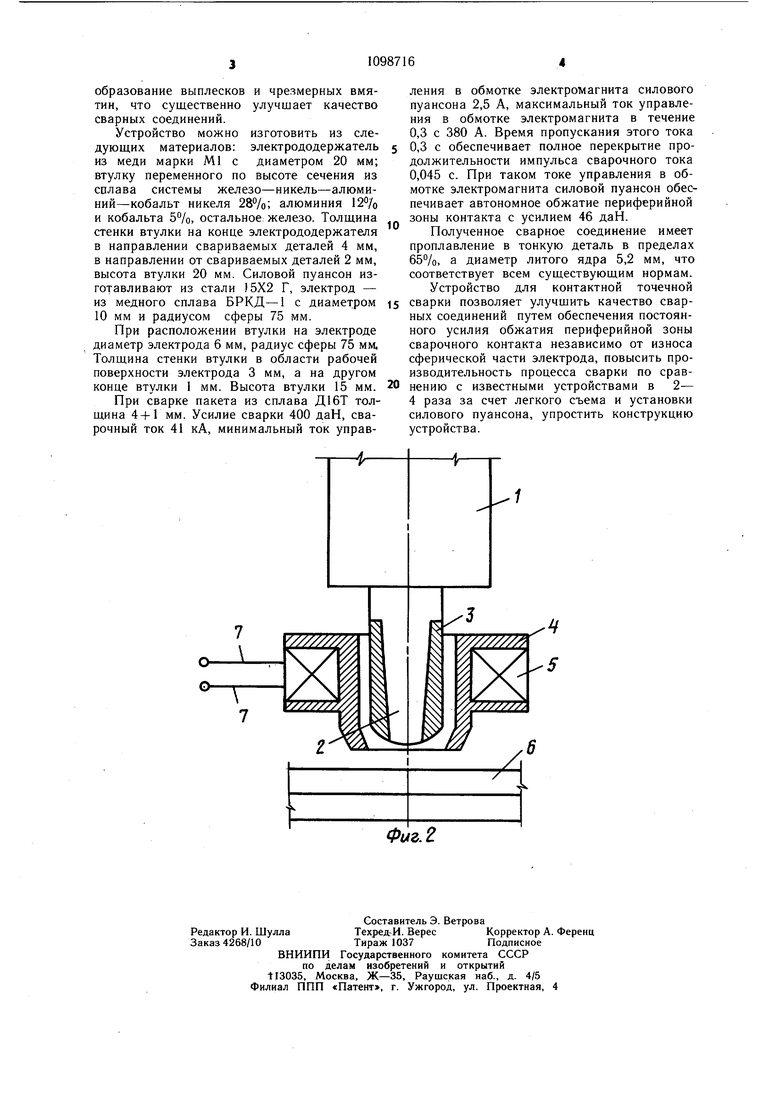
Изобретение относится к контактной точечной сварке деталей неравной толщины, преимущественно из алюминиевых и магниевых сплавов. Известно устройство, содержащее установленный на электрододержателе или консоли сварочной машины центральный токоведущий электрод, электрически изолированный от центрального электрода силовой пуансон и упругий элемент. Причем силовой пуансон жестко соединен с электрододержателем или консолью сварочной мащины, а центральный токопроводящий электрод связан с электрододержателем или консолью при помощи упругого элемента 1. Наличие жесткой связи между электрододержателем и силовым пуансоном исключает какое-либо практическое применение в серийном производстве, так как чрезвычайно затруднен съем и установка электродов, а также очень сложно проводить операцию зачистки электродов. Известно также устройство для контактной точечной сварки, содержащее электродный узел, выполненный в виде электрододержателя с электродом, и соосно установленный и охватывающий его силовой пуансон 2. Недостатками данного устройства являются низкое качество сварных соединений, так как из-за постоянного износа рабочей поверхности электрода и периодической разборки для проведения операций зачистки невозможно обеспечить точное и стабильное усилие обжатия периферийаой зоны контакта силовым пуансоном, низкая производительность сварки, так как для каждой зачистки надо полностью разобрать все устройство и сложность конструкции узла из-за того, что все его элементы соединены между собой на резьбе, щлицах, болтах и т. д. Целью изобретения является повыщение качества сварных соединений путем обеспечения стабильности усилий обжатия периферийной зоны контакта и . повыщение производительности за счет сокращения времени на операцию зачистки электродов. Указанная цель достигается тем, что в устройстве для контактной точечной сварки, содержащем электродный узел, выполненный в виде электрододержателя с электродом, и соосно установленный и охватывающий его силовой пуансон, силовой пуансон оснащ.ен охватывающим его кольцевым электромагнитом, а электродный узел снабжен втулкой из ферромагнитного материала, установленной концентрично электромагниту и выполненный с переменным по высоте сечением, уменьшающимся в направлении от рабочего торца электрода. Втулка из ферромагнитного материала может быть размещена на электрододержателе или на боковой поверхности электрода. На фиг. 1 представлено устройство, у которого втулка и-з ферромагнитного материала размещена на электрододержателе, общий вид; на фиг. 2 - устройство, у которого втулка из ферромагнитного материала установлена на боковой цилиндрической поверхности электрода, общий вид. Устройство включает электрододержатель 1 с электродом 2. На боковой цилиндрической поверхности электрододержателя 1 или электрода 2 соосно ему жестко укреплена втулка 