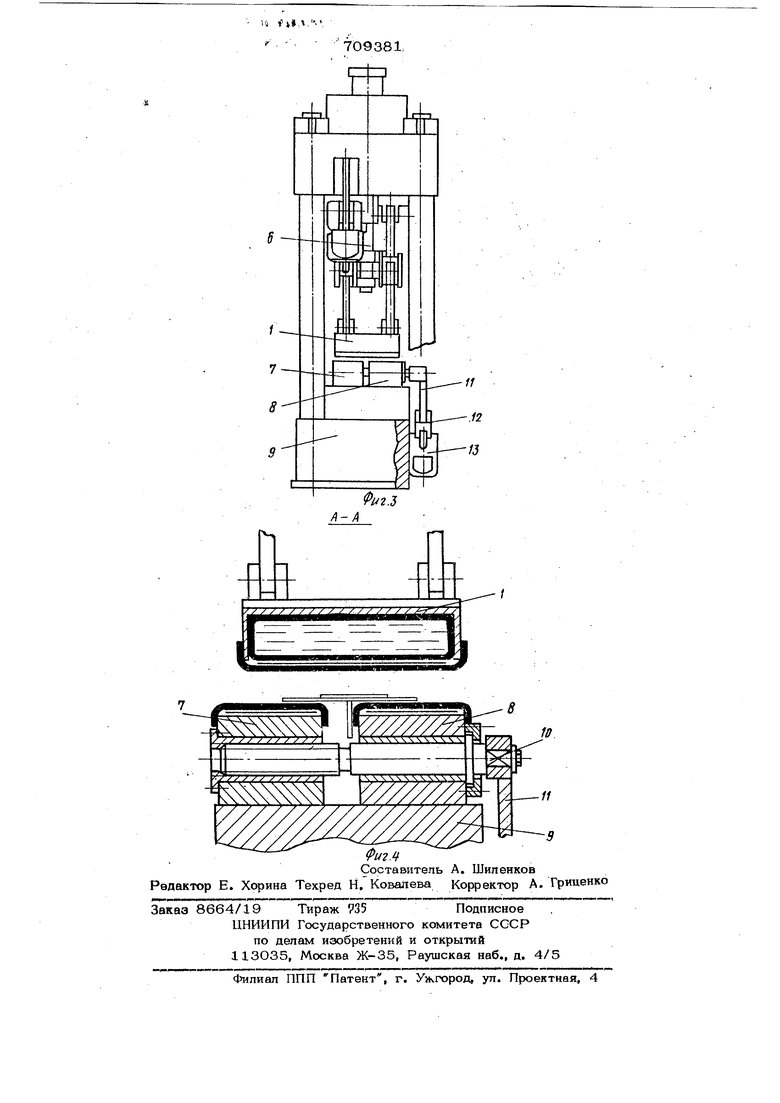
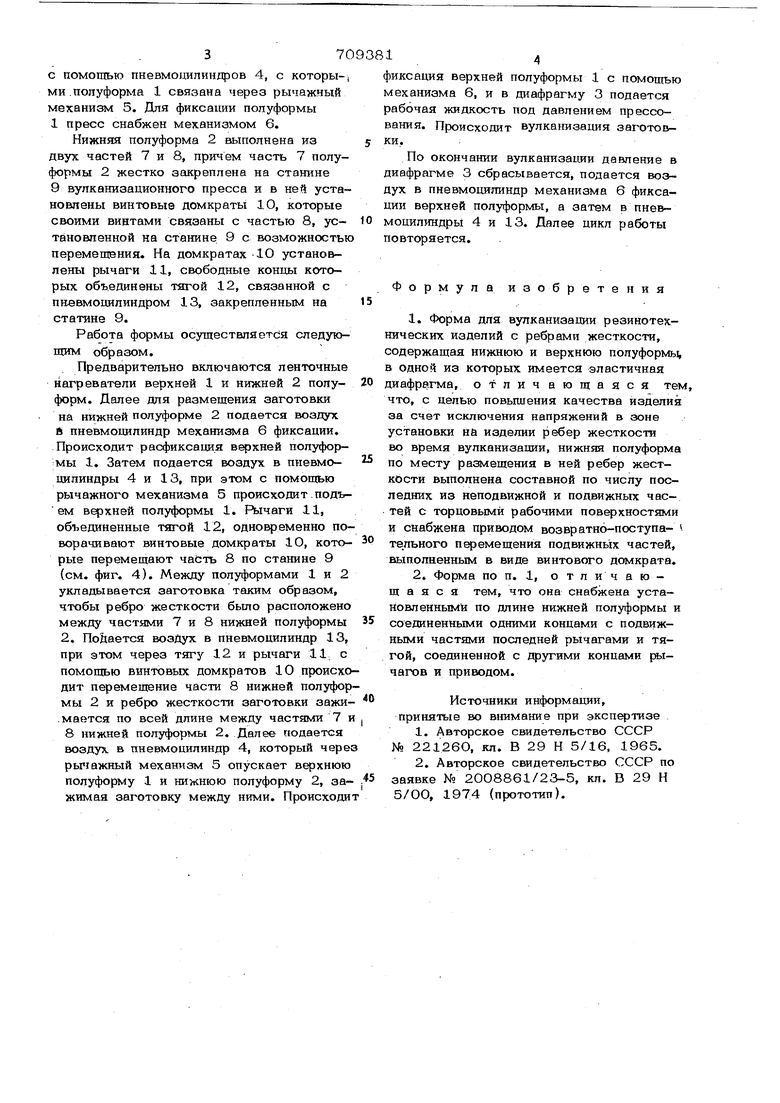
Изобретение относится к изготовлению резинотехнических изделий и может быть использовано в производстве резинотехнических изделий для аппаратов на воздушной подушке. Известна форма для вулканизации резинотехнических изделий с ребрами жест кости, содержащая нижнюю и верхнюю полуформы, в одной из которых имеется эластичная диафрагма l,2j. В известной форме нельзя вулканизовать резинотехнические изделия с ребрами жесткости без деформации последних в зоне стыковки с основным материалом Целью изобретения является повьпые- ние качества изделия за счет исключения напряжений в зоне установки на изделии ребер жесткости во время вулканизации. Поставленная цель достигается тем, что нижняя полуформа по месту размеше кия в ней ребер жесткости выполнена со тавной по числу последних из неподвижной и подвижньгх частей с торцовыми рабочими поверхностями и снабжена при- водом воз вратно-поступательно -ю перемещения подвижных частей, М)Шопненным в виде винтового домкрата, а также тем, что форма снабжена установленными по длине нижней полуформы и соединенвЕлми одними концами с подвижными частями последней рьмагами и тягсй, соединенной с другими концами рычагов и приводом. На фиг. 1 показана форма, поперечный разрез; на фиг. 2 - форма, установленная в вулканизационном прессе, общий вид; на фиг. 3 - то же, вид сбоку; на фиг. 4 показан разрез А-А на фиг. 2 (полуформы находятся в исходном положении перед установкой изделия). Форма для вулканизации резинотехнических изделий с ребрами жесткости содержит снабженные ленточньгми нагревателями верхнюю 1 и нижнюю 2 полуформы. Верхняя полуфррма 1 снабжена эластичной диафрагмой 3 в вулканизационном прессе с возможностью возвратрго-поступательного вертикального персметаония 370 с помощью пневмо1№1ттщ ов 4, с которы-j ми.