1
Изобретение относится к обработке металлов давлением и применяется, например, для обжатия трубочек изоляторов оксиднополупроводниковых конденсаторов.
Известен станок для обжима трубочки изоляторов конденсаторов К53-1, К53-Н, содержащий кулачковый вал и обжимную цангу с обратным конусом 1.
Недостатки известного устройства заключаются в том, что одевание изолятора на иглу-оправку и подача иглы-оправки в цангу для обжатия изолятора осуществляется вручную; разбраковка после обжатия осуществляется визуально и вручную, что очень утомительно, а также малая производительность.
Цель изобретения - повышение производительности.
Указанная цель достигается тем, что устройство снабжено механизмом подачи трубочек, выполненным в виде подпружиненной поворотной иглы-оправки, закрепленной на кронштейне, взаимодействующем с кулачками вала, а также расположенным на плите разбраковочным механизмом, выполненным в виде подпружиненной заслонки с прорезью для направления иглыоправки.
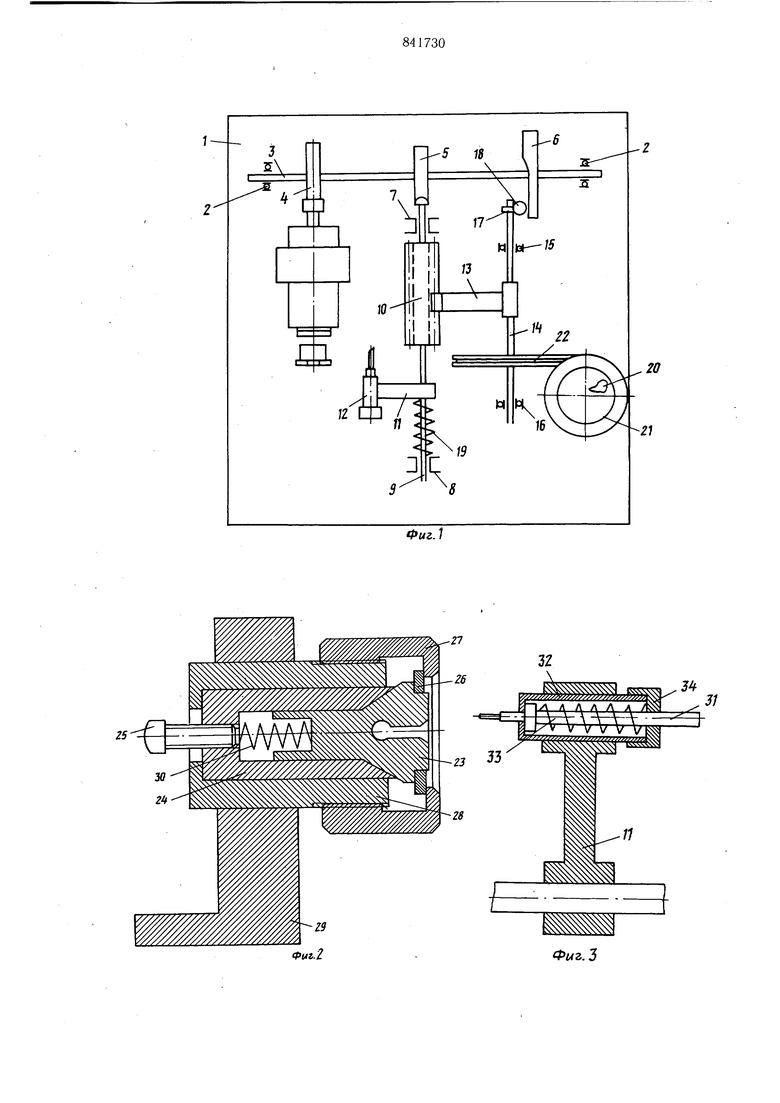
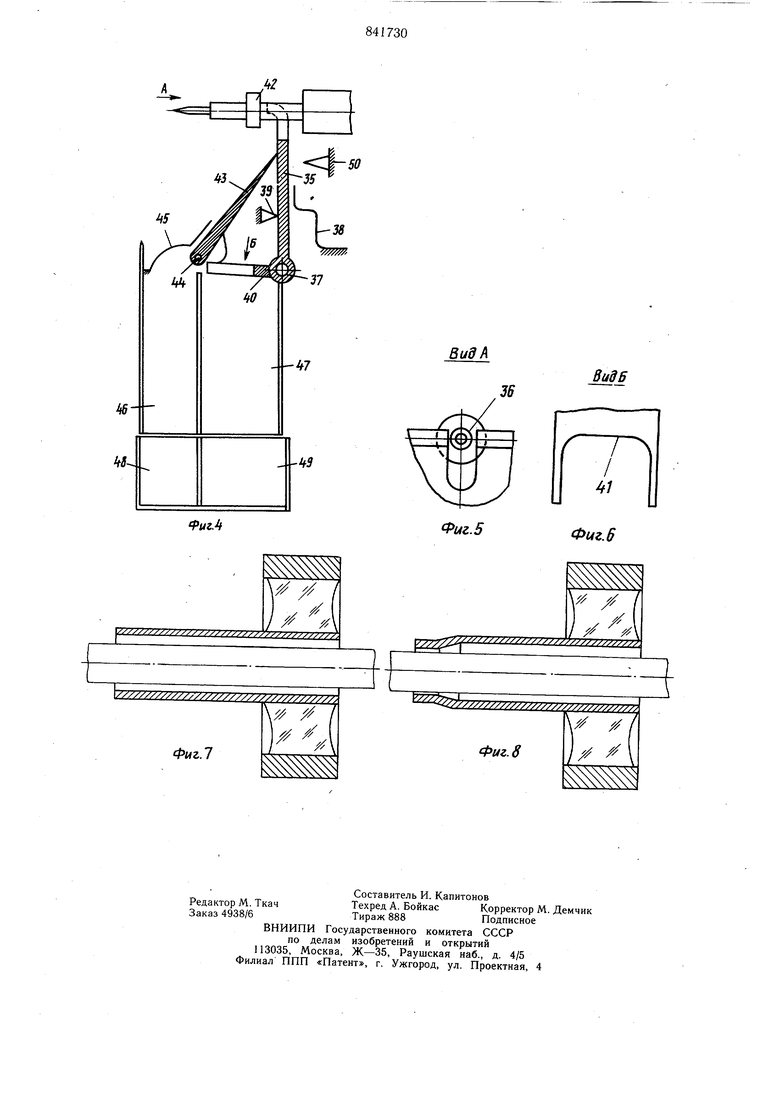
На фиг. 1 показано устройство, общий вид; на фиг. 2 - обжимная цанга разрез; на фиг. 3 - игла-оправка, разрез; на фиг. 4 разбраковочное устройство; на фиг. 5 - вид А на фиг. 4; на фиг. 6 - вид Б на фиг. 4; на фиг. 7 и 8 - чертеж изолятора до и после обжатия.
На плите 1 (фиг. 1 ) установлены две подшипниковые опоры 2 с опирающимся на них кулачковым валом 3 с эксцентриком 4 и кулачками 5 и 6.
В подщипниках 7 и 8 скольжения расположен вал 9, упирающийся в кулачок 5, с закрепленными на нем барабанной шестерней 10 и кронштейном 11, удерживаю5щим узел иглы 12.
