Изобретение относится к машиностроению и может быть использовано для оценки качества управляемых человеком-оператором манипуляционных систем, в частности для оценки качества программирования роботов для сварки методом обучения путем копирования линии соединения.
Цель изобретения - расширение функциональных возможностей стенда-тренажера и повышение точности оценки качества задания программ управления промышленным роботом для сварки за счет увеличения числа измеряемых параметров.
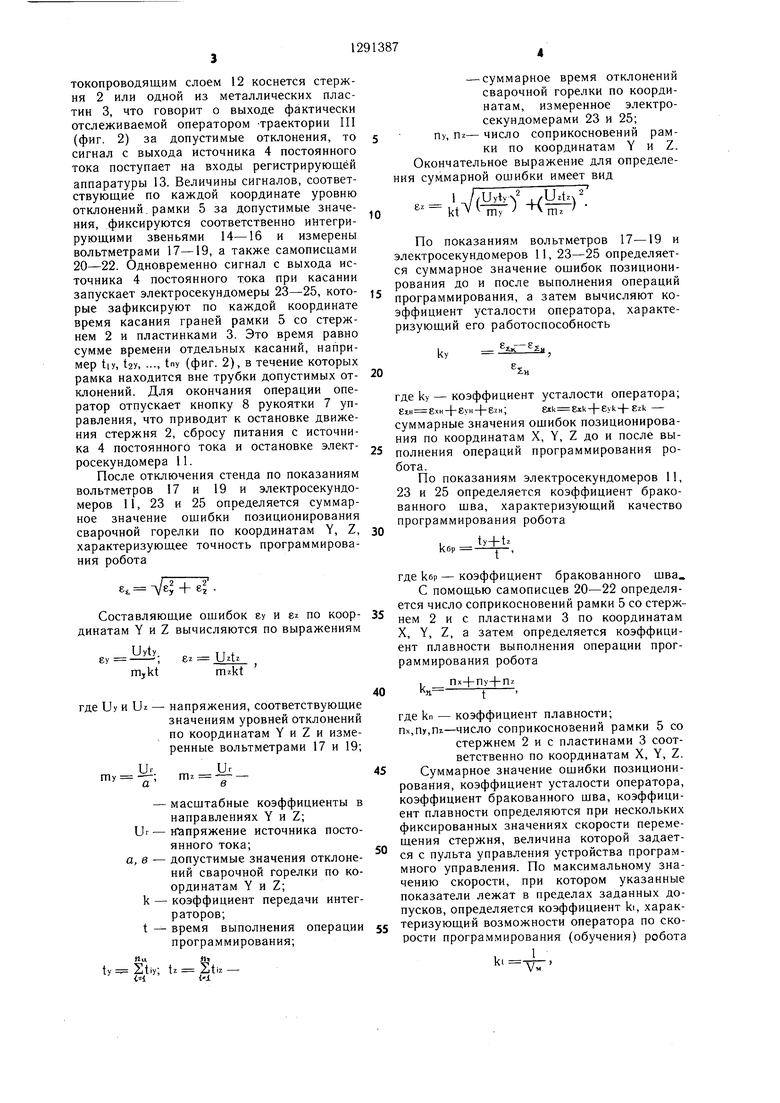
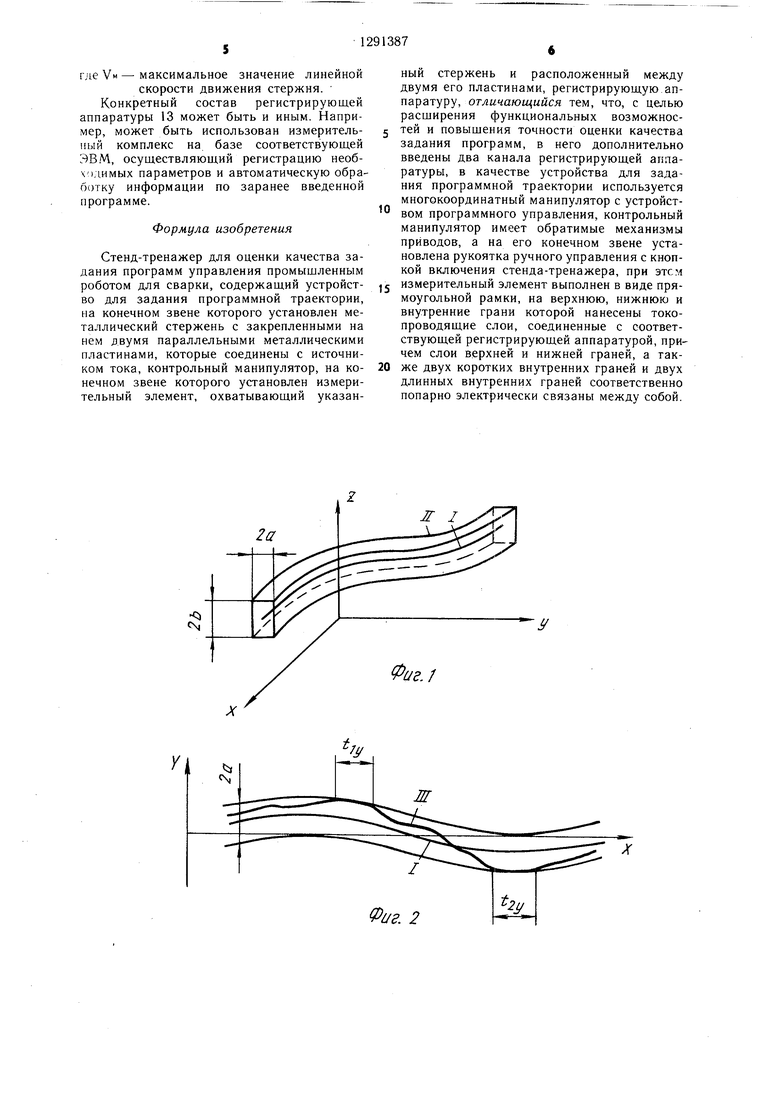
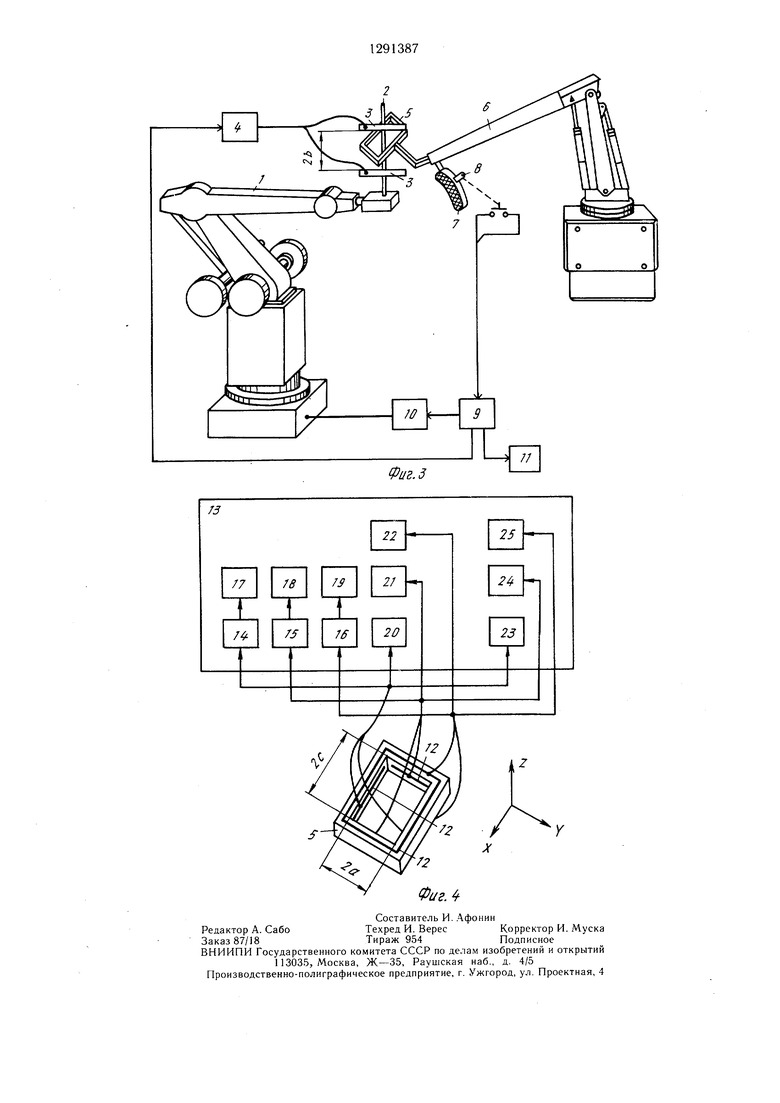
На фиг. 1 приведена схема допустимых отклонений сварочной горелки по координатам Y, Z при слежении вдоль координаты X; на фиг. 2 - схема образования ошибок по координате Y при слежении вдоль координаты X; на фиг. 3 - блок-схема стенда тренажера; на фиг. 4 - блок-схема регистрации измеряемых параметров.
Стенд-тренажер для оценки качества задания программы управления промышленным роботом для сварки содержит устройство 1 задания программной траектории, в качестве которого, используется, например, манипулятор робота ТУР-10. На конечном звене устройства 1 задания программной траектории установлен