1
Изоб етение относится к обработк металлов давлением и может быть использовано при получении элементов трубопроводов.
Известен способ штамповки тройников и крестовин из тонкостенных заготовок, включающий формовку отводов давлением эластичной среды на внутреннюю поверхность трубной заготовки и ее осевым сжатием l.
К недостаткам известного способа относится то, что при использовании тонкостенных труб возможность осевого сжатия ограничена из-за опасности потери устойчивости, а также то, что из-за отсутствия сжатия в окружном направлении металл течет в отвод неравномерно и возникает значительная разнотолщинность. В результате существования этих недостатков снижаются возможности формоизменения и качество деталей.
Цель изобретения - поныюение качества деталей.
Указанная цель достигается тем, что при штамповке тройников и крестовин из тонкостенных заготовок, перед формовкой отводов давлением эластичной среды на внутреннюю поверхность трубной заготовки и ее освым сжатием; на заготовке выполняют продольные внутренние гофры.
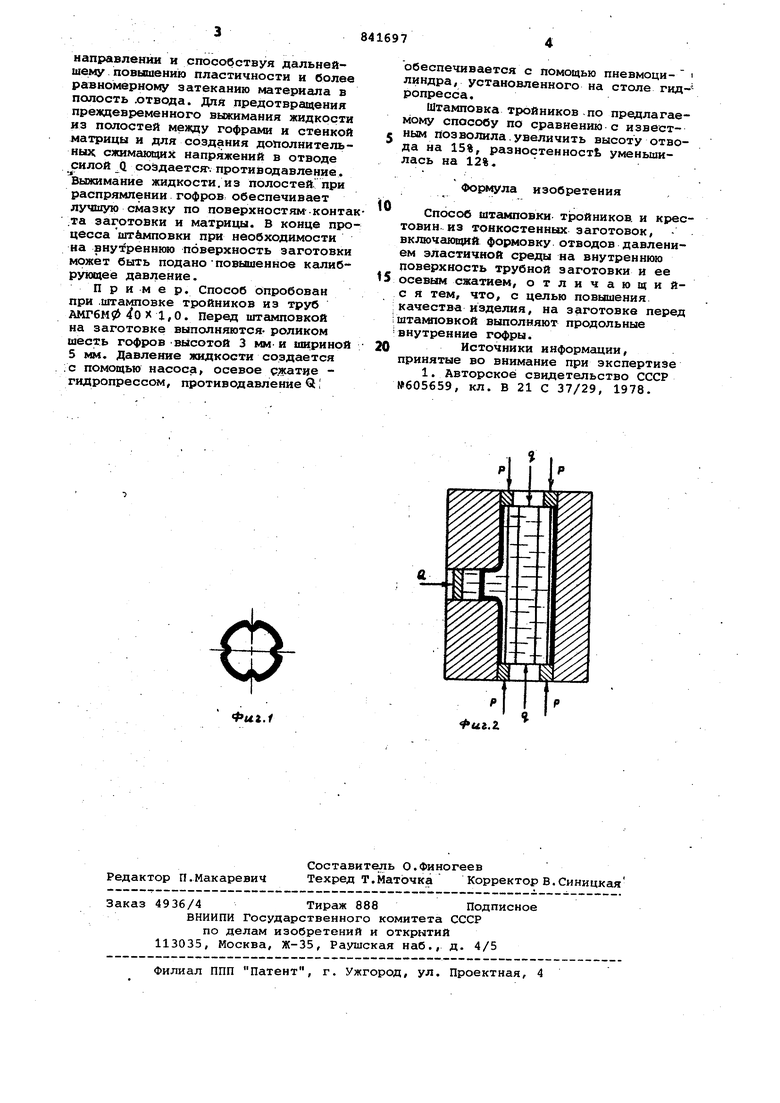
На фиг. 1 показана исходная трубчатая заготовка с продольными гофрами; на фиг. 2. - процесс штамповки отвода.
Предлагаемый способ штамповки осу ществляется следующим образом.
На тонкостенной .трубчатой заготов0ке выполняются продольные гофры проталкиванием ее через профилированную матрицу, роликами или иным известным способом. Заготовка устанавливается в матрицу для штамповки 5 тройников или крестовин. Внутренняя полость заготовки и полости между гофрами и стенкой матрицы заполняются жидкостью. Давлением жидкости q на внутреннюю поверхность осуще0ствляется штамповка отвода. Для увеличения пластичности материала в процессе штамповки создается осевое сжатие заготовки силой Р, причем наличиегофров позволяет увеличить
5 усилие сжатия из-за увеличения жесткости заготовки в продольном направлении . Одновременно под действием давления жидкости на внутренною поверхность заготовки гофры распрямля0ются, создавая сжатие в окружном
направлении и способствуя дальнейшему повышению пластичности и более равномерному затеканию материала в полость .отвода. Для предотвращения преждевременного выжимания жидкости из полостей меаду гофрами и стенкой матрицы и для создания дополнительных сжимающих напряжений в отводе силой Q создается, противодавление. Выжимание жидкости, из полостей.при распрямлении гофров обеспечивает лучшую смазку по поверхностям--контата заготовки и матрицы. В конце процесса штёмповки при необходимости на внутреннюю поверхность заготовки может быть подано-повышенное калиб- рующее давление.
