I
Изобретение относится к гидроавтматике и может быть использовано в системах металлорежущих станков, например в круглошлифовальных станках для обработки деталей с применением люнета.
Известна гидравлическая, следящая система металлорежущего станка, содержащая гидроцилиндр .люнета, щтоковая полость которого подключена к источнику питания, а поршневая- - к регулятору давления, связанному с подвижной частью корпуса задней бабки станка, установленной с возможностью малых перемещений относительно неподвижного основания в. направлении, перпендикулярном оси детали р.
Недостатком известной системы является малая точность компенсации силы резания вследствие того, чтр при возрастании частоты изменения силы резания перепад давлений Q карманах гидростатической опоры
уменьшается по амплитуде и растет его отставание по фазе от нагрузки.
Цель изобретения - повьшгение точности KONmeHcaujHH силы резания.
Указанная цель достигается тем, что регулятор выполнен в виде двухкромочного золотника,втулка которого закреплена на основании, а плунжер, поджатый пружиной, взаимодействует с указанной подвижной частью, йри этом последняя снабжена штангой для фиксации, имеющей шарнир, упругий в направлении оси детали.
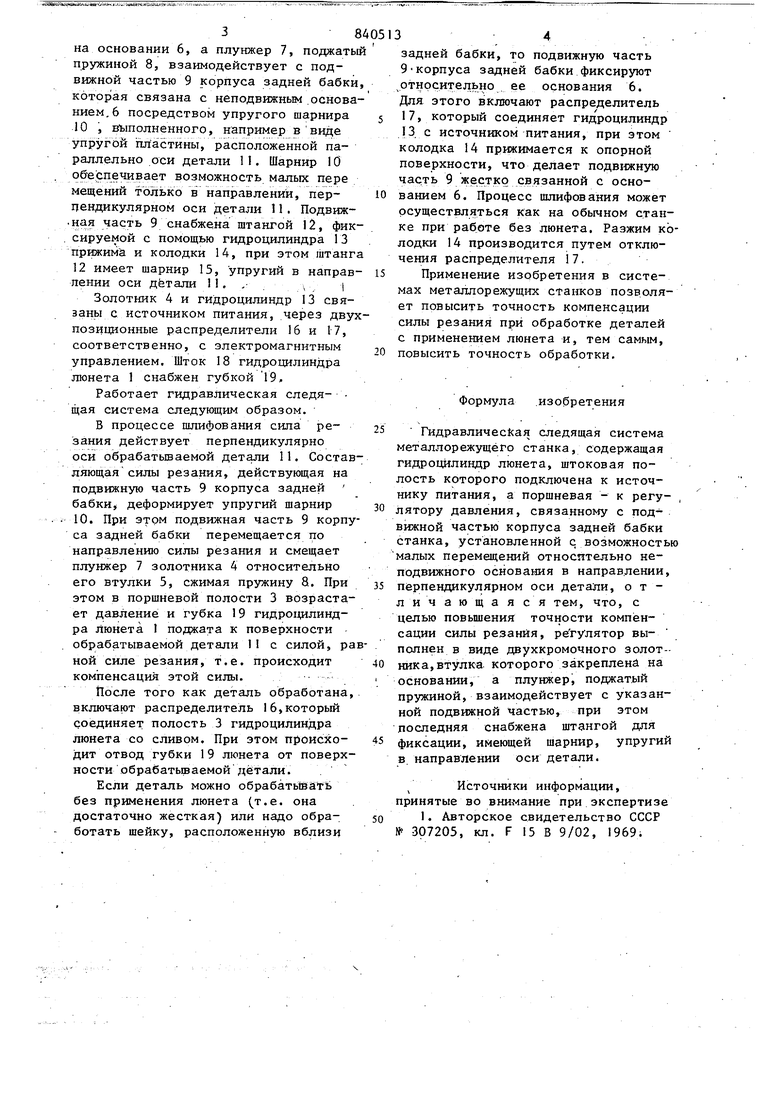
На фиг.1 изображена гидравлическая следящая система металлорежущего станка; на фиг.2 - разрез А-А на фиг.1.