металлический стержень 2 с закрепленными на его концах двумя параллельными металлическими пластинами 3, которые соединены с источником 4 тока. Металлический стержень 2 охватывается измерительным элементом 5, в качестве которого используется прямоугольная рамка, установленная на конечном звене контрольного манипулятора 6 с уравновешенным кинематическим механизмом. Для ручного перемещения кинематического механизма контрольного манипулятора б на его конечном звене установлена рукоятка 7 ручного управления с кнопочным переключателем 8, предназначенным для включения- выключения движения устройства i задания программной траектории и другой аппаратуры стенда. Кнопочный переключатель 8 подключен к входу устройства 9 программного управления, в качестве которого может быть использовано, например, устройство ЧПУ УКМ-772. Первый выход устройства 9 программного управления через блок 10 управления приводом соединен с устройством 1 задания программной траектории. В качестве блока 10 управления приводом используется, например, входящий в робот ТУР-10 блок управления электроприводом ЧСМ5.372.052. К второму выходу устройства 9 программного управления подключен первый электросекундомер 11, а к третьему выходу - вход источника 4 тока. На внутренние, верхнюю и нижнюю грани прямоугольной рамки 5 нанесен токопрово- дящий слой 12. Регистрирующая аппаратура 13 содержит, например, интеграторы 14-16, к выходам которых подключены
соответственно вольтметры 17-19. В состав регистрирующей аппаратуры 13 входят также самописцы 20-22 и электросекундомеры 23-25. Токопроводящий слой 12 длинных
внутренних граней рамки 5 подключен к входам первых интегратора 14, самописца 20 и второго электросекундомера 23. Токопроводящий слой 12 коротких внутренних граней рамки 5 соединен с входами вторых интегратора 15, самописца 21 и третьего электросекундомера 24. Токопрюводяший слой 12 верхней и нижней граней рамки 5 подключен к входам третьих интегратора 16, самописца 22 и четвертого элект росекундомера 25.
Стенд-тренажер работает следующим образом.
Оператор предварительно в устройстве 9 программного управления задает программу перемещения в пространстве металлического стержня 2 устройства 1 задания программной траектории, например, по синусоидальной траектории I (фиг. 1). Затем устанавливаются в исходное рабочее состояние источник 4 постоянного тока, регистрирующая аппаратура 13, электросекундомер 11.