попуформа 1 связана через рычажный механизм 5. Для фиксации полуформы 1 пресс снабжен механизмом 6. Нижняя попуформа 2 выполнена из двух частей 7 и 8, причем часть 7 полуформы 2 жестко закреплена на станине 9 вулканизационного пресса и в ней установлены винтовые домкраты 10, которые своими винтами связаны с частью 8, установпэнной на станине 9 с возможностью перемещения На домкратах -Ю установлены рычаги 11, свободные концы которых объединены тягой 12, связанной с паевмоиилиндром 13, закрепленным на статике 9. Работа формы осуществляется следующим образом. Предварительно включаются ленточные нагреватели верхней 1 и нижней 2 полуформ. Далее для размещения заготовки на нижней полуформе 2 подается воздух В пневмоцилиндр механизма 6 фиксации. Происходит расфиксация верхней полуформы 1, Затем подается воздух в пневмоцилиндры 4 и 13, при этом с помощью рычажного механизма 5 происходит.подъем верхней полуформы 1. РЫчаги 11, объединенные тягой 12, одновременно поворачивают винтовые домкраты 1О, которые перемещают часть 8 по станине 9 (см. фиг. 4). Между полуформами 1 и 2 укладывается заготовка таким образом, чтобы ребро жесткости было расположено между частями 7 и 8 нижней полуформы 2. Подается возДух в пневмоцилиндр 13, при этом через тягу 12 и рычаги 11, с помощью винтовых домкратов 10 происхо дит перемещение части 8 нижней полуфор мы 2 и ребро жесткости заготовки зажи.мается по всей длине между частями 7 и 8 нижней полуформы 2. Далее подается воздух в пневмоцилиндр 4, который чере рьгшжный механизм 5 опускает верхнюю полуформу 1 и нижнюю полуформу 2, зажимая заготовку между ними. Происходи 1 иксация верхней полуформы 1 с помощью еханизма 6, и в диафрагму 3 подается абочая жидкость под давлением прессования. Происходит вулканизация заготови.: По окончании вулканизации давление в иафрагме 3 сбрасывается, подается возух в пневмоцилиндр механизма 6 фиксаии верхней полуформы, а затем в