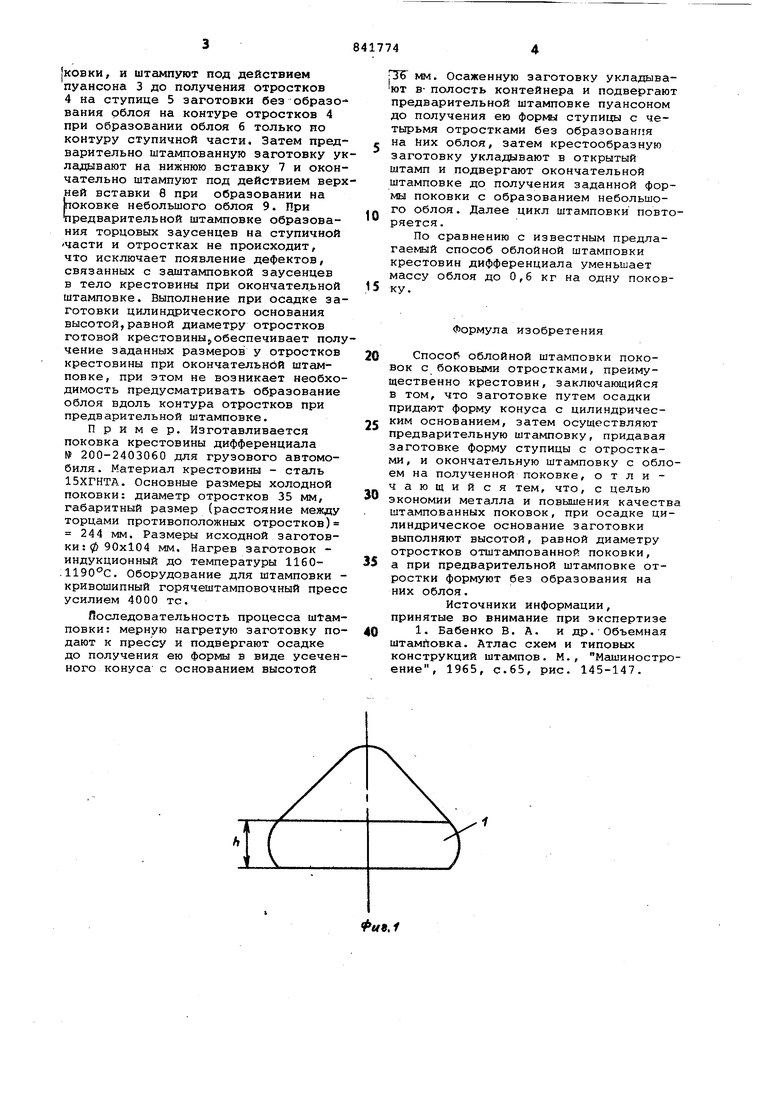
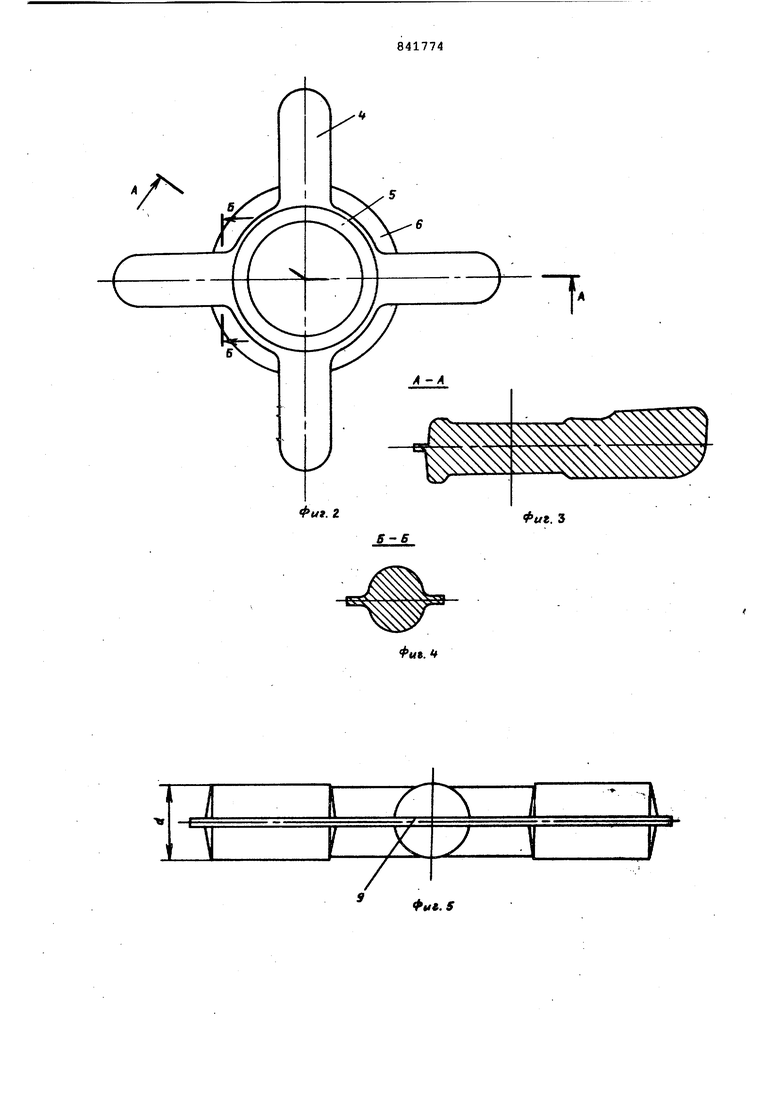
ковки, и штампуют под действием пуансона 3 до получения отростков 4 на ступице 5 заготовки без образо- вания рблоя на контуре отростков 4 при образовании облоя б только по контуру ступичной части. Затем предварительно штампованную заготовку укладывают на нижнюю вставку 7 и окончательно штампуют под действием верхней вставки 8 при образовании на Ьоковке небольшого облоя 9. При предварительной штамповке образования торцовых заусенцев на ступичной части и отростках не происходит, что исключает появление дефектов, связанных с заштамповкой заусенцев в тело крестовины при окончательной штамповке. Выполнение при осадке заготовки цилиндрического основания высотой,равной диаметру отростков готовой крестовиныJобеспечивает получение заданных размеров у отростков крестовины при окончательнбй штамповке, при этом не возникает необходимость предусматривать образование облоя вдоль контура отростков при предварительной штамповке.
Пример. Изготавливается поковка крестовины дифференциала № 200-2403060 для грузового автомобиля . Материал крестовины - сталь 15ХГНТА. Основные размеры холодной поковки: диаметр отростков 35 мм, габаритный размер (расстояние между торцами противоположных отростков) 244 мм. Размеры исходной заготовки ;0 90x104 мм. Нагрев заготовок индукционный до температуры 1160:1190°С. Оборудование для штамповки кривошипный горячештамповочный пресс усилием 4000 тс.
Последовательность процесса штамповки: мерную нагретую заготовку подают к прессу и подвергают осадке до получения ею формы в виде усеченного конуса с основанием высотой
рб мм. Осаженную заготовку укладывают в- полость контейнера и подвергают предварительной штамповке пуансоном до получения ею формл ступицы с четырьмя отростками без образования на йих облоя, затем крестообразную заготовку укладывают в открытый штамп и подвергают окончательной штамповке до получения заданной формы поковки с образованием небольшого облоя. Далее цикл штамповки повторяется.
