(54) СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК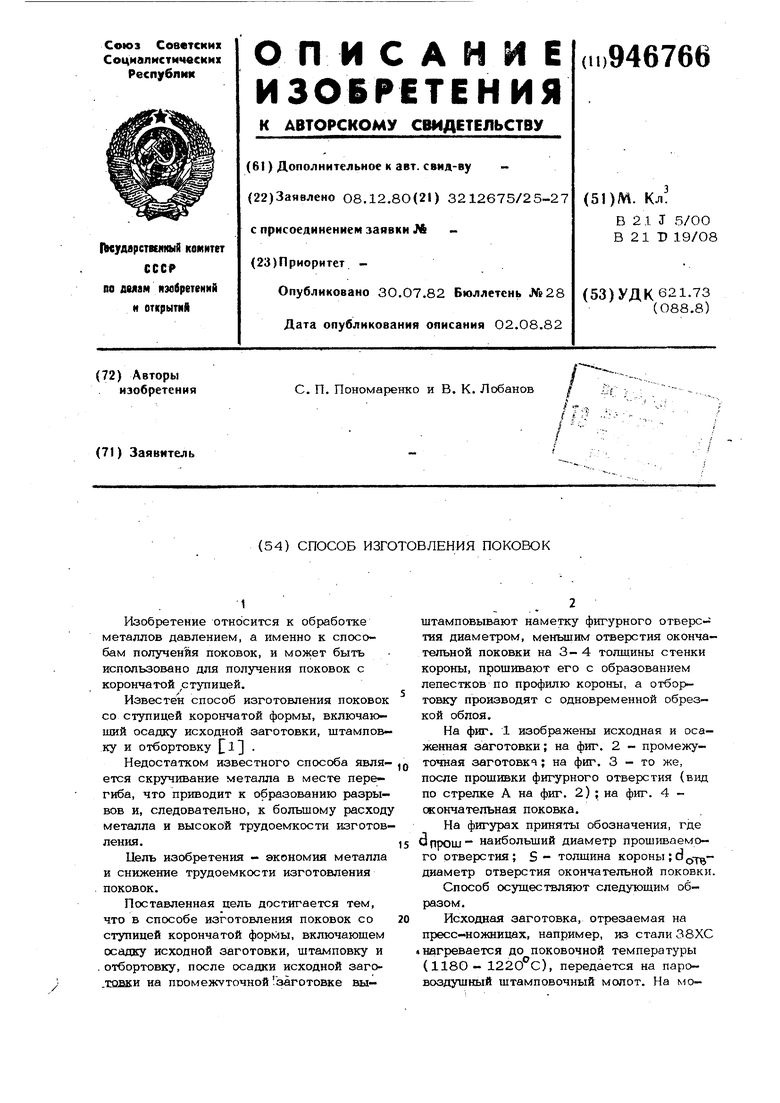
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| Способ изготовления поковок | 1979 |
|
SU804158A1 |
| СПОСОБ ШТАМПОВКИ КОЛЬЦЕОБРАЗНЫХ ПОКОВОК КОНИЧЕСКИХ ШЕСТЕРЕН ДИАМЕТРОМ 638 мм | 2005 |
|
RU2300439C2 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК КОЛЕС | 2013 |
|
RU2548844C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ТИПА КРЫШЕК ИЛИ ДНИЩ | 2013 |
|
RU2567416C2 |
| Способ объемной штамповки т-образных поковок | 1978 |
|
SU759189A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ФЛАНЦЕВЫХ ПОКОВОК | 2000 |
|
RU2169632C1 |
| Способ изготовления изделий | 1988 |
|
SU1696076A1 |
| Способ изготовления кольцевых поковок | 1985 |
|
SU1328055A1 |
1
Изобретение относится к обработке металлов давлением, а именно к способам получения поковок, и может быть использовано для получения поковок с корончатой ступицей.
Известен способ изготовления поковок со ступицей корончатой формы, включающий осадку исходной заготовки, штамповку и отбортовку f1 .
Недостатком известного способа явля- ,Q ется скручивание металла в месте перегиба, что приводит к образованию разрывов и, следовательно, к большому расходу металла и высокой трудоемкости изготовления,)5
Цель изобретения - экономия металла и снижение трудоемкости изготовления поковок.
