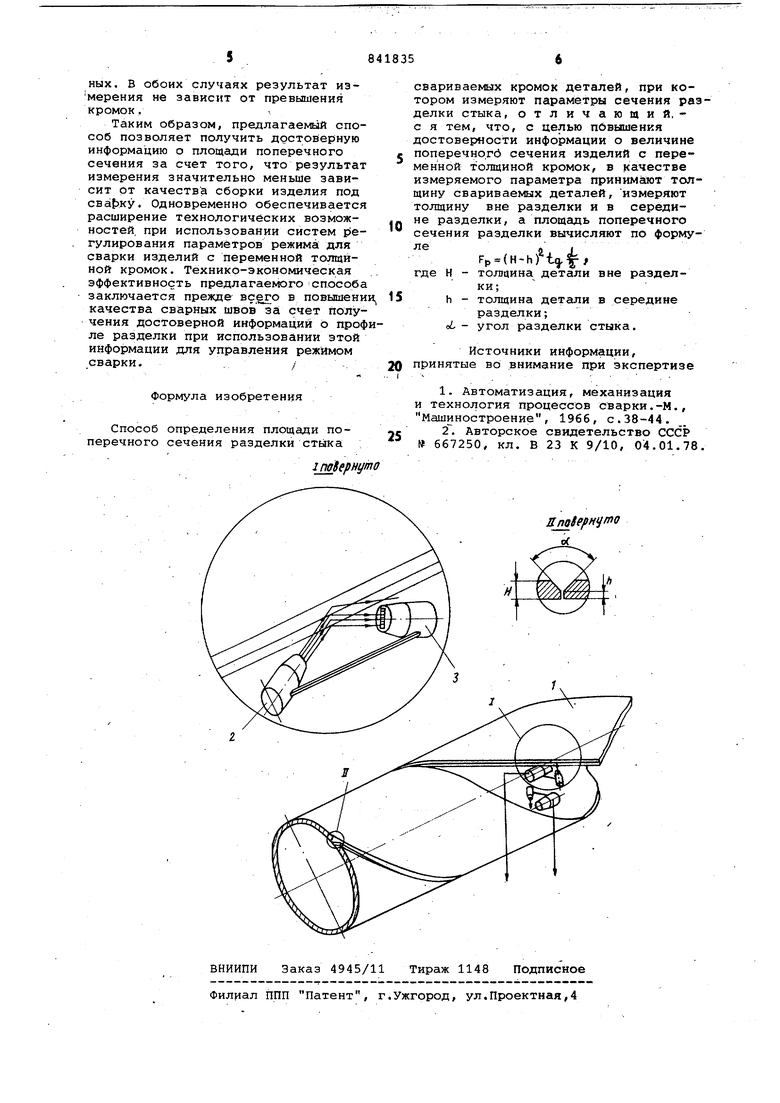
ходима для регулирования параметро режима сварки в соответствии с зад ным критерием качества, например, биной прогшавления или величиной у ления, а также для полного заполне ния разделки. Кроме того, известны способ не позволяет получить высок точность измерения при превышении одной кромки над другой, п вило, имеет место в производственн условиях, За счет превышения кромок изменяется расстояние между торцами магнитопровода, обрайценнымй к поверхности изделия, и этой поверхностью, что приводит к изменению величина измеряемого магнйтного потока и к получению недостоверной информации о действительной ширине разделки, а следовательно, и площади ее поггеречного сечения. С гюсоб не позйрляет также получить информацию о профиле сечения стыка при переменной толщине сваривае мых кромок, что необрсодимо для обе печения требуемой глубины проилавления. Это снижает технологические возможности способа. Цель изобретения, - повышение достоверности информации о величине поперечного сечения и расширени технологических возможностей за счет сварки изделий с переменной толщиной кромок. Поставленная цель достигается . тем, что при измерении параметров сечения разделки стыка свариваемых кромок металла и использовании результата измерения для суждения с площади указан сечения, в качестве измеряемого пара метра принимают толщину свариваемы деталей, измеряют толщину вне разделки и в середине разделки, а плоцадь поперечного сечения разделки вычисляют по формуле Рр(Н-МГЦ.|: , : . . где Н - толщина металла вне разделки;толщина металла в середине разделки; угол разделки стыка. Испол аЗовакие в качестве изме-ряёТйзГЪараметров тол14ины сваривае мого металла вне разделки ив середине разделки позволяет опреде лить ее площадь поперечного сечени независимо от превышения кро мок. Это повышает достоверность получаемой информации и одновремен но позволяет пЬлУчить более полную информацию о профиле разделки, в частности, о толщине металла, в середине разделки, что необ содимо для, обеспечения требуемой глубины проЛлавлёнйя при переменной толщине свариваемых кромок, что в свою очередь расширяет технологические возможности способа за счет обеспечения условий для регулирова НИН параметров режима при сварке металлов переменной толщины. На чертеже показана схема, поясняющая предлагаемый способ. Согласно предлагаемому способу измеряют толщину свариваемого металла вне разделки. Если толщина свариваемого металла постоянна, то измерение не производят. Одновре.