(54) УСТРОЙСТВО УПРАВЛЕНИЯ МЕХАНИЗМОМ РЕЗА ПРАВИЛЬНО-ОТРЕЗНОГО АВТОМАТА
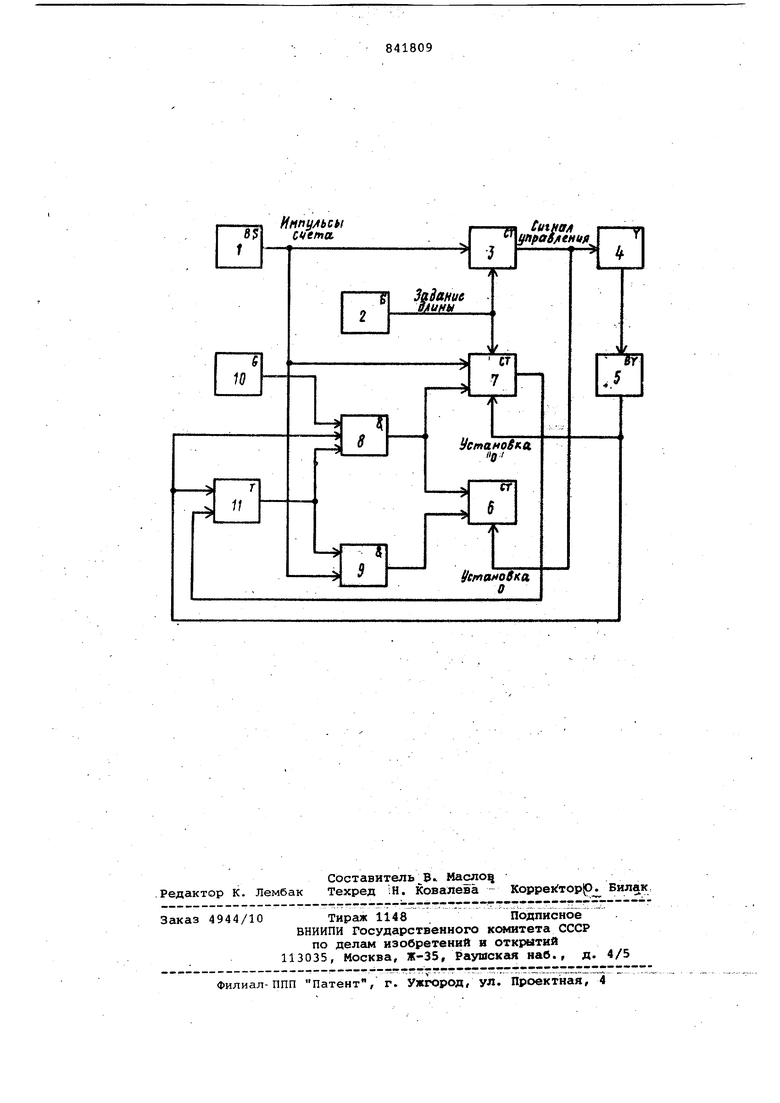
Эти импульсы поступают на тактовые входы счетчика 7 длины прутка и счетчика 3 формирования сигнала реза. Преднабор требуемой длины прутка осуществляется задатчиком 2. При заполнении вышеуказанных счетчиков количества импульсов определенным заданием на их выходах формируютсй сигналы, выполняющие следующие функции: со счетчика 3 формирования сигнала управления подаются команды на Kjexaнизм 4 реза и на сброс счетчика-индикатора 6 ошибки. Счетчик 3 формирования сигнала реза приводится в нулевое состояние. Со счетчика 7 длины прутка подается импульс на счетный вход триггера 11, который через элемент 9 совпА ения разрешает прохождение импульсов с датчика 1 пере мещения прутка на тактовый йход сЧетчика-индикатора 6 ошибки. Вели ина перебега одновременнно регистрируется и счетчиком 3 формирования сигнала реза.