, Для включения режима слежения оператор на рукоятке 7 манипулятора 6 нажимает кнопочный переключатель 8, при этом срабатывает устройство 9 программного управления и выдает управляющие сигналы по соответствующим координатам. После подаQ чи управляющих сигналов на блок 10 управления приводом устройство 1 начинает перемещать стержень 2 по заданной программной траектории. Одновременно по командам устройства 9 программного управления запускается электросекундомер 11, ко5 торый считывает общее время выполнения операции отслеживания программной траектории, и подключается напряжение источника 4 постоянного тока к металлическим пластинам 3 и стержню 2. После начала движения металлического стержня 2 опера0 тор, управляя вручную манипулятором 6 с помощью рукоятки 7, стремится к тому, чтобы грани рамки 5 не касались стержня 2 и закрепленных на нем металлических пластин 3. Допустимые отклонения
, рамки относительно программной кривой по координате Y составляют величину 2а и соответствуют смещению электрода поперек линии соединения. Допустимые отклонения рамки по координате Z составляют величину 2в и соответствуют смещению электрода
0 вдоль оси сварочной дуги (вылет электрода). Так как отклонения электрода по оси Y больше влияют на качество сварного соединения, чем отклонения по оси Z, то в общем случае образуется прямоугольная трубка II (фиг. 1) допустимых отклонений
5 сварочной горелки по координатам Y, Z вдоль заданной программной траектории по координате X. Если в процессе слежения прямоугольная рамка 5 своими гранями с
токопроводящим слоем 12 коснется стержня 2 или одной из металлических пластин 3, что говорит о выходе фактически отслеживаемой оператором -траектории III (фиг. 2) за допустимые отклонения, то сигнал с выхода источника 4 постоянного тока поступает на входы регистрирующей аппаратуры 13. Величины сигналов, соответствующие по каждой координате уровню отклонений, рамки 5 за допустимые значения, фиксируются соответственно интегрирующими звеньями 14-16 и измерены вольтметрами 17-19, а также самописцами 20-22. Одновременно сигнал с выхода источника 4 постоянного тока при касании запускает электросекундомеры 23-25, кото- рые зафиксируют по каждой координате время касания граней рамки 5 со стержнем 2 и пластинками 3. Это время равно сумме времени отдельных касаний, например , 12У, ..., tny (фиг. 2), в течение которых рамка находится вне трубки допустимых от- клонений. Для окончания операции оператор отпускает кнопку 8 рукоятки 7 управления, что приводит к остановке движения стержня 2, сбросу питания с источника 4 постоянного тока и остановке элект
росекундомера 11.
После отключения стенда по показаниям вольтметров 17 и 19 и электросекундомеров 11, 23 и 25 определяется суммарное значение ошибки позиционирования сварочной горелки по координатам Y, Z, характеризующее точность программирования робота
uyiy,, ,
Еу ;Ёг Uztz
m,ktmzkt
е Л/ёГ+е
Составляющие ошибок sy и ez по коор- динатам Y и Z вычисляются по выражениям
Uyty.
напряжения, соответствующие значениям уровней отклонений по координатам Y и Z и измеренные вольтметрами 17 и 19;
Ur
m. -50
- масщтабные коэффициенты в
направлениях Y и Z; Ur - напряжение источника постоянного тока;
, в - допустимые значения отклонений сварочной горелки по координатам Y и Z; k - коэффициент передачи интеграторов;
t - время выполнения операции 55 программирования;
ty
И««1
2tiy; tz Stiz - i iI i
- суммарное время отклонений сварочной горелки по координатам, измеренное электросекундомерами 23 и 25; пу, nz- число соприкосновений рамки по координатам Y и Z. Окончательное выражение для определения суммарной ощибки имеет вид
1 -HI)
По показаниям вольтметров 17-19 и электросекундомеров 11, 23-25 определяется суммарное значение ощибок позиционирования до и после выполнения операций программирования, а затем вычисляют коэффициент усталости оператора, характеризующий его работоспособность
где ky - коэффициент усталости оператора; (-eyH-(-BzH;eik exk-(-eyk- -ezk -
суммарные значения ошибок позиционирования по координатам X, Y, Z до и после выполнения операций программирования робота.