менно измеряют толщину металла в середине разделки. Измерение толщин может быть выполнено с помсяцью индукционных или других толщиномеров. По результату измерения с помощью вычисления по вышеприведенной формуле определяют величину площади поперечного сечения разделки. Получаемая информация носит достоверный характер, так как разделка кромок стыка производится для конкретных соединений, как правило, под одним и тем .же стандартным углом, одним и тем же инструментом. В то же время при превишемии кромок достоверность информации сохраняется . За счет измерения толщины металла в середине разделки расширяют технологические возможности способа. . Сварка изделия 1 осуществляется . путем регулирования параметров режима в соответствии с информацией 6 результатах Измерения толщины Д металла в середине разделки, толщина металла Н вне разделки в данном случае постоянная и ее измерение не производится. Разделка кромок выполнена под углом i . Для измерен1|я толщины металла в середине разделки используются излучатель 2 и приемник 3 излучения, установленные таким образом, что на прием- , ник 3 попадает только отраженное нв.:скошенным участком разделки излучение. Для измерения толщины металла вне разделки и в середине разделки могут быть использованы толшинометpjif, работ:аю1цие, например, на индукционном принципе, «и выпускаемые серийно. Измерение может осуществляться также на собранном под сварку стыке. В этом случае щуп толщиномера устанавливают в середине разделки. В процесЬе измерения на выходе приемника 3 излучения получают сигнал, величина которого пропорциональна величине отраженного излучения и, следовательно, толщине металла в середине разделки. Этот сигнал поступает в блоки запаздывания и управления параметрами режима сварки, а в качестве которого может служить ЭВМ. При сварке изделий переменной толщины производят также измерение толщины металла вне разделки и вычисляют площадь поперечного сечения с учетом двух перемен
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения параметров расположенияКРОМОК СТыКА | 1978 |
|
SU804276A1 |
| Способ определения ширины зазора между свариваемыми деталями | 1983 |
|
SU1123804A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
| Способ исследования стыковых соединений | 1978 |
|
SU719825A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛОЩАДИ ПРОПЛАВЛЕНИЯ ОСНОВНОГО МЕТАЛЛА ПРИ ДУГОВОЙ СВАРКЕ | 2018 |
|
RU2704676C1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| Способ формирования ширины шва и устройство для его осуществления | 1984 |
|
SU1187940A1 |
| Способ контроля отклонения дуги от стыка свариваемых кромок | 1982 |
|
SU1042924A1 |
| СПОСОБ МНОГОПРОХОДНОЙ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2548541C2 |
| Конструкция стыка для сварки с остающейся накладкой | 1981 |
|
SU977127A2 |