В момент реза датчик 5 реза формирует сигнал, который устанавливает в нулевое состояние счетчик 7 длины прутка и, . поступая на сметный вход триггера 11, устанавливает его в исходное состояние, при этом триггер 11 налагает запрет на прохождение импульсов через элементы 9 и 8 совпадения, С этого момента счетчикиндикатор б сяийбки индицирует величину ошибки позиционирования до следующего ригнала с выхода счетчика 3 формирования сигнала ошибки. К моменту окончания реза в счетчике 3 формирования сигнала управления зарегистрирована величина перебега. Очередной сигнал с выхода счетчика 3 формирования сигнала управления поступает на механизм 4 реза с упреждением на величину предыдущего перебега.
Таким образом, система учитывает инерционность механизма 4 реза. Счетчик 7 длины прутка отображает истинную длину выправленного прутка, так как начинает отсчет с момента реза по сигналу датчика 5 реза.
Устройство работает аналогично вышеописанному во всех случаях положительйой величины ошибки.
Если сигнал с датчика 5 реза поступает на счетный вход триггера 11 раньше сигнала с выхода счетчика 7 ДЛИНУ прутка, устройство работает след5|}ощим образом.
На элемент 8 совпадения поступают сигналы разрешения с триггера 11 и
датчика 5 реза. Импульсы генератора 10 импульсов Заполняют счетчик б величины ошибки, который проводится в нулевое состояние предварительно счетчиком 3 формирования сигнала управления. Одновременно импульсы с генератора 10 поступают на вход счетчика 7 длины прутка. При заполнении последнего до величины задания с его выхода формируется сигнал, перебра1 ° триггер 11 в исходное состояние, подавая запрет на элементы 9 и 8 совпадения.
Частота генератора 10 обеспечивает заполнение счетчика 7 длины прутка и, соответственно, счетчика-индикатора
6 величины ошибки за время длительности импульса датчика 5 реза. Задний фронт импульса задатчика 5 реза обеспечивает сброс счетчика 7 Длины прутка. Знак ошибки формируется в
счетчике-индикаторе б ошибки в зависимости от канала заполнения счетчика (от элемента 9 совпадения или элемента 8 совпадения).
Устройство предлагаемой конструкции обладает высокой точностью работы и удобством эксплуатации.
Формула изобретения
Устройство управления механизмом реза правильно-отрезного автомата, содержащее датчик перемещения прутка, задатчик длины, счетчик формирования сигнала реза, соединенный с датчиком перемещения прутка, с защатчиком длины и с механизмом реза, а также датчик реза и счетчик-индикатор ошибки, отличающееся тем, что,
0 с целью повышения точности работы и улучшения условий эксплуатации, оно снабжено счетчиком-индикатором длины прутка, элементами совпадений, генератором импульсов и триггером,
5 при этом счетчик-индикатор ошибки связан с датчиком перемещения прутка, с генератором импульсов и с триггером посредством элементов совпадений, счетный вход триггера подклюл чен к счетчику-индикатору длины прутка и к датчику реза, а счетчик-индикатор ошибки связан со счетчиком формирования сигнала реза.
I. .
Источники информации,
5 принятые во внимание при экспертизе
1. Авторское свидетельство 498107, кл. В 23 D 25/16, 1973. Инпульск Сигнал ijnfaBftHiifi
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического раскроя заготовки на летучем отрезном станке | 1986 |
|
SU1388205A1 |
| Устройство для автоматического нарезания полос из рулонного материала | 1991 |
|
SU1806080A3 |
| УСТРОЙСТВО для УПРАВЛЕНИЯ ПЕРЕМЕЩЕНИЕМ СУППОРТОВ СТРОГАЛЬНЫХ СТАНКОВ | 1969 |
|
SU255660A1 |
| Способ изготовления наружных обшивок для кровельных панелей с утеплителем и устройство для его осуществления | 1990 |
|
SU1784418A1 |
| Устройство автоматического измерения длины слитка в машине непрерывного литья металла | 1981 |
|
SU1022777A1 |
| Устройство для управления импульсной резкой заготовки | 1984 |
|
SU1219239A1 |
| Устройство для управления аэрофотоаппаратом | 1991 |
|
SU1838757A3 |
| Устройство для определения теоретической массы проката | 1983 |
|
SU1113681A1 |
| Устройство для программного управления намоточным станком | 1987 |
|
SU1451648A1 |
| Система управления пневмоприводом летучих ножниц | 1989 |
|
SU1655674A1 |