1
Изобретение относится к обработке металлов давлением и может найти применение при изготовлении поковок типа патрубков с фланцем в кузнечноштамповочном производстве.
Известен способ изготовления патрубков с фланцем, заключающийся в .формовке промежуточной заготовки, прошивке и отборке отверстия tl . Недостатком известного способа является значительное утоньшение сте ки патрубка, особенно по его кромке и получение изделий с радиусом перехода от фланца к патрубку не менее 2-3 толщин стенки патрубка, что лимитирует технологические возможности процесса и ухудшает качество изделий .
Цель изобретения - повышение качества изделий и экономичности процесса.
Поставленнс1Я цель достигается тем что в способе изготовления патрубков заключающемся в формовке промежуточной заготовки, прошивке и отбортовке отверстия,при формовке промежуточной заготовки ей придают вид чаши с дном, осуществляя при этом частичное оформление патрубка длиной, равной 1,5-2,0 толщины фланца,и формируя дн
с толщиной, возрастающей в направлении к оси изделия до 1,1-1,2 толщины стенки патрубка.
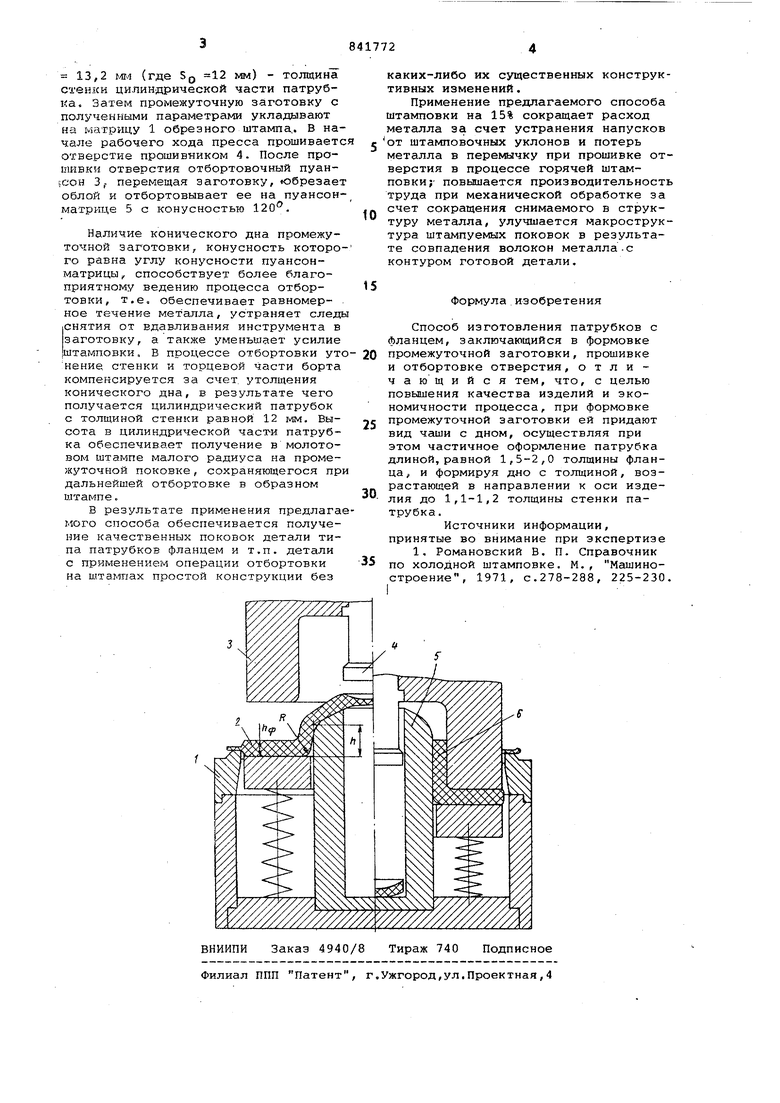
На чертеже дана принципиальная схема осуществления предлагаемого способа.
На матрицу 1 устанавливают заготовку 2 и деформируют ее пуансон 3 и прошивником 4, обжимая ее по пуансо0ну-матрице 5 с получением изделия 6.
На чертеже обозначены; R - радиус перехода от плоскости фланца к сту-. пичной части; h - толщина фланца; h - высота цилиндрической части сту5пицы .
П р и м е о. Исходную заготовку, отрезанную на пресс-ножницах, напри мер из стали 38ХС, нагревают до ковочной температуры 1200с и передают
0 на паровоздушный штамповочный молот. На молотовом штампе ее осаживают на 30% и укладывают в чистовой ручей штампа,в котором штампуют промежуточную заготовку за 4 удара молота. При
5 этом обеспечивается получение толщины фланца h 20 мм, радиус перехода от фланца к ступице R 5 мм, высота цилиндрической части ступицы h 1,5, Ьф ; 30 мм и утолщение дна от
Qt патрубка к изделию равно 1,1 S 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий типа патрубков с фланцем | 1980 |
|
SU963685A1 |
| Способ изготовления изделий с фланцами | 1978 |
|
SU679295A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2008 |
|
RU2374028C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ПОКОВОК С ФЛАНЦЕМ | 2013 |
|
RU2540026C1 |
| Способ изготовления кольцевых одногребневых изделий | 1988 |
|
SU1574334A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ТИПА КРЫШЕК ИЛИ ДНИЩ | 2013 |
|
RU2567416C2 |
| Способ изготовления грузоподъем-НыХ КРюКОВ | 1979 |
|
SU837548A1 |
| Способ изготовления поковок | 1980 |
|
SU946766A1 |
| Способ изготовления кольцевых изделий | 1991 |
|
SU1764750A1 |
