(54) СТАНОК ДЛЯ ФАСОННОЙ РЕЗКИ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки труб | 1979 |
|
SU841832A1 |
| Станок для фасонной резки труб | 1977 |
|
SU657935A1 |
| СТАНОК ДЛЯ ФАСОННОЙ РЕЗКИ ТРУБ | 1972 |
|
SU341615A1 |
| СТАНОК ДЛЯ ФАСОННОЙ РЕЗКИ ТРУБ | 1972 |
|
SU352719A1 |
| Станок для фасонной резки газом труб | 1957 |
|
SU112295A1 |
| Станок для фасонной резки труб | 1979 |
|
SU829363A1 |
| Станок для фасонной резки труб | 1977 |
|
SU740426A1 |
| Станок для фасонной резки труб | 1980 |
|
SU893436A1 |
| Станок для фасонной резки труб и вырезки в них отверстий | 1982 |
|
SU1139591A1 |
| СТАНОК ДЛЯ РЕЗКИ ТРУБ | 2003 |
|
RU2242333C1 |
Изобретение относится к устройствам для термической резки цилиндрических изделий, а также для вырезки отверстий в трубах, и может быть использовано в судостроении, химическом и нефтяном машиностроении и других отраслях промышленности.
Известно устройство для фасонной резки труб, содержсидее планшайбу с концентрично закреш1еннь1м на ней копиром и подвижно установленный на направляющей резак с приводом, а также кольцо, установленное на планшайбе соосно cf возможностью свободного вращения вокруг оси и связанное посредством направляющей с резаком 13. .
Недостатками этого устройства являются сложность конструкции и необходимость наличия большого числа копиров, замена которых при переналадке станка на другой закон движения вызывает значительные потери рабочего времени.
Известен также станок для фасонной резки труб, содержащий установленные на основании приводной патрон для крепления и вращения трубы, направляющую с кареткой для перемете- , ния резака вдоль оси трубы и систему
управления с задатчиком скорости, связанным с приводом вращения трубы С2.
Такой станок не обеспечивает резку труб с постоянной заданной скоростью, определяемой в зависимости . от диаметра обрабатываемой трубы, толщины ее стенки и формы фигурного реза, что снижает качество резки.
10
Целью изобретения является повышение качества обработки за счет обеспечения постоянной скорости резки.
15
Эта цель достигается за счет того, что станок, содержащий установленные на основании приводной патрон для крепления и вращения трубы, направляющую с кареткой для переме
20 щения резака вдоль оси трубы и систему управления с задатчиком скорости, связанным с приводом вращения трубы, снабжен регулятором скорости резки, выполненным в виде шарнирно
25 смонтированной на каретке подпружиненной вилки с магнитным роликом, кинематически связанного с роликом задатчика скорости и блока сравне- ния, вход которого злектрически свя30зан с датчиком скорости и с задатчиком скорости, а выход - с системой управления приводом вращения трубы.
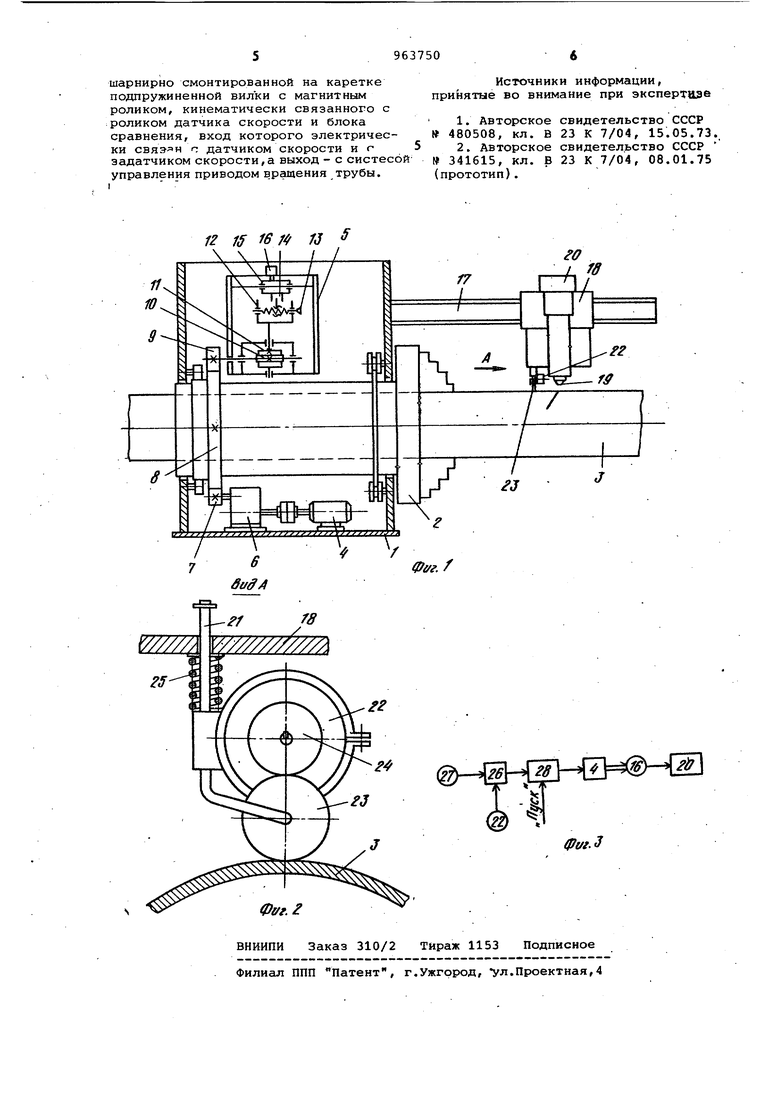
На фиг. 1 изображен станок, общий вид; на фиг. 2 - вид А на фиг, 1; на фиг, 3 - схема управления станком.
