(54) УСТРОЙСТВО ПЕРЕКЛЮЧЕНИЯ ПРИВОДА ИНСТРУМЕНТА С БЫСТРОГО ПОДВОДА НА РАБОЧУЮ ПОДАЧУ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство переключения привода инструмента с быстрого подвода на рабочую подачу | 1975 |
|
SU518282A1 |
| Привод подачи станка | 1977 |
|
SU621534A1 |
| Устройство для автоматического управления подачей по величине крутящего момента на сверле | 1980 |
|
SU904913A1 |
| СИЛОВАЯ ГИДРАВЛИЧЕСКАЯ ГОЛОВКА ДЛЯ СВЕРЛЕНИЯ ГЛУБОКИХ ОТВЕРСТИЙ | 1973 |
|
SU406653A1 |
| Устройство для задания траекторий движения инструмента | 1988 |
|
SU1699685A1 |
| СИЛОВАЯ ГОЛОВКА ДЛЯ СВЕРЛЕНИЯ ГЛУБОКИХОТВЕРСТИЙ | 1972 |
|
SU358097A1 |
| Гидропривод подач силового узла | 1982 |
|
SU1040234A1 |
| Привод подач шлифовального станка | 1988 |
|
SU1664534A1 |
| Сверлильная головка с автоматическим регулированием подачи | 1977 |
|
SU680818A1 |
| Гидравлическая резцовая головка | 1981 |
|
SU1009627A1 |
1
Изобретение относится к станкостроению и может быть использовано в .металлорежущих и деревообрабатывающих станках, а также в прессах и других мащинах, где необходима- ускоренная подача инструмента к обрабатываемой детали и автоматический переход на рабочую подачу при их контактном соприкосновении детали и инструмента.
Известны устройства для переключения инструмента с быстрого подвода на рабочую подачу, в которых защита инструмента от поломки в момент касания его с деталью осуществляется путем уменьшения кинетической энергии его удара о деталь. Это обеспечивается тем, что щпиндель и конец инструментальной оправки снабжены дополнительными цилиндрическими поясками, предварительно базирующими инструментальную оправку в щпинделе и позволяющими ей перемещаться относительно шпинделя, воздействуя тем самым на конечный переключатель. В результате перемещения инструментальной оправки в щпинделе в момент касания инструментом детали гасится кинетическая энергия шпинделя, однако энергия удара инструментальной оправки и самого
инструмента не гасится. Это приводит к возникновению ударных нагрузок на инструмент в момент соприкосновения его с деталью, а следовательно, к преждевременному выходу инструмента из строя, а также к занижению скорости быстрого подвода снижающему производительность станка. Кроме этого, переделка передней части шпинделя и инструментальной оправки значительно снижает технологические возможности станка 1.
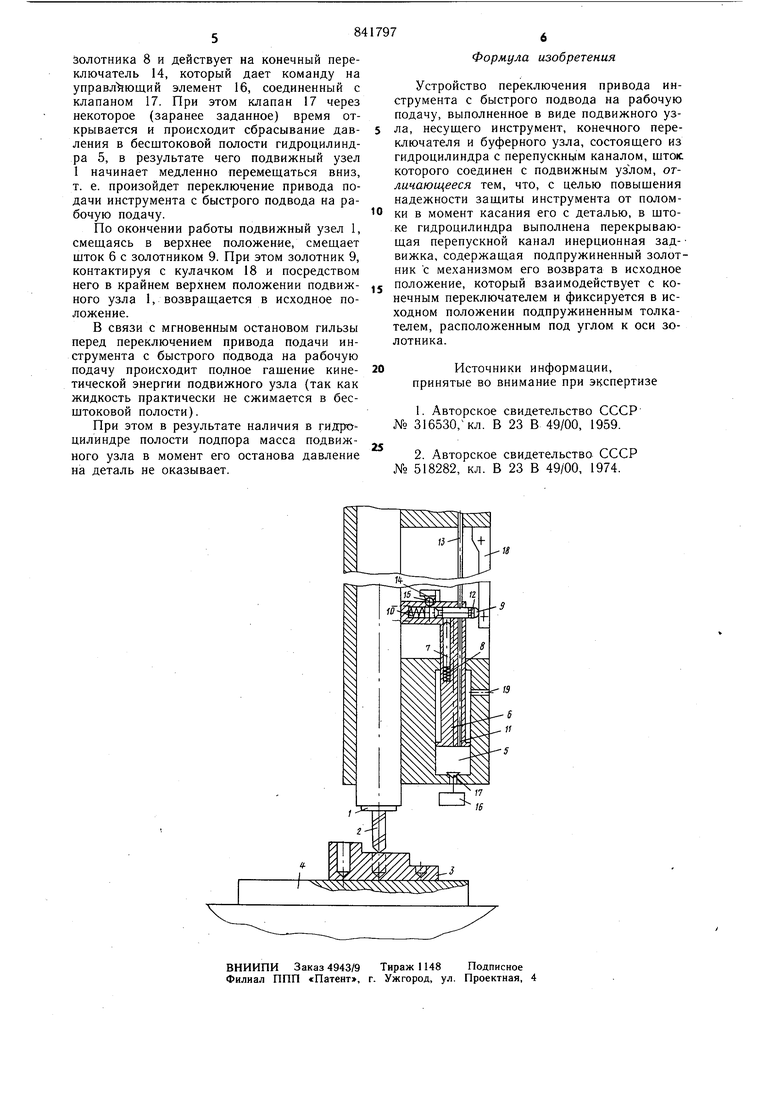
Наиболее близким по технической сущности к предлагаемому является устройство переключения привода подачи инструмента с быстрого подвода на рабочую подачу, содержащее подвижный узел, несущий инструмент, конечный переключатель, систему демпфирования, выполненную в виде постоянного дросселя и буферного узла, состоящего из регулировочного клапана и гидроцилиндра с перепускным каналом, штою которого жестко соединен с подвижным узлом станка, и датчика демпфирования, выполненного в виде двух камер, разделенных подпружиненной мембраной, и снабженный перепускным клапаном, шток которого жестко соединен с мембраной и своим концом связан с конечным переключателем, причем верхняя камера соединена со штоковой полостью гидроцилиндра и через дроссель с обратным клапаном, а нижняя камера с бесштоковой полостью и с тем же обратным клапаном. В этом устройстве сигнал на переключение подачи подается в момент касания инструментом детали в результате возрастания давления в штоковой полости гидроцилиндра и соединенной с ней верхней камерой датчика демпфирования до величины давления в бесштоковой полости и соответственно соединенной с ней нижней камерой датчика демпфирования, что, в свою очередь приводит к нарушению равновесия сил, действующих на перепускной клапан, который под действием пружины перекрывает выход рабочего тела из бесштоковой полости через камеру на слив, а так как шток перепускного клапана соединен с конечным переключателем, то перед закрытием клапана произойдет переключение ускоренной подачи на рабочую. При этом часть ударного давления, возникающего в результате полного перекрытия клапана, пойдет на гашение кинетической энергии