3 из ферромагнитного материала. Вокруг боковой цилиндрической поверхности электрододержателя свободно размещен силовой пуансон 4, в котором установлен электромагнит 5. В исходном состоянии электрод 2 поднят над деталью 6 на некоторое расстояние, которое определяет рабочий ход электрода. До начала цикла сварки в электромагнит 5 силового пуансона 4 подается по проводам 7от щкафа управления сварочной мащины минимальный ток. При этом силовой пуансон 4, смонтированный свободно вдоль оси электрододержателя или электрода под действием собственного веса и сил электромагнитного взаимодействия между электромагнитом и втулкой, находится на конце электрода, обращенного к свариваемой детали 6. При включении цикла сварки электрододержатель, электрод и соответственно втулка 3 из ферромагнитного материала перемещаются вниз до контакта с деталью 6. 8этот момент в обмотку электромагнита 5 подают максимальный ток. Взаимодействие силовых линий электромагнита и втулки 3 из ферромагнитного материала приводит к тому, что силовой пуансон 4 передает определенное давление на деталь 6, осуществ тяя автономное обжатие периферийной зоны контакта. Величина усилия обжатия зависит от силы тока в электромагните 5 и толщины стенок втулки 3 из ферромагнитного материала. Благодаря тому, что стенки втулки 3 имеют переменное по высоте сечение, уменьшающееся в направлении от свариваемых деталей, силовой пуансон 4 с электромагнитом 5 стремится все время при пропускании тока в электромагнит 5 занять нижнее, ближайшее к свариваемым деталям положение, как самое устойчивое для этой системы. После прохождения цикла сварки элёктрододержатель и электрод поднимаются вверх от свариваемых деталей, ток в электромагните 5 силового пуансона 4 по сигналу от шкафа управления сварочной машины снижают до минимума и система приходит в исходное состояние. Для снятия пуансона 4 неосГходимо только отключить ток в цепи электромагнита. Автономное обжатие периферии контакта тонкой детали позволяет предотвратить деформацию тонкой детали и предупредить
образование выплесков и чрезмерных вмятин, что существенно улучшает качество сварных соединений.
Устройство можно изготовить из следующих материалов: электрододержатель из меди марки Ml с диаметром 20 мм; втулку переменного по высоте сечения из сплава системы железо-никель-алюминий-кобальт никеля 28%; алюминия 12% и кобальта 5%, остальное: железо. Толщина стенки втулки на конце электрододержателя в направлении свариваемых деталей 4 мм, в направлении от свариваемых деталей 2 мм, высота втулки 20 мм. Силовой пуансон изготавливают из стали 15X2 Г, электрод - из медного сплава БРКД-1 с диаметром 10 мм и радиусом сферы 75 мм.
При расположении втулки на электроде диаметр электрода б мм, радиус сферы 75 мм. Толщина стенки втулки в области рабочей поверхности электрода 3 мм, а на другом конце втулки 1 мм. Высота втулки 15 мм.