пневоцилиндры 4 и 13. Далее цикл работы овторяется. Формула изобретения 1. Форма для вулканизации резинотехнических изделий с ребрами жесткости, содержащая нижнюю и верхнюю полуформь в одной из которых имеется эластичная диафрагма, отлич ающаяся тем, что, с целью повьпиения качества изделия за счет исключения напряжений в зоне установки ни изделии ребер жесткости во время вулканизации, нижняя полуформа по месту размещения в ней ребер жесткости выполнена составной по числу последних из неподвижной и подвижных частей с торцовыми рабочими поверхностями и снабжена приводом возвратно-поступательного перемещения подвижных частей, выполненным в виде винтового домкрата. 2. Форма по п. 1, отличающаяся тем, что она снабжена установленными по длине нижней полуформы и соединенными одними концами с подвижными частями последней рычагами и тягой, соединенной с другими концами рычагов и приводом. Источники информации, принятые во В1шмание при экспертизе 1.Авторское свидетельство СССР N9 22126О, кл. В 29 Н 5/16, 1965. 2.Авторское свидетельство СССР по заявке № 20О8861/23-5, кл. В 29 Н 5/ОО, 1974 (прототип).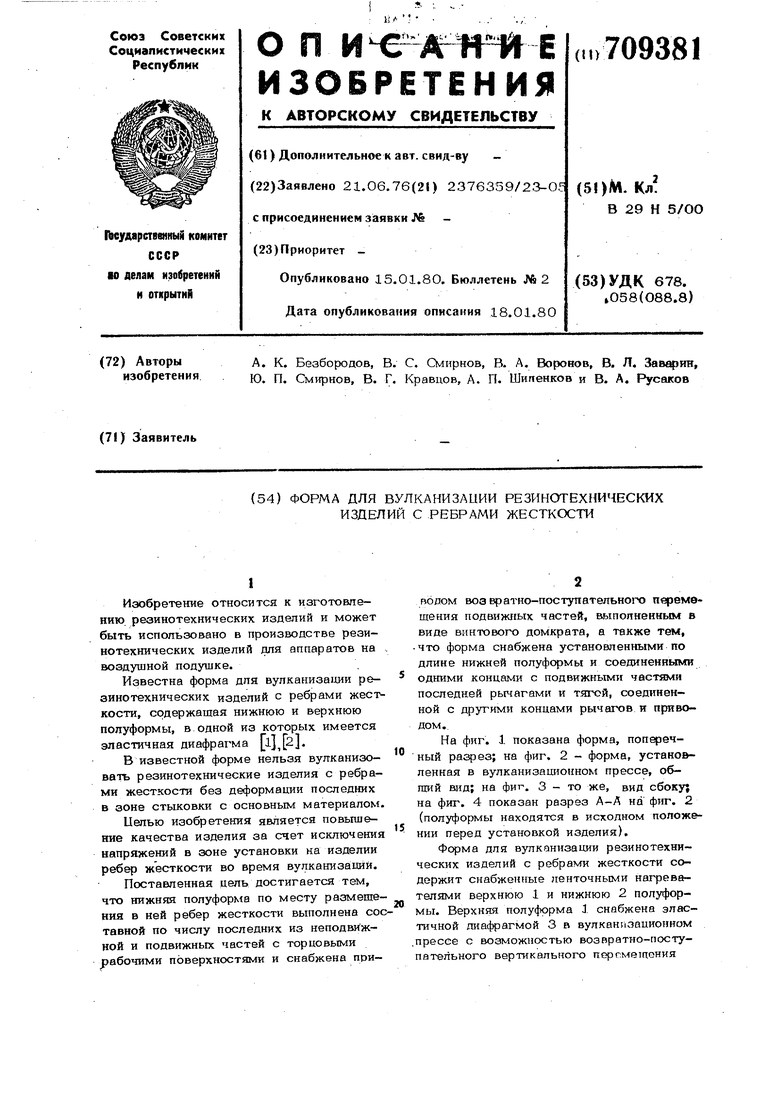
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сборки крупногабаритных резинотехнических изделий | 1978 |
|
SU739835A1 |
| Вулканизационный пресс | 1978 |
|
SU804502A1 |
| Вулканизационный пресс для длинномерных резинотехнических изделий | 1989 |
|
SU1611746A1 |
| Установка для формования и вулканизации резинотехнических изделий | 1985 |
|
SU1310230A1 |
| Вулканизационный пресс | 1986 |
|
SU1353614A1 |
| Пресс вулканизационный | 1979 |
|
SU835814A1 |
| Пресс для вулканизации листовых резинотехнических изделий | 1981 |
|
SU1004146A1 |
| Вулканизационный пресс | 1976 |
|
SU605370A1 |
| Пресс для вулканизации длинномерных резинотехнических изделий | 1975 |
|
SU654441A1 |
| Вулканизационный пресс | 1977 |
|
SU774953A1 |