Поставленная цель достигается тем, что в способе изготовления поковок со 20 ступицей корончатой формы, включаюшем осадку исходной заготовки, штамповку и . отбортовку, после осадки исходной заго.тоаки на псомежуточной заготовке выштамповывают наметку фигурного отверстия диаметром, меньшим отверстия окончательной поковки на 3-4 толщины стенки короны, прошивают его с образованием лепестков по профилю короны, а отбортовку производят с одновременной обрезкой облоя.
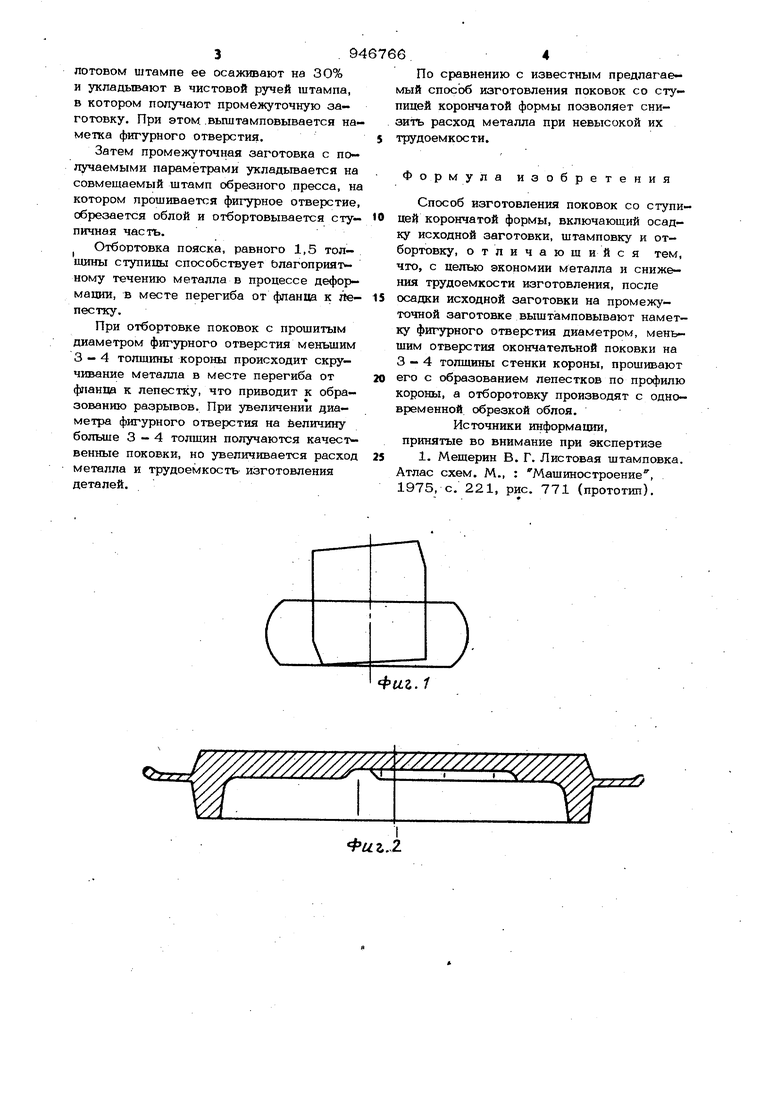
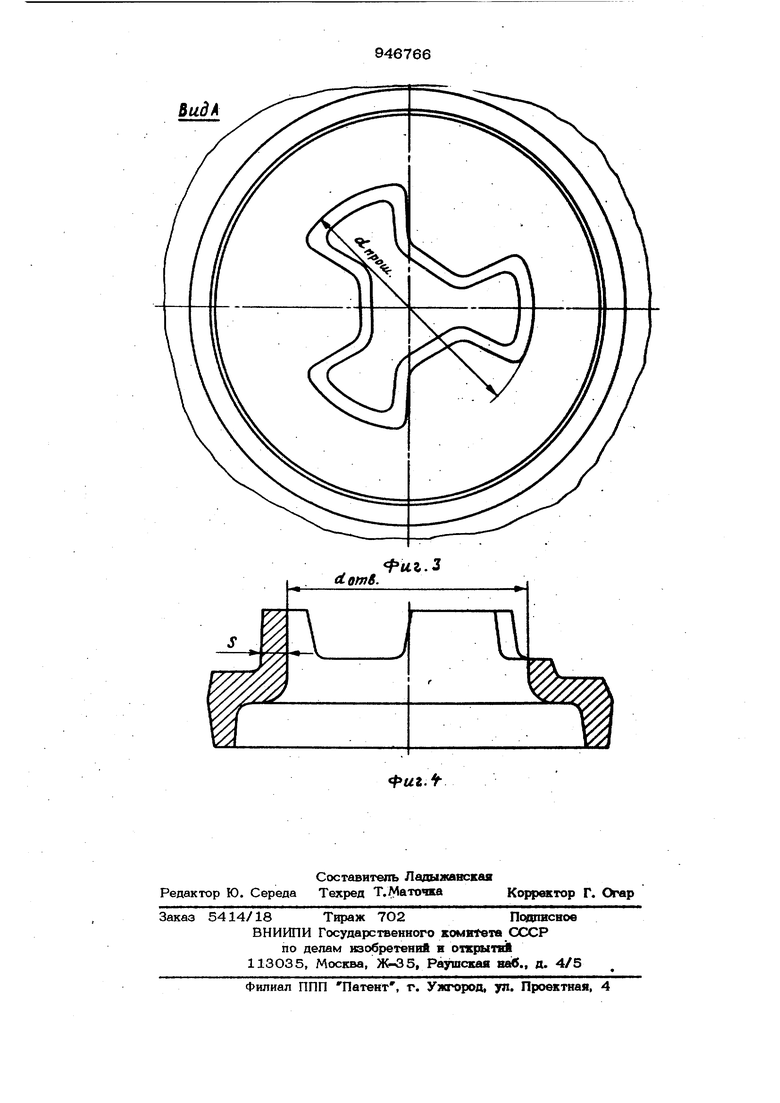
На фиг, 1 изображены исходная и осаженная заготовки; на фиг, 2 - промежуточная заготовка; на фиг, 3 - то же, после прошивки фигурного отверстия (вид по стрелке А на фиг. 2) ; на фиг, 4 сжончательная поковка.
На фигурах приняты обозначения, где а прош наибольший диаметр прош1шаемо- го отверстия; S- толщина короны ;6 - диаметр отверстия окончательной поковки.
Способ осуществляют следующим образом.
Исходная заготовка, отрезаемая на пресс-ножницах, например, из стали 38ХС «нагревается до поковочной температуры (1180- ), передается на паровоздушный штамповочный молот. На молотовом штампе ее осаживают на 30% и укладывают в чистовой ручей штампа, в котором получают промежуточную заготовку. При этом, .