По показаниям электросекундомеров 11, 23 и 25 определяется коэффициент бракованного щва, характеризующий качество программирования робота
,ty+tz
kep -ir-,
5
0
5
0
5
где kep - коэффициент бракованного щва С помощью самописцев 20-22 определяется число соприкосновений рамки 5 со стержнем 2 и с пластинами 3 по координатам X, Y, Z, а затем определяется коэффициент плавности выполнения операции программирования робота
, nx-f ny-f Пг Кдf.
где kn - коэффициент плавности; пх,пу,пг-число соприкосновений рамки 5 со стержнем 2 и с пластинами 3 соответственно по координатам X, Y, Z. Суммарное значение ошибки позиционирования, коэффициент усталости оператора, коэффициент бракованного шва, коэффициент плавности определяются при нескольких фиксированных значениях скорости перемещения стержня, величина которой задается с пульта управления устройства программного управления. По максимальному значению скорости, при котором указанные показатели лежат в пределах заданных допусков, определяется коэффициент ki, характеризующий возможности оператора по скорости программирования (обучения) робота
W
где VM - максимальное значение линейной
скорости движения стержня. Конкретный состав регистрирующей аппаратуры 13 может быть и иным. Например, может быть использован измерительный комплекс на базе соответствующей ЭВМ, осуществляющий регистрацию необходимых параметров и автоматическую обработку информации по заранее введенной программе.
Формула изобретения
Стенд-тренажер для оценки качества задания программ управления промыщленным роботом для сварки, содержащий устройство для задания программной траектории, на конечном звене которого установлен металлический стержень с закрепленными на нем двумя параллельными металлическими пластинами, которые соединены с источником тока, контрольный манипулятор, на конечном звене которого установлен измерительный элемент, охватывающий указан
ный стержень и расположенный между двумя его пластинами, регистрирующую аппаратуру, отличающийся тем, что, с целью расщирения функциональных возможностей и повыщения точности оценки качества задания программ, в него дополнительно введены два канала регистрирующей аппаратуры, в качестве устройства для задания программной траектории используется многокоординатный манипулятор с устройством программного управления, контрольный манипулятор имеет обратимые механизмы приводов, а на его конечном звене установлена рукоятка ручного управления с кнопкой включения стенда-тренажера, при этсм измерительный элемент выполнен в виде прямоугольной рамки, на верхнюю, нижнюю и внутренние грани которой нанесены токо- проводящие слои, соединенные с соответствующей регистрирующей аппаратурой, причем слои верхней и нижней граней, а также двух коротких внутренних граней и двух длинных внутренних граней соответственно попарно электрически связаны между собой.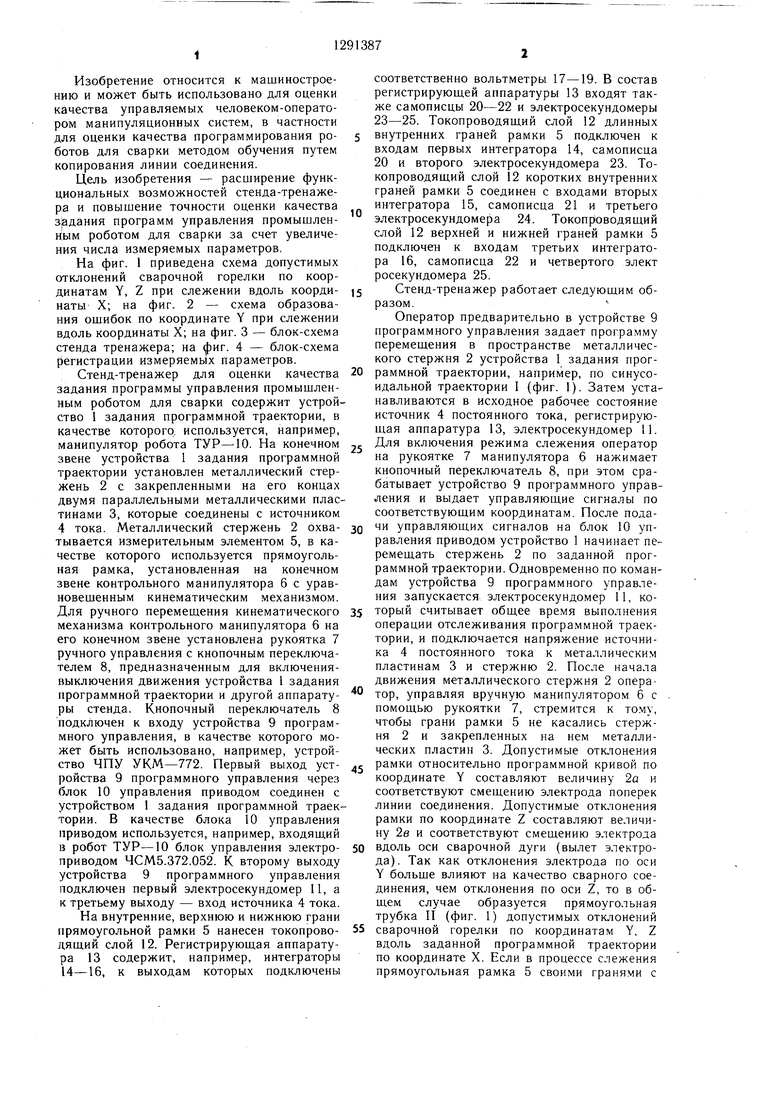