подвижного узла, вследствие чего повышается надежность зашиты инструмента от поломки в момент касания его с деталью . Однако известное устройство гарантирует надежность работы только инструмента повышенной жесткости. Это обусловлено тем, что сигнал на переключение подачи рабочего органа с быстрого подвода на рабочую подачу подается не мгновенно, т. е. в момент касания инструмента с деталью, а лишь по мере того, как давление рабочего тела в полостях гидроцилиндра и соединенных с ними камерах датчика демпфирования достигнет равновесия. На это уходит какой-то промежуток времени, в течение которого инструмент продолжает давить на деталь, т. е. переключение ускоренной подачи инструмента на рабочую осуществляется без полного гашения кинетической энергии. Цель изобретения - защита инструмента от поломок в момент касания его с деталью за счет полного гашения кинетической энергии удара подвижного узла. Поставленная цель достигается тем, что в штоке буферного узла устройства переключения привода инструмента с быстрого подвода на рабочую подачу, состоящего из подвижного узла, несущего инструмент, конечного переключателя и буферного узла, который состоит из гидроцилиндра с перепускным каналом, шток которого жестко соединен с подвижным узлом, выполнена инерционная задвижка, содержащая подпружиненный ЗОЛ01-НИК, который с одного конца контактирует с конечным переключателем, а с другого с механизмом, служащим для возврата золотника в исходное положение, причем золотник фиксируется в исходном положении подпружиненным толкателем, расположенным под углом к оси золотника. Инерционная задвижка в определенный момент времени перекрывает перепускной канал, выполненный в щтоке буферного узла и соединяющий бесщтоковую полость гидроцилиндра со сливом. На чертеже представлено предлагаемое устройство. Устройство переключения привода подачи инструмента с быстрого подвода на рабочую подачу содержит подвижный узел 1, несущий инструмент 2 к детали 3, закрепленной на столе 4, буферный узел, выполненный в виде гидроцилиндра 5, г-образный щток 6 которого жестко соединен с подвижным узлом 1 станка, причем в штоке 6 выполнена инерционная задвижка, состоящая из толкателя 7, который при помощи пружины 8 фиксирует в исходном положении золотник 9, подпружиненный пружиной 10, и перекрывающая в определенный момент времени, выполненный в щтоке 6 перепускной канал 11, через который посредством выточки 12, выполненной в золотнике 9, и трубопровода 13 происходит пропуск рабочего тела из бесщтоковой полости гидроцилиндра 5 на слив; конечный выключатель 14, взаимодействующий, с одной стороны, через щарик 15 с золотником 9, а с другой- с управляющим элементом 16, котррый, в свою очередь, воздействует на клапан 17. Возврат золотника 9 в исходное положение осуществляется при помощи копира 18 или какого-либо другого известного механизма, например электромагнита. Устройство переключения привода подачи инструмента с быстрого подвода на рабочую подачу работает следующим образом. При включении ускоренного подвода ин- . струмента 2 к детали 3 рабочее тело через отверстие 19 поступает в гидроцилиндр 5, из которого вытесняемое штоком 6 через перепускной.канал 11, выточку 12 в золотнике 9, трубопровод 13 поступает на слив. При этом подвижный узел 1 перемещается вниз, а золотник, поджимаемый толкателем 7 находится в крайнем левом положении. В момент касания инструментом 2 детали 3 скорость перемещения подвижного узла 1 резко снижается. При этом толкатель 7 по инерции продолжает с прежней скоростью перемещаться вниз, сжимает пружину 8 и образует воздушный зазор с золотником 9, освобождая тем самым золотник 9, который под действием пружины 10 переместится вправо, перекрывая перепускной канал 11. В результате перекрытия последнего прекращается поступление рабочего тела из бесщтоковой полости гидроцилиндра 5 на слив и, следовательно, происходит останов подвижного узла 1. В связи с тем, что золотник 9 через щарик 15 .соединен с конечным переключателем 14, то при перемещении золотника 9 вправо шарик выталкивается из выточки
