Изобретение относится к односторонней контактной точечной сварке и может быть использовано в машиностроении и приборостроении.
Известен способ односторонней контактной точечной сварки, включающий один импульс сварочного тока в мягком режиме с повышенным усилием сжатия электродов (FCB) и использующий плавное нарастание сварочного тока [Чулошников П. Л. Точечная и роликовая электросварка легированных сталей и сплавов. Изд. 2-е, перераб. и доп. - М.: Машиностроение, 1974, с. 140-141].
Недостатком этого способа вследствие низкого сопротивления ветви шунтирования по сравнению со сварочной ветвью является большой ток шунтирования, который приводит к уменьшению проплавления нижней детали и, тем самым, снижает качество сварного соединения.
Наиболее близким по совокупности существенных признаков является способ односторонней контактной точечной сварки с подогревом, включающий два импульса тока, первый из которых нагревает верхнюю свариваемую деталь, тем самым увеличивая ее электрическое сопротивление, а второй формирует сварные точки при уменьшенном токе шунтирования [Орлов Б. Д. и др. Технология и оборудование контактной сварки: Учебник для машиностроительных вузов. Изд. 2-е, перераб. и доп. - М.: Машиностроение, 1986 г., с. 116].
Известный способ частично решает задачу по снижению тока шунти-рования и увеличению проплавления нижней детали, однако его эффективность незначительна ввиду того, что во время прохождения подогревающего импульса тока наряду с верхней деталью значительно нагревается и нижняя свариваемая деталь.
В основу изобретения положена задача уменьшения тока шунтирования и увеличения проплавления нижней детали за счет более избирательного нагрева верхней детали, что ведет к повышению качества сварного соединения.
Поставленная задача достигается тем, что в способе односторонней контактной точечной сварки, включающем сжатие деталей электродами и пропускание двух импульсов тока, первый из которых нагревает верхнюю свариваемую деталь, а второй формирует сварные точки, согласно изобретению, применяют переменное значение усилия сжатия электродов, причем вначале детали сжимают усилием сжатия электродов, составляющим 40-80% от номинального, затем пропускают подогревающий импульс тока, далее усилие сжатия электродов доводят до номинального и подают сварочный импульс тока.
Сущность изобретения поясняется чертежами.
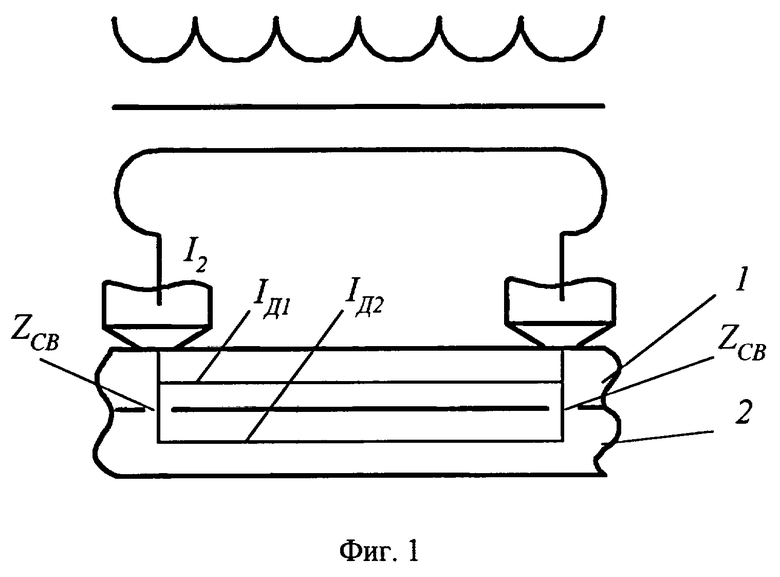
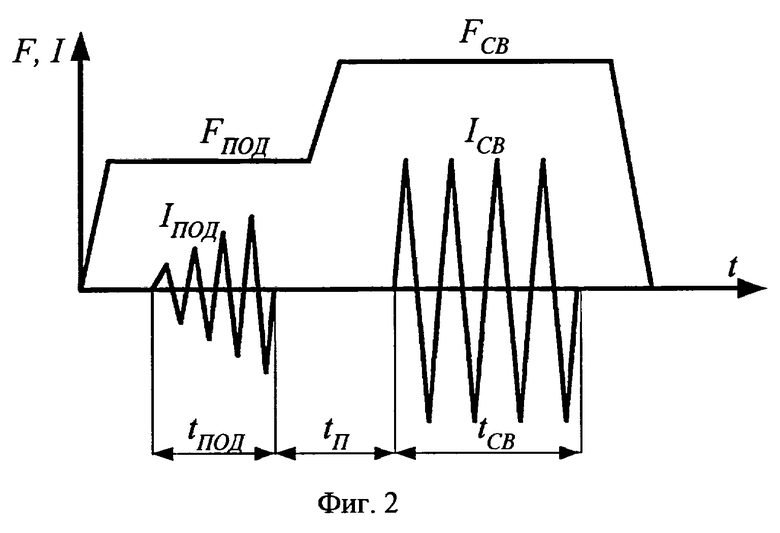
На фиг.1 изображена схема односторонней контактной точечной сварки; на фиг.2 - циклограмма способа односторонней контактной точечной сварки.
Способ сварки осуществляется в следующей последовательности операций.