С барабанной щестерней 10 соединен сектор 13, закрепленный на валу 14, вращающемся в подщипниковых опорах 15 и 16, причем рычаг 17 с роликом 18, контактируя с кулачком 6 под воздействием пружины 19, поворачивает вал 9 по часовой стрелке.
На стойке 20 закреплен вибробункер 21 с лотком 22, имеющим паз для изоляторов.
Обжимная цанга 23 (фиг. 2) помещена во втулку 24 с обратным конусом, несущую на дне регулировочный болт 25, контакти-рующий с эксцентриком 4 (фиг. 1). Шайба 26 (фиг. 2) помещена в-кольцевую проточку гайки 27, повернутой на втулку 28, которая, закреплена в кронштейне 29. В цилиндрической прг очке цанги 23 помещена цилиндрическая пружина 30, возвращающая цангу в исходное положение. Иглаоправка 31 (фиг. 3) своим буртом упирается в дно стакана 32 и поджата пружиной 33, закрепленной гайкой 34. Стакан 32 закреплен в кронщтейне 11 (фиг. 1), который, в свою очередь, укреплен на валу 9.
Разбраковочное устройство состоит из заслонки 35 (фиг. 4) с прорезью 36, закрепленной на оси 37, поджатой пружиной 38 к упору 39.
В верхней части заслонки 35 выполнена прорезь 36, щирина которой больще диаметра утолщенной части иглы-оправки 35 и меньще диаметра кольца изолятора.
Нижняя часть заслонки 35 выполнена в виде сдвоенного рычага 40 с пазом 41 для пропуска изоляторов 42 при разбраковке.
Флажок 43 закреплен на оси 44 и под действием пружины 45 упирается своим концом в заслонку 35. Каналы 46 и 47 заканчиваются емкостями 48 и 49 для сбора разбракованных изоляторов. Упор 50 ограничивает поворот заслонки 35. -Крутящий момент передается от электродвигателя через редуктор на кулачковый вал 3, вращающийся с постоянной угловой скоростью.