вьпитамповывается наметпка фигурного отверстия. Затем промежуточная заготовка с получаемыми параметрами укладьгоается на совмещаемый штамп обрезного пресса, на котором прошивается фигурное отверстие, обрезается облой и отбортовывается с ту- пичная часть. Отбортовка пояска, равного 1,5 толщины ступицы способствует благоприятному течению металла в процессе деформации, в месте перегиба от флан к heпестку. При отбортовке поковок с прошитым диаметром фигурного отверстия меньшим 3 - 4 толщины короны происходит скручивание металла в месте перегиба от фланца к лепестку, что приводит к образованию разрывов. При увеличении диаметра фигурного отверстия на величину больше 3-4 толшин получаются качественные поковки, но увеличивается расход металла и трудоемкость изготовления деталей. По сравнению с известным предлагаемый способ изготовления поковок со стуицей корончатой формы позволяет сниить расход металла при невысокой их трудоемкости. Ф о р мула изобретения Способ изготовления поковок со ступицей корончатой формы, включающий осадку исходной заготовки, штамповку и отбортовку, отличающийся тем, что, с целью экономии металла и снижения трудоемкости изготовления, после осадки исходной заготовки на промежуточной заготовке выштамповывают наметку фигурного отверстия диаметром, меньшим отверстия окончательной поковки на 3-4 толщины стенки короны, прошивают его с образованием лепестков по профилю короны, а отбороТовку производят с одновременной обрезкой облоя. Источники информации, принятые во внимание при экспертизе 1. Мешерин В. Г. Листовая штамповка. Атлас схем. М., : Машиностроение, 1975, с. 221, рис. 771 (прототип).
У//////////// VW / /////.
RudA
demB.
uz.3
фиг.