Вначале к деталям 1 и 2 прикладывают пониженное на 40-80% от номинального усилия сжатия электродов при сварке FСВ усилие сжатия электродов при подогреве FПОД и пропускают подогревающий импульс тока IПОД. Так как пониженное усилие на электродах в начальный момент времени FПОД недостаточно хорошо формирует сварочные контакты деталь - деталь, их электрическое сопротивление ZСВ будет высоким. Высокое сопротивление контактов обуславливает увеличение значения сопротивления всей ветви, по которой пойдет сварочный ток. При включении подогревающего импульса тока IПОД общий ток I2 перераспределится таким образом, что основная его часть будет протекать по верхней детали 1 (IДl), значительно ее нагревая. Одновременно, за время протекания IПОД происходит нагрев, а значит, и стабилизация сварочных контактов (снижение величины электрического сопротивления ZСВ и разброса их значений).
После этого за время паузы между двумя импульсами tП усилие сжатия электродов доводят до номинального значения (FСВ). Таким образом, еще более снижается сопротивление сварочных контактов. Одновременно за счет теплопроводности температурное поле в деталях несколько выравнивается.
После повышения усилия сжатия электродов (до номинального) подают сварочный импульс тока IПОД, формирующий сварные точки. За время tПОД+tП электрическое сопротивление верхней детали возрастает из-за увеличения удельного электросопротивления нагретого металла и увеличения ширины растекания тока по детали. Поэтому основная часть сварочного импульса тока IСВ потечет по нижней детали 2 (IД2), участвуя в образовании сварной точки и увеличивая проплавление нижней детали.
Модуляция переднего фронта подогревающего импульса тока IПОД способствует снижению вероятности возникновения выплеска.
Оптимальное значение FПОД составляет примерно 50% от номинального сварочного усилия FСВ. При РПОД ≥ 40% от FСВ наблюдается сильный начальный выплеск, ведущий к невозможности сварки. При FПОД ≥ 80% от FСВ заметного снижения тока шунтирования по сравнению с прототипом не происходит.
Пример. Производили сварку деталей толщиной 2+2 мм из стали 08пс по прототипу и предлагаемому способу. Режим сварки: IПОД=10 кА, IСВ=24 кА, tПОД=0,2 с, tП=0,2 с, tСВ=0,4 с, FСВ=500 кгс (фиг.2). При сварке по предлагаемому способу величину FПОД принимали равной 40% от FСВ, 50% от FСВ и 80% от FСВ. При этом величина тока шунтирования IД1 при прохождении сварочного импульса тока IСВ при сварке по прототипу составила ≈11 кА, при сварке по предлагаемому способу при FПОД=40% от FСВ наблюдали сильный начальный выплеск, при FПОД=50% от FСВ величина IД1 составила ≈8,5-9 кА, что привело к увеличению проплавления нижней детали, т.е. повышению качества сварного соединения. При FПОД=80% от FСВ величина IД1 составила ≈10,5-11 кА, т.е. заметного снижения тока шунтирования не наблюдали.
Применение данного способа повышает качество сварного соединения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОДНОСТОРОННЕЙ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2002 |
|
RU2235626C2 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1999 |
|
RU2148483C1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ С ОБЖАТИЕМ ПЕРИФЕРИЙНОЙ ЗОНЫ СОЕДИНЕНИЯ | 1992 |
|
RU2036759C1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2000 |
|
RU2183152C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2002 |
|
RU2246768C2 |
| СПОСОБ КОНТАКТНОЙ РЕЛЬЕФНОЙ ДВУХКОНТУРНОЙ СВАРКИ ШТУЦЕРА С КОРПУСОМ | 2009 |
|
RU2399469C1 |
| СПОСОБ СВАРКИ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНЫХ РЕАКТОРОВ | 2003 |
|
RU2262755C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1991 |
|
RU2050237C1 |
| Способ контактной точечной сварки разнотолщинных деталей | 1990 |
|
SU1722744A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ | 2003 |
|
RU2269400C2 |
Изобретение относится к машиностроению и позволяет повысить качество сварного соединения путем уменьшения значения тока шунтирования и увеличения проплавления нижней детали. Это достигается путем применения цикла сварки с двумя импульсами тока и переменным усилием сжатия. Первый импульс тока при пониженном на 40-80% от номинального усилии сжатия электродов нагревает преимущественно верхнюю деталь, повышая ее электрическое сопротивление. Второй, сварочный, импульс обеспечивает получение сварной точки заданных размеров при номинальном усилии сжатия, причем значение тока шунтирования, текущего по верхней детали, уменьшается из-за нагрева верхней детали. 2 ил.
Способ односторонней контактной точечной сварки, включающий сжатие деталей электродами и пропускание двух импульсов тока, первый из которых подогревающий нагревает верхнюю свариваемую деталь, а второй сварочный формирует сварные точки, отличающийся тем, что применяют переменное значение усилия сжатия электродов, причем вначале детали сжимают усилием сжатия электродов, составляющим 40-80% от номинального, затем пропускают подогревающий импульс тока, далее усилие сжатия электродов доводят до номинального и подают сварочный импульс тока.
| Б.Д.ОРЛОВ и др | |||
| Технология и оборудование контактной сварки | |||
| Учебник для машиностроительных вузов, изд | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| - М.: Машиностроение, 1986, с.11 | |||
| RU 2000115166 А, 20.05.2002 | |||
| СПОСОБ КОНТАКТНОЙ СВАРКИ | 1999 |
|
RU2174899C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1991 |
|
RU2050237C1 |
| US 4122335, 24.10.1978 | |||
| US 5115113, 19.05.1992. | |||