Изоляторы (фиг. 7) помещаются в вибробункер 21 (фиг. 1) и по лотку 22 перемещаются на позицию загрузки, где задерживаются до момента, пока игла-оправка.31 (фиг. 3) свим концом не войдет в трубочку изолятора и передает последний на позицию обжатия.
Вал 9 совершает как возвратно-поступательное движение от кулачка 5, так и вращательное вокруг своей оси от кулачка 6 через ролик 18, рычаг 1,7, вал 14, сектор 13 и барабанную щестерню 10, обеспечивая перенос изолятора н позицию обжатия.
Цанга 23 (фиг. 2) производит обжатие трубочки изолятора под воздействием конуса втулки 24, передающей усилие от эксцентрика 4 (фиг. 1) через регулировочный болт 25 (фиг. 2).
Передний конец цанги упирается в щайбу 26, создавая усилие обжатия. Обжатый изолятор 42 (фиг. 4) удерживается на игле-оправке 31 за счет сил трения и для его
съема с иглы-оправки требуется определенное усилие, больше усилия пружины 38. При движении иглы-оправки вправо изолятор 42 упирается кольцом в кромки прорези 36 и, преодолевая усилие пружины 38, поворачивает заслонку 35 до замыкания на упор 50. Сдвоенный рычаг 40, поворачиваясь, перемещает флажок 43, который, преодолевая усилие пружины 45, открывает канал 47 для обжатия изоляторов. При дальнейщем движении иглы-оправки 31 вправо изолятор 42 снимается с оправки и падает в канал 47 и емкость 49.
В случае необжатия трубочки изолятора 42 последний упирается в кромки прорези 36, свободно снимается с иглы-оправки 31, не приводя в движение заслонку 35, падает на флажок 43 и затем в канал 46 и емкость 48 с необжатыми изолятора.ми.
Применение предлагаемого устройства в автоматической линии позволяет автоматизировать процесс обжатия трубочки изолятора, ликвидировать утомительный ручной труд при разбраковке изоляторов, а также дает возможность работать одному оператору одновременно на нескольких (например 4-х) устройствах для обжатия. Кроме того, предлагаемое устройство позволяет сократить численность рабочих в три-четыре раза, снизить трудоемкость, улучшить условия труда, повысить качество обжатия изоляторов.
Формула изобретения
Устройство для обжатия тонкостенных трубчатых изделий, преимущественно трубочек изоляторов, содержащее смонтированный на плите приводной кулачковый вал и обжимную цангу, контактирующую с кулачком вала, отличающееся тем, что, с целью повышения производительности, оно снабжено механизмом подачи трубочек, выполненным в виде подпружиненной поворотной иглы-оправки, закрепленной на кронщтейне, взаимодействующем с кулачками вала, а также расположенным на плите разбраковочным механизмом, выполненным в виде подпружиненной заслонки с прорезью для направления иглы-оправки.
Источники информации, принятые во внимание при экспертизе 1. Станок для обжима трубки изолятора конденсаторов К53-1 и К53-14. Техническое описание и инструкция по эксплуатации № УХМ2 240 013 ТО, 1973.
ФигЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для изготовления стеклянных проходных изоляторов | 1956 |
|
SU116497A1 |
| Ротационно-обжимное устройство | 1977 |
|
SU742024A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ВАЛИКООБРАЗНЫХ ПОЛЫХ ФОРМ | 2012 |
|
RU2578495C2 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| Способ изготовления полых изделий из сварных трубных заготовок | 1990 |
|
SU1761353A1 |
| Полуавтомат для сборки, склейки и пайки монтажных проводов со звуковой катушкой в динамических головках | 1988 |
|
SU1663669A1 |
| Устройство для группового обжатия пружин | 1990 |
|
SU1756005A1 |
| МНОГОШОМПОЛЬНАЯ ПАПИРОСО-НАБИВНАЯ МАШИНА | 1925 |
|
SU3315A1 |
| Радиально-обжимной автомат дляОбРАбОТКи дЕТАлЕй из пРОВОлОКи | 1978 |
|
SU831279A1 |
| УБИРАЮЩАЯСЯ ОПОРА ШАССИ ЛЕТАТЕЛЬНОГО АППАРАТА (ВАРИАНТЫ) | 2013 |
|
RU2534836C1 |
X Л л л л л л V -у-т:-У X- у V V V V У Фиг. 3
%
ff
-it9
fuzA
Bud A
ВидВ
1
Фиг. 5
Фиг. 6
X / X
у
Фиг. 7
; ж
ж
Фиг. 8
$$$$