Пример. Способ опробован при .шталшовке тройников из труб АМГ6М0 ОХ а,0. Перед штамповкой на заготовке выполняются- роликом шесть гофров высотой 3 мм и шириной 5 мм. Давление жидкости создается :с помощью насоса, осевое с.жатие гидропрессом, противодавление Q I
обеспечивается с помощью пневмоци- i линдра, установленного на столе гидропресса.
Штамповка тройников по предлагаемому способу по сравнению с известJ ным позволила.увеличить высоту отвода на 15%, разностенностЬ уменьшилась на 12%. .
Формула изобретения
Способ штамповки тройников, и крестовин из тонкостенных заготовок, включающий формовку отводов давлением эластичной среды на внутреннюю поверхность трубной заготовки и ее 5 осевым сжатием, отличающийс я тем, что, с целью повышения. :качества изделия, на заготовке перед iштамповкой выполняют продольные внутренние гофры. 20 Источники информации,
принятые во внимание при экспертизе
1. Авторское свидетельство СССР №605659, кл. В 21 С 37/29, 1978.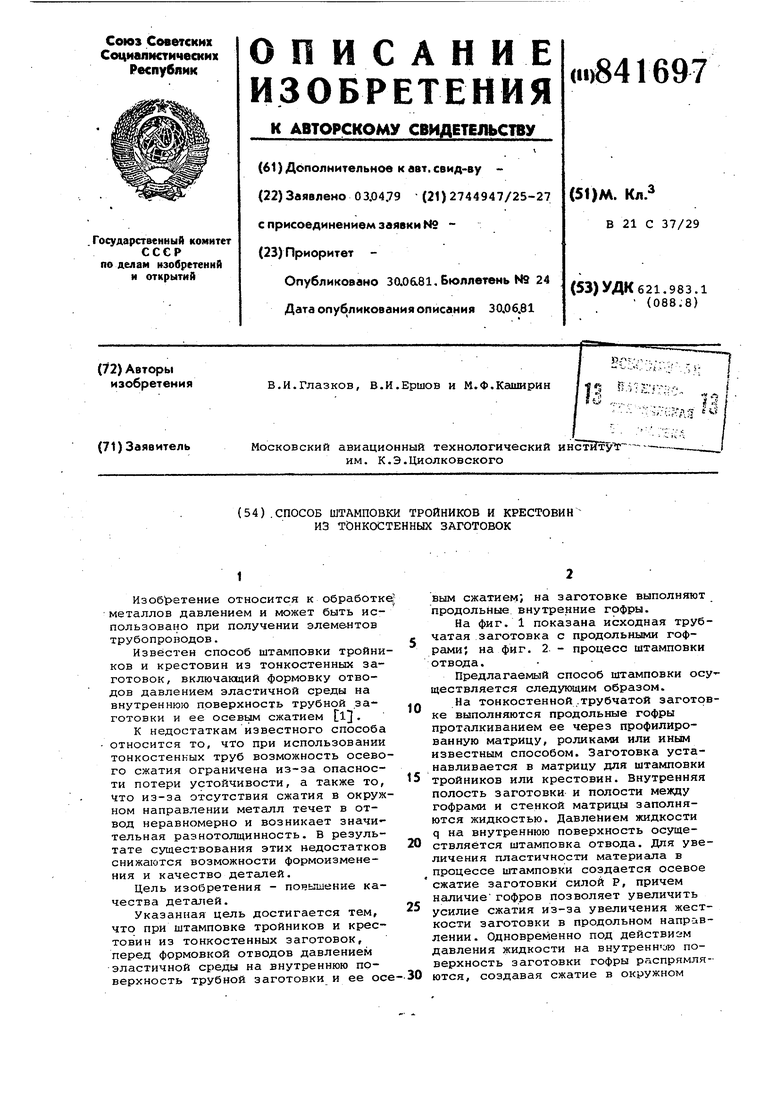
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления отводов наТОНКОСТЕННыХ ТРубАХ | 1979 |
|
SU837440A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ТРОЙНИКОВ | 2014 |
|
RU2559623C1 |
| СПОСОБ ФОРМОВКИ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ | 1996 |
|
RU2096110C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТЫХ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ ДАВЛЕНИЕМ ТЕКУЧЕЙ СРЕДЫ | 1996 |
|
RU2098210C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ТИПА ТРОЙНИКОВ, НАПРИМЕР КОРПУСОВ ВОДО- И ТЕПЛОСЧЕТЧИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК ГИДРОШТАМПОВКОЙ | 2005 |
|
RU2348478C2 |
| НАПОЛНИТЕЛЬ ТРУБНЫХ ЗАГОТОВОК ДЛЯ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ С ОТВОДАМИ | 2004 |
|
RU2279327C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 1995 |
|
RU2082523C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ С КОСОУГОЛЬНЫМИ ОТВОДАМИ | 2006 |
|
RU2320440C1 |
| УСТРОЙСТВО ДЛЯ ГИДРОФОРМОВКИ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2222399C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ОТВОДАМИ | 1998 |
|
RU2149722C1 |
ФИ4./
иг.г