| название | год | авторы | номер документа |
|---|---|---|---|
| Тренажер для подготовки операторов и оценки качества задания программы перемещений промышленных технологических роботов | 1991 |
|
SU1825728A1 |
| Стенд для оценки качества манипуляторных систем | 1979 |
|
SU872252A1 |
| Стенд-тренажер для оценки качества задания программы перемещений манипулятора | 1987 |
|
SU1511111A1 |
| СТЕНД ДЛЯ КОНТРОЛЯ ТОЧНОСТИ КОНТУРНЫХ ПЕРЕМЕЩЕНИЙ ПРОМЫШЛЕННОГО РОБОТА | 2001 |
|
RU2185953C1 |
| СПОСОБ КОНТРОЛЯ ТОЧНОСТИ КОНТУРНЫХ ПЕРЕМЕЩЕНИЙ ПРОМЫШЛЕННОГО РОБОТА | 2003 |
|
RU2252862C1 |
| Стенд для испытания промышленных роботов-манипуляторов | 1987 |
|
SU1495114A1 |
| Стенд для испытания промышленных роботов-манипуляторов | 1987 |
|
SU1425078A1 |
| Стенд для испытаний манипуляторов | 1983 |
|
SU1135638A1 |
| Стенд для контроля перемещений промышленных роботов-манипуляторов | 1987 |
|
SU1565675A1 |
| Способ роботизированной одноточечной инкрементной формовки | 2023 |
|
RU2827077C1 |
Изобретение относится к машиностроению и может быть использовано для оценки качества управляемых человеком-оператором манипуляционных систем. Цель изобретения - расширение функциональных возможностей стенда - тренажера и повышение точности оценки качества задания программы управления промышленным роботом для сварки. Стенд-тренажер включает в себя устройство для задания программной траектории, которое имеет металлический стержень с закрепленными на его концах двумя параллельными металлическими пластинами, соединенными с источником тока, контрольный манипулятор с измерительным элементом, регистрирующую аппаратуру. Устройство задания программной траектории представляет собой многокоординатный манипулятор с устройством программного управления, а контрольный манипулятор имеет обратимые механизмы приводов и рукоятку ручного управления на его конечном звене. Измерительный элемент выполнен в виде прямоугольной рамки с токопроводяшими слоями на ее гранях, которые подключены к регистрирующей аппаратуре. 4 ил. ю
/
е. 2
Фиг. 5
| Стенд для оценки качества манипуляторных систем | 1979 |
|
SU872252A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