При сварке пакета из сплава Д16Т толщина 4 +Г мм. Усилие сварки 400 даН, сварочный ток 41 кА, минимальный ток управления в обмотке электромагнита силового пуансона 2,5 А, максимальный ток управления в обмотке электромагнита в течение 0,3 с 380 А. Время пропускания этого тока
0,3 с обеспечивает полное перекрытие продолжительности импульса сварочного тока 0,045 с. При таком токе управления в обмотке электромагнита силовой пуансон обеспечивает автономное обжатие периферийной зоны контакта с усилием 46 даН.
Полученное сварное соединение имеет
проплавление в тонкую деталь в пределах
65%, а диаметр литого ядра 5,2 мм, что
соответствует всем существующим нормам.
Устройство для контактной точечной
сварки позволяет улучшить качество сварных соединений путем обеспечения постоянного усилия обжатия периферийной зоны сварочного контакта независимо от износа сферической части электрода, повысить производительность процесса сварки по сравнению с известными устройствами в 2- 4 раза за счет легкого съема и установки силового пуансона, упростить конструкцию устройства.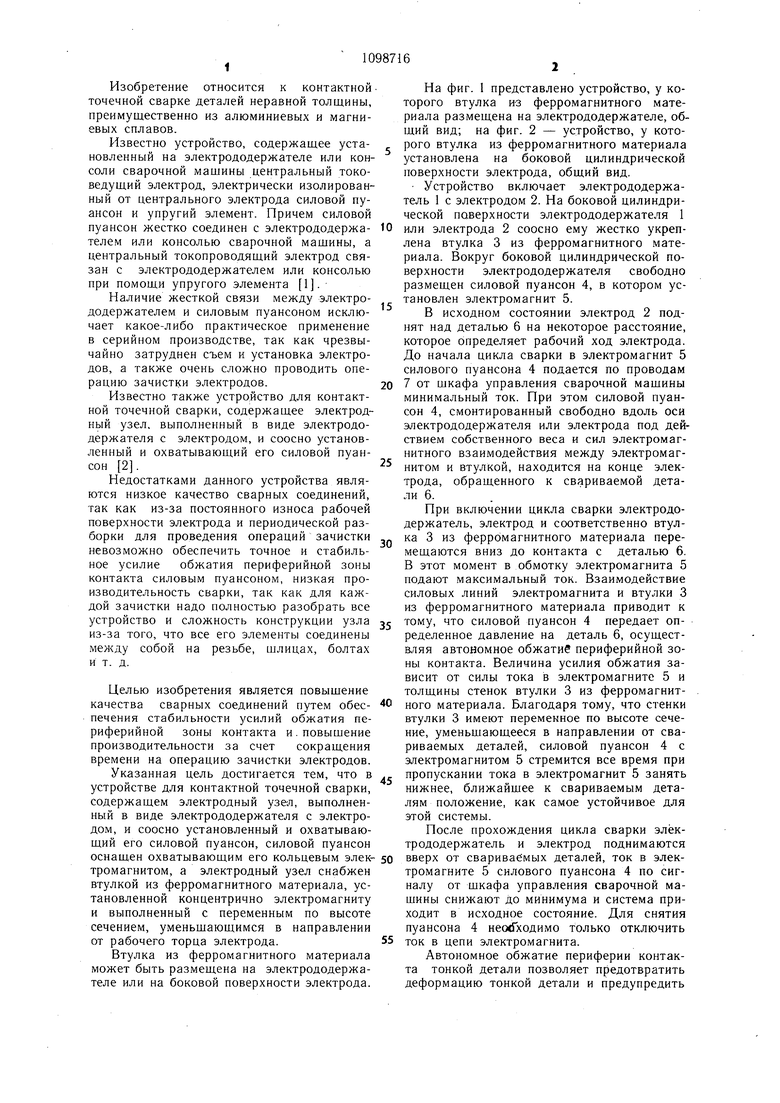
| название | год | авторы | номер документа |
|---|---|---|---|
| Электродное устройство для контактной точечной сварки | 1988 |
|
SU1648682A1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ С ОБЖАТИЕМ ПЕРИФЕРИЙНОЙ ЗОНЫ СОЕДИНЕНИЯ | 1992 |
|
RU2036759C1 |
| Устройство для точечной сварки неплавящимся электродом в защитных газах | 1980 |
|
SU956193A1 |
| Электрод для контактной точечнойСВАРКи | 1979 |
|
SU829371A1 |