По сравнению с известным предлагаемый способ облойной штамповки крестовин дифференциала уменьшает массу облоя до 0,6 кг на одну поковку.
Формула изобретения
Способ облойной штамповки поковок с боковыми отростками, преимущественно крестовин, заключающийся в том, что заготовке путем осадки придают форму конуса с цилиндрическим основанием, затем осуществляют предварительную штамповку, придавая заготовке форму ступицы с отростками, и окончательную штамповку с облоем на полученной поковке, отличающийся тем, что, с целью экономии металла и повышения качеств штампованных поковок, при осадке цилиндрическое основание заготовки выполняют высотой, равной диаметру отростков отштаьетованной поковки, а при предварительной штамповке отростки формуют без образования на них облоя.
Источники информации, принятые во внимание при экспертизе 1. Бабенко В. А. и др.-Объемная штам1 овка. Атлас схем и типовых конструкций штампов. М., Машинострение, 1965, с.65, рис. 145-147.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК С ЦЕНТРАЛЬНЫМ ОТВЕРСТИЕМ | 2004 |
|
RU2275272C2 |
| Способ изготовления штампованных поковок типа крестовины | 1987 |
|
SU1473897A1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2756213C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК С ОТРОСТКАМИ | 2001 |
|
RU2212974C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ТИПА КРЫШЕК ИЛИ ДНИЩ | 2013 |
|
RU2567416C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2004 |
|
RU2275271C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2011 |
|
RU2496595C2 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК С РЕБРАМИ И ПОЛОТНОМ | 1990 |
|
RU1824786C |
| Способ изготовления поковок с отростками | 1986 |
|
SU1355347A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
r
A
Фи. Z
Фиг. 3
Фиг. 5