Станок для фасонной резки труб состоит из основания 1, на котором размещены патрон 2 для зажима и вращения трубы 3, электродвигатель 4 и кулисно-рычажный механизм 5.
Электродвигатель 4 через редуктор 6 и шестерни 7 и 8 связан с патроном 2, а через шестерню 8 - с кулисно-рычажным механизмом 5, включающим червячную пару 10, 11, рычаг 12 с винтом 13, ползушку 14 и кулису 15, взаимодействующую с установленным на основании 1 датчиком перемещения 16.
На основании 1 закреплена направ-; ляющая 17, на которой подвижно установлена каретка 18 с резаком 19 и следящим электроприводом 20, связанным с датчиком перемещения 16.
На каретке 18 шарнирно закреплена вилка 21 с установленными на ней датчиком скорости 22 и магнитным роликом 23. Ролик 23 через шестерню 24 связан с валом датчика скорости 22, а вилка 21 подпружинена относительно каретки 18 пружиной 25 {см/ фиг. 2). Датчик скорости 22 электрически связан с одним входом блока сравнения 26, с другим концом которого связан задатчик скорости резки 27. Выход блока сравнения через блок управления приводом вращением патрона 28 соединен с электродвигателем 4 (см. фиг. 3).
Станок для фасонной резки работает следующим образом.
Обрабатываемую трубу 3 подают в станок и зажимают в патроне 2. Каретку 18 перемещают по направляющей 17 в начальную точку реза и опускают до установления между резаком 19 и трубой 3 необходимого зазора. При этом ролик 23 взаимодействует с поверхностью трубы 3, и пружина 25, сжимаясь, создает необходимое усилие прижима ролика к трубе.
Винтом 13 на рычаге 12 перемещают ползушку 14, настраивая тем самым ход кулисы 15 на заданный закон движения, а задатчиком скорости 27 устанавливают необходимую скорость резки. После этого нажатием на пульте управления кнопки Пуск включают электродвигатель 4 и резак для плазменной резки 19.
Вращение вала электродвигателя 4 через редуктор 6 и шестерни 7 и 8 передается патрону 2 с зажатой в нем трубой 3. Одновременно через шестерню 9, червячную пару 10 и 11 приводится во вращение рычаг 12 с
винтом 13. Ползушки 14, перемещаясь, воздействуют на кулису 15, возвратно-поступательное движение которой преобразуется датчиком перемещения 16 в электрические сигналы, поступающие в следящий электропривод 20. Электропривод 20 преобразует электрические сигналы датчика 16 в возвратно-поступательное движение каретки 18 по направляющей 17.
При этом резак 19 описывает относительно поверхности трубы 3 траекторию, .обеспечивающую правильную геометрию реза, а магнитный ролик вращается с переменной скоростью.
В процессе резки вилка 21 автоматически поворачивается вокруг своей оси,,и вектор линейной скорости магнитного ролика 23 все время совпадает с вектором действительной скорости резки, обусловленной вращением трубы 3 и возвратно-поступательным движением каретки 18.
Вращение ролика 23 передается через шестерню 24 валу датчика скорости 22, который выдает в блок
сравнения 26 электрические сигналы, пропорциональные скорости резки. Блок сравнения 26 сравнивает эти сигналы с сигналами, поступающими с
задатчика скорости 27, и выдает в , блок управления вращением патрона 28 корректирующие сигналы на снижение или повышение скорости вращения
электродвигателя 4, I 5 Таким образом, заданная скорость
резки поддерживается постоянной.
Когда патрон 2 с трубой 3 повернется на 360, отключаются электродвигатель 4 и резак 19. Вращение 0 патрона 2 и движение каретки 18 , прекращаются.
Каретку 18 перемещают в новую точку реза, и процесс резки повторяется.
Предложенный станок для фасонной резки труб позволяет повысить качество резки за счет получения криволинейных резов труб с постоянной заданной скоростью.
Формула изобретения
Станок для фасонной резки труб, содержащий установленные на основаНИИ приводной патрон для крепления и вращения трубы, направляющую с кареткой для перемещения резака вдоль оси трубы илсистему управления с задатчиком скорости, связанным с
приводом вращения трубы, отличающийся тем, что, с целью повышения качества обработки за счет обеспечения постоянной скорости резки, станок снабжен регулятором
скорости резки, выполненным в виде