Система содержит гидроцилиндр люнета 1,штоковая полость 2 которого подключена к источнику питания (на чертеже не изображен}, а порпшевая 3 - к регулятору давления, выполненному в виде двухкромочного золотника 4, втулка 5 которого закрепле ш
38
на основании 6, а плунжер 7, поджаты пружиной 8, взаимодействует с подвижной частью 9 корпуса задней бабки которая связана с неподвижным .основанием, 6 посредством упругого шарнира 10 , выполненного, например ввиде упругой плёстины, расположенной параллельно оси детали 11. Шарнир 10 обеспечивает возможность малых пере мещений только в направлении, перцендикулярном оси детали 11. Подвижная часть 9 снабжена штангой 12, фиксируемой с помощью гидроцилиндра 13 прижиме и колодки 14, при этом штанг 12 имеет шарнир 15, упругий в направпении оси детали 11, , , |
Золотник 4 и гидроцилиндр 13 связаны с источником питания, через двухпозиционные распределители 16 и 17, соответственно, с электромагнитным управлением. Шток 18 гидроцилиндра люнета 1 снабжен губкой 19.
Работает гидравлическая следя- . щая система следующим образом.
В процессе шлифования сила резания действует перпендикулярно оси обрабатьшаемой детали П. Составляющаясилы резания, действующая на подвижную часть 9 корпуса задней бабки, деформирует упругий шарнир 10. При подвижная часть 9 корпуса задней бабки перемещается по направлению силы резания и смещает плунжер 7 золотника 4 относительно его втулки 5, сжимая пружину 8. При этом в поршневой полости 3 возраста ет давление и губка 19 гидрО1щлиндра люнета 1 поджата к поверхности обрабатываемой детали II с силой, ра ной силе резания, т.е. происходит компенсация этой силы.
После того как деталь обработана, включают распределитель 16,который соединяет полость 3 гидроцилиндра люнета со сливом. При этом происходит отвод губки 19 люнета от поверхности обрабатьшаемой детали.
Если деталь можно обрабатьгоать без применения люнета (т.е. она достаточно жесткая) или надо обработать шейку, расположенную вблизи
34
задней бабки, то подвижную часть 9-корпуса задней бабки фиксируют
относительно ее основания 6. Для этого включают распределитель 17, который соединяет гидроцилиндр 13 с источншсом питания, при этом колодка 14 прижимается к опорной поверхности, что делает подвижную час;ть 9 жестко связанной с основанием 6. Процесс шлифования может осуществляться как на обычном станке при работе без люнета. Разжим колодки 14 производится путем отключения распределителя 17.
Применение изобретения в системах металлорежущих станков позв.оляет повысить точность компенсации силы резания при обработке деталей с применением люнета и, тем самым, повысить точность обработки.
Формула .изобретения
Гидравличес :ая следящая система металлорежущего станка, содержащая гидроцилиндр люнета, штоковая полость которого подключена к источнику питания, а поршневая - к регулятору давления, связанному с подвижной частью корпуса задней бабки станка, установленной с возможность малых перемещений относительно неподвижного основания в направ.лении, перпендикулярном оси детали, отличающаяся тем, что, с целью повышения точности компенсации силы резания, регулятор выполнен в виде двухкромочного золотника, втулка которого закреплен на основании, а плунжер, поджатый пружиной, взаимодействует с указанной подвижной частью, при этом последняя снабжена штангой для фиксации, имеющей шарнир, упругий в. направлении оси детали.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 307205, кл. F 15 В 9/02, 1969;
.-.,....
840513
| название | год | авторы | номер документа |
|---|---|---|---|
| Вальцешлифовальный станок для обработки валков в собственных подшипниках | 1975 |
|
SU556029A1 |
| Самоцентрирующий люнет | 1979 |
|
SU856738A1 |
| ГИДРОЛЮНЕТ | 1973 |
|
SU389908A1 |
| Гидролюнет | 1984 |
|
SU1225753A1 |
| Привод подач шлифовального станка | 1988 |
|
SU1664534A1 |
| ЛЮНЕТ | 2001 |
|
RU2196673C2 |
| СТОПОРНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЛЕНТОЧНОГО ШЛИФОВАЛЬНОГО СТАНКА | 1993 |
|
RU2118586C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ВРАЩЕНИЯ ИЗДЕЛИЯ И ЛЮНЕТ | 1999 |
|
RU2145917C1 |
| Задняя бабка металлорежущего станка | 1983 |
|
SU1114490A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |

Фиг.1