| Электрод для контактной точечной сварки | 1980 |
|
SU927447A1 |
| Клещи для контактной точечной сварки | 1990 |
|
SU1815076A1 |
| Машина для контактной точечной сварки | 1989 |
|
SU1738546A1 |
| Электродный узел для контактной сварки | 1980 |
|
SU927446A1 |
| Способ контактной точечной сварки | 1979 |
|
SU841859A1 |
| ПРИВОД СЖАТИЯ ЭЛЕКТРОДОВ МАШИНЫ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1972 |
|
SU336122A1 |
1. УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ, содержащее электродный узел, выполненный в виде электрододержателя с электродом, и соосно установленный и охватывающий его силовой пуансон, отличающееся тем, что, с целью повыщения качества сварных соединений путем обеспечения стабильности усилий обжатия периферийной зоны контакта и повыщения производительности за счет сокращения времени на операцию зачистки электродов, силовой пуансон оснащен охватывающим его кольцевым электромагнитом, а электромагнитный узел снабжен втулкой из ферромагнитного материала, уст новленной концентрично электромагниту и выполненной с переменным по высоте сечением, уменьщающимся в направлении от рабочего торца электрода. 2.Устройство по п. 1, отличающееся тем, что втулка из ферромагнитного материала размещена на электрододержателе. 3.. Устройство по п. 1, отличающееся тем, что втулка из ферромагнитного материала размещена на боковой поверхности электрода. (Л со оо о: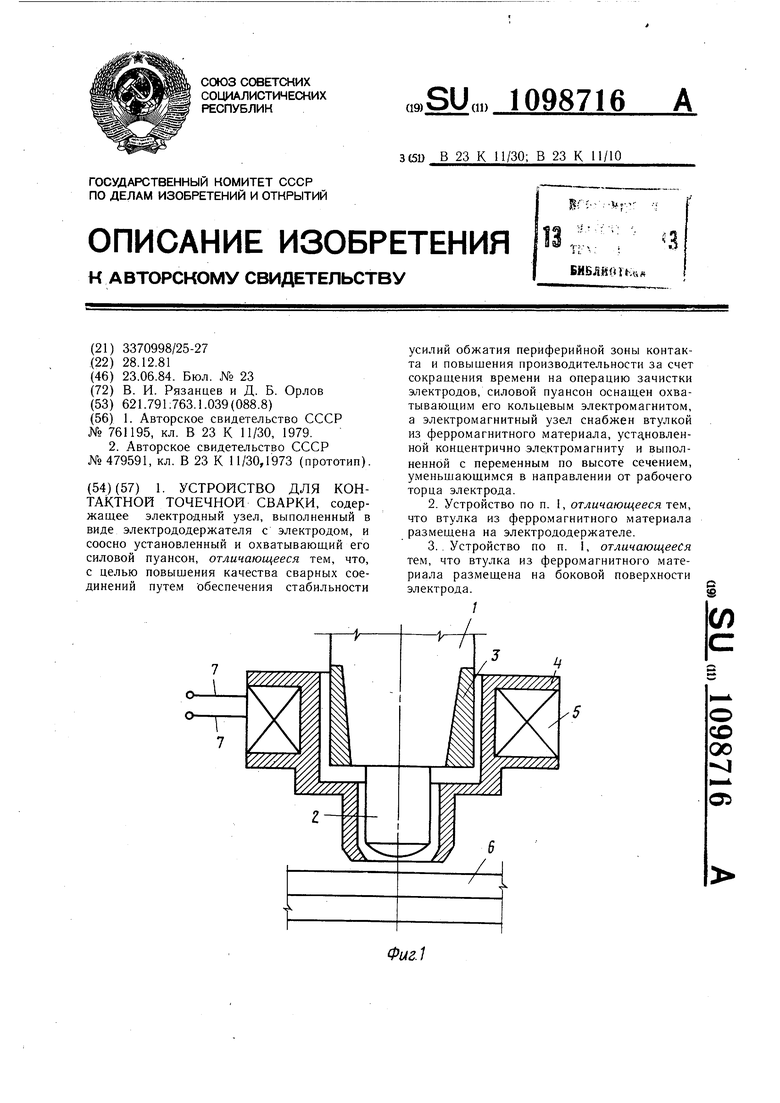
Фиг. 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № 761195